La amoladora automática forma parte de un equipo automático dentro de la máquina industrial de pulido: Una máquina para afilar y pulir ollas y sartenes es un equipo que, dependiendo de la escala de uso, puede variar desde una solución industrial de gran tamaño hasta una herramienta mucho más compacta para talleres pequeños o incluso aplicaciones domésticas. En el caso de la producción profesional de menaje de cocina en acero inoxidable o aluminio, lo que se utiliza en realidad son máquinas de pulido automático diseñadas para dar el acabado final a las superficies metálicas, eliminando rayaduras, marcas de fabricación o soldadura y dejando una terminación brillante, uniforme y atractiva.
Estas máquinas trabajan tanto el interior como el exterior de las ollas, sartenes y cacerolas, utilizando sistemas rotativos con ruedas abrasivas, discos de fieltro o paños impregnados con pasta de pulido que giran a alta velocidad. En muchos casos, los modelos más avanzados son totalmente automáticos y se programan para realizar varias operaciones seguidas, de modo que la pieza se coloca en la máquina y en pocos minutos sale con el acabado deseado. Para la industria, estas soluciones permiten producir grandes volúmenes con una calidad constante y sin depender del pulido manual, que además de más lento resulta irregular y genera fatiga en los operarios.
Por otro lado, en un taller pequeño o en un entorno donde no se justifica una inversión tan grande, se pueden usar máquinas más versátiles como amoladoras angulares o esmeriles de banco con accesorios de pulido, que aunque no están diseñadas específicamente para ollas y sartenes, permiten trabajar bordes, fondos o superficies exteriores con resultados bastante aceptables. Se pueden montar discos de fieltro o de algodón y aplicando pastas abrasivas de grano fino se logra devolver el brillo metálico a piezas que han perdido su acabado con el uso. En el caso de quienes buscan simplemente mejorar el aspecto de los utensilios en un entorno doméstico, existen herramientas eléctricas portátiles que funcionan como cepillos giratorios automáticos con cabezales intercambiables, pensadas para limpiar, abrillantar y eliminar manchas persistentes en acero inoxidable sin necesidad de gran experiencia.
La diferencia fundamental entre estas alternativas está en la escala de producción, en el nivel de acabado que se quiere lograr y en el presupuesto disponible. Una máquina industrial automática puede costar decenas de miles de dólares y está pensada para fábricas que producen miles de piezas al mes, mientras que una amoladora con discos de pulido cuesta una fracción y es más que suficiente para un taller artesanal o para trabajos ocasionales. A nivel doméstico, un limpiador eléctrico compacto con cepillos rotatorios es económico, ocupa poco espacio y resulta práctico para el mantenimiento frecuente. En todos los casos, lo importante es entender que las ollas y sartenes no requieren un proceso de afilado en el sentido clásico de cuchillos o herramientas de corte, sino que lo que realmente se necesita es pulido, abrillantado y en algunos casos desbaste superficial para eliminar irregularidades o marcas de uso.
Las máquinas para pulir ollas y sartenes forman parte de un grupo de equipos industriales diseñados para dar el acabado final al menaje metálico, sobre todo cuando se trata de piezas fabricadas en acero inoxidable o en aluminio. Estas máquinas no se limitan únicamente a embellecer la superficie, sino que cumplen una función técnica muy importante: eliminan las marcas dejadas por procesos de embutición, repujado o soldadura, corrigen pequeñas irregularidades superficiales y preparan el material para que tenga mayor resistencia a la corrosión, al mismo tiempo que adquiere un brillo atractivo que es muy valorado en el mercado.
El proceso de pulido se realiza mediante discos abrasivos o de fieltro, que giran a alta velocidad y que se combinan con pastas de pulido de diferentes granulometrías, comenzando con compuestos más agresivos para nivelar la superficie y terminando con productos finos que logran un acabado espejo. En las líneas de producción modernas, todo esto se hace de manera automatizada gracias a brazos robóticos que sujetan la pieza y la van presentando contra las herramientas de pulido con la presión y la velocidad adecuadas. Así se consigue uniformidad en cada lote, se reduce el desperdicio y se minimiza el desgaste físico de los operarios que en otro tiempo realizaban estas tareas de manera manual y repetitiva.
El diseño de estas máquinas tiene en cuenta la geometría de las piezas, ya que no es lo mismo pulir el fondo exterior de una sartén que el interior de una olla profunda. Por eso existen modelos específicos para el pulido interior, con cabezales que se introducen dentro del recipiente y que giran siguiendo la forma curva, mientras que otras máquinas se especializan en superficies externas y bordes, donde el trabajo requiere mayor precisión para no deformar la pieza. Los fabricantes de equipos de pulido suelen ofrecer estaciones múltiples que permiten trabajar varias superficies de manera simultánea, reduciendo el tiempo de ciclo y aumentando la productividad. En una línea de fabricación de utensilios de cocina de gran escala, se integran varias de estas máquinas de manera que la pieza pasa de una estación de embutición o soldadura a otra de desbaste, luego al pulido grueso y finalmente a la fase de abrillantado final, donde se obtiene el acabado espejo característico.
En contraste con este nivel industrial, existen también soluciones más sencillas y accesibles que permiten obtener resultados aceptables en entornos más pequeños. Un taller artesanal puede recurrir a esmeriles de banco o amoladoras con accesorios de pulido, que aunque no son tan rápidos ni tan uniformes, cumplen bien la función de devolver el brillo a sartenes o cacerolas en lotes reducidos. Estos equipos permiten además flexibilidad, ya que se pueden cambiar los discos y utilizar diferentes pastas abrasivas según la superficie y el nivel de acabado deseado. Para un usuario doméstico, el concepto cambia todavía más, porque el objetivo no es fabricar ni restaurar en gran escala, sino mantener los utensilios en buen estado. En este caso, hay herramientas eléctricas compactas con cabezales giratorios y cepillos intercambiables que facilitan la limpieza profunda y el abrillantado ocasional, resultando prácticas, económicas y fáciles de usar en cualquier cocina.
Lo esencial al hablar de una máquina para afilar y pulir ollas y sartenes es comprender que el término “afilado” no se aplica realmente a este tipo de utensilios, ya que no tienen filos de corte que requieran mantener un ángulo preciso como ocurre con los cuchillos. Lo que en verdad se necesita es el pulido, entendido como la acción de suavizar, corregir y abrillantar la superficie metálica. Una olla o una sartén que ha pasado por un proceso de pulido profesional no solo luce más brillante, sino que presenta menos porosidades y microarañazos, lo cual dificulta la acumulación de residuos de comida y facilita la limpieza diaria. Además, el acero inoxidable pulido refleja mejor el calor y mantiene una superficie más higiénica y duradera. Por esta razón, las máquinas de pulido no son simplemente equipos cosméticos, sino herramientas fundamentales en la fabricación y el mantenimiento de utensilios de cocina de calidad.
Las máquinas de pulido para ollas y sartenes se diseñan tomando en cuenta no solo la resistencia del material, sino también la geometría compleja de cada pieza. Una olla puede ser profunda, con paredes curvadas que dificultan el acceso uniforme, mientras que una sartén suele tener un fondo más ancho y plano con bordes menos pronunciados. Por eso los fabricantes desarrollan cabezales de pulido que se adaptan a estas diferencias, utilizando discos flexibles que siguen la forma del recipiente o rodillos cónicos que pueden entrar en ángulos cerrados. El material de estos cabezales también es clave: los primeros pasos del proceso suelen realizarse con discos abrasivos compuestos de fibras sintéticas o de algodón impregnado con partículas de óxido de aluminio o carburo de silicio, que permiten eliminar rayas profundas y marcas de fabricación. Una vez que la superficie está nivelada, se cambia a discos de fieltro o paños de algodón más blandos, que se combinan con pastas de pulido finas cargadas de óxido de cromo o compuestos cerámicos, los cuales producen el brillo espejo característico del acero inoxidable de alta calidad.
El funcionamiento de la máquina implica aplicar estas herramientas rotativas con una presión constante y controlada sobre la superficie metálica, algo que en el pulido manual resulta casi imposible de mantener con precisión. En los modelos más avanzados, sistemas hidráulicos o servomotores regulan automáticamente la presión, compensando las irregularidades de cada pieza y asegurando un acabado homogéneo incluso en lotes grandes. Esto es fundamental en la industria de utensilios de cocina porque una de las exigencias del mercado es la uniformidad estética, ya que el consumidor espera que cada olla o sartén de un mismo modelo luzca idéntica, con el mismo nivel de brillo y sin defectos visibles.
Otro aspecto interesante es que estas máquinas no solo se utilizan en el acabado final, sino también en procesos intermedios. Cuando una olla se fabrica mediante embutición profunda, suelen quedar líneas de presión o marcas de la matriz. En una sartén, después de unir el mango mediante soldadura o remachado, puede quedar una superficie rugosa en el área de unión. Las máquinas de pulido corrigen estas imperfecciones y preparan el utensilio para su presentación final. En muchos casos, antes del pulido fino se realiza un predesbaste con discos de lija rotativa para eliminar rebabas o bordes filosos, lo cual mejora la seguridad del producto y evita que el usuario sufra cortes accidentales durante el uso.
En cuanto al diseño de las instalaciones industriales, es común que estas máquinas trabajen en celdas automatizadas donde un operario solo se encarga de cargar y descargar las piezas. Un robot de seis ejes toma la olla o la sartén y la presenta a diferentes estaciones de pulido, cada una con discos de distinto tipo y dureza. La secuencia está programada para replicar siempre el mismo movimiento, asegurando que el acabado se repita con exactitud. En fábricas de gran escala, este tipo de automatización reduce tiempos de producción, aumenta la productividad y garantiza estándares de calidad que serían imposibles de alcanzar con trabajo exclusivamente manual.
En entornos más pequeños, como talleres de reparación de utensilios o producciones artesanales, no siempre es viable invertir en una máquina totalmente automatizada, de modo que se opta por sistemas semiautomáticos donde el operario manipula la pieza contra el disco de pulido. Aunque el resultado depende más de la habilidad de la persona, sigue siendo mucho más eficiente que pulir con herramientas manuales. Además, al tener control directo, el artesano puede dar acabados personalizados o trabajar detalles específicos que una máquina industrial estandarizada no contemplaría.
Finalmente, para un uso doméstico, la idea de una máquina para afilar y pulir ollas y sartenes se traduce en dispositivos portátiles más sencillos, como limpiadores eléctricos con cepillos intercambiables o pulidoras manuales compactas que permiten restaurar el brillo en el hogar sin necesidad de equipos industriales. Sin embargo, conviene recalcar que el término “afilado” no es correcto en este contexto, ya que las ollas y sartenes no tienen filos de corte. Lo que realmente se busca es un pulido eficiente que elimine manchas, rayaduras y desgaste, devolviendo a las piezas un aspecto como nuevo y prolongando su vida útil.
Amoladora y pulidora automática para menaje
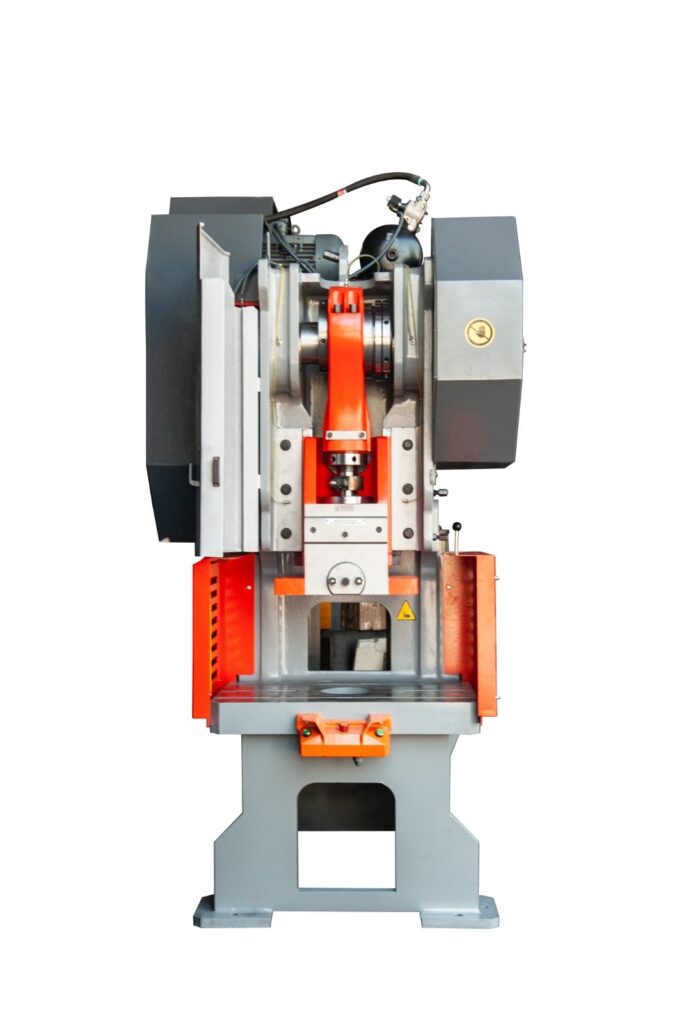
Aquí tienes imágenes que muestran distintos tipos de máquinas automáticas de pulido y esmerilado para menaje de cocina —como ollas, sartenes y utensilios metálicos— en entornos industriales. A continuación te cuento cómo funcionan y qué opciones existen
Las amoladoras y pulidoras automáticas para menaje representan un salto tecnológico muy importante dentro de la industria del acero inoxidable y el aluminio aplicado a la fabricación de ollas, sartenes, tapas, cacerolas y bandejas. Estos equipos no solo realizan el acabado superficial de manera mucho más uniforme que cualquier operario humano, sino que también logran integrar varias etapas del proceso en un solo ciclo de trabajo, lo que reduce tiempos, costos y esfuerzos. Una amoladora automática para menaje suele estar equipada con estaciones múltiples de trabajo donde la pieza se sujeta por medio de un sistema neumático o hidráulico, mientras cabezales rotatorios con discos abrasivos o de pulido trabajan de forma secuencial sobre el fondo, los laterales, los bordes y en algunos casos también el interior. El sistema de control suele estar basado en PLC o CNC, lo que permite programar parámetros específicos como la presión de contacto, la velocidad de giro, el tiempo de exposición en cada punto y hasta la aplicación automática de cera o pasta de pulido. Gracias a ello, es posible obtener desde acabados satinados hasta pulidos espejo de altísima calidad, algo que en mercados internacionales se exige como estándar.
La lógica detrás de estas máquinas está en la necesidad de reemplazar procesos manuales que, además de lentos, generan resultados irregulares. Cuando se trabaja de manera manual con una pulidora convencional, el operario debe sostener la pieza, presentarla al disco y aplicar una presión uniforme, lo cual se vuelve difícil cuando hablamos de cientos o miles de piezas al día. Con la automatización, ese movimiento se programa y se repite exactamente igual tantas veces como sea necesario, garantizando que todas las piezas de una misma serie salgan con la misma apariencia. Además, la máquina puede incorporar sistemas de compensación automática que ajustan la presión a medida que el abrasivo se desgasta, evitando diferencias de calidad entre la primera y la última pieza del lote. Este nivel de consistencia es particularmente importante en la industria del menaje porque el cliente final percibe inmediatamente cualquier irregularidad en el brillo o en el acabado.
Existen diferentes tipos de máquinas según la geometría del producto. Las de estación fija con cabezales múltiples son muy usadas para sartenes y ollas de dimensiones estándar, ya que permiten trabajar varias zonas de la pieza en una sola sujeción. Las de brazo robótico con control de seis ejes ofrecen mayor flexibilidad porque pueden adaptarse a formas complejas o a productos con variaciones de diseño. En las líneas de producción más modernas, los robots se encargan incluso de tomar la pieza desde la máquina de embutición, presentarla a las estaciones de pulido en la secuencia correcta y luego depositarla lista para el embalaje. Todo este flujo se hace con tiempos medidos al segundo, logrando productividades que superan con facilidad las 200 piezas por hora, algo que sería impensable en un taller manual.
El corazón de estas máquinas son los discos y abrasivos utilizados. En la primera fase se suele emplear sisal, esmeril o discos de fibra con abrasivos de grano medio para eliminar imperfecciones profundas. Luego se pasa a discos de algodón duro o fieltro con pastas de pulido de grano fino que corrigen las micro rayas y dan uniformidad. Finalmente se aplica un pulido espejo con paños blandos y pastas de óxido de cromo o compuestos cerámicos de alta pureza, que logran ese reflejo brillante característico del acero inoxidable de calidad. Muchas máquinas están equipadas con sistemas de dosificación automática de pastas o ceras, lo que asegura que siempre se utilice la cantidad justa sin desperdicio y sin ensuciar la pieza con exceso de producto.
La amoladora automática para menaje se diferencia de una pulidora pura en que está pensada para realizar también operaciones de desbaste ligero o rectificado. Esto resulta útil en situaciones donde hay rebabas, soldaduras o marcas de mecanizado que deben eliminarse antes del pulido. De esa manera, la máquina integra tanto la fase de corrección superficial como la de abrillantado, reduciendo la necesidad de pasos intermedios. Para un fabricante de utensilios de cocina, esto se traduce en menos equipos en la planta, menos manipulación de piezas y mayor rapidez en el ciclo completo de producción.
En escalas menores, como talleres artesanales o empresas medianas, también existen versiones semiautomáticas donde el operario coloca la pieza y la máquina realiza los movimientos de pulido de manera guiada. Estas versiones, aunque no tienen la productividad de las totalmente automáticas, resultan más económicas y permiten mantener un buen nivel de acabado sin una inversión millonaria. Incluso en el ámbito doméstico se han popularizado pulidoras portátiles con cabezales intercambiables que, aunque muy alejadas de la industria, funcionan bajo el mismo principio de discos rotativos y pastas abrasivas, adaptadas al mantenimiento ocasional de menaje en el hogar.
En definitiva, la amoladora y pulidora automática para menaje es la respuesta a la necesidad de combinar productividad, uniformidad y calidad estética en la fabricación de utensilios de cocina metálicos. Se trata de máquinas que integran mecánica robusta, sistemas de control inteligentes y tecnología de abrasivos avanzados para transformar piezas en bruto en productos terminados con un acabado que responde a los estándares internacionales más exigentes.
En una línea completa de producción de menaje metálico, la amoladora y pulidora automática ocupa un lugar central porque es la encargada de transformar una pieza en bruto, que ha salido de una prensa de embutición o de un torno de repuxado, en un utensilio con un acabado impecable listo para la venta. El proceso comienza mucho antes del pulido, cuando una lámina de acero inoxidable o de aluminio se corta y se embute en matrices que le dan la forma básica de olla, sartén o cacerola. En ese punto, la pieza suele presentar marcas de presión, rugosidades, pequeñas rebabas o incluso líneas de soldadura en caso de que se haya unido un fondo multicapa. Si se dejara así, el producto carecería del atractivo visual y de la calidad superficial que espera un consumidor moderno. Es aquí donde entran las máquinas automáticas de amolado y pulido, que corrigen todas esas imperfecciones en una secuencia perfectamente orquestada.
Una línea bien organizada cuenta con estaciones sucesivas. En la primera, los discos abrasivos de grano medio actúan como amoladores, eliminando rebabas, corrigiendo soldaduras y nivelando la superficie. El control automático de presión asegura que el material se desgaste de forma pareja, sin dejar zonas más hundidas o dañadas. La pieza pasa después a una segunda estación de pulido grueso, donde se utilizan discos más blandos, generalmente de sisal o algodón duro, con pastas abrasivas que eliminan las rayas profundas y comienzan a dar homogeneidad. A continuación, el pulido fino con fieltro y pastas de óxido de cromo o alúmina da lugar a una superficie lisa y brillante, que en muchos casos se lleva todavía más lejos con una fase de abrillantado espejo. Todo esto puede suceder en una misma máquina equipada con múltiples cabezales o en estaciones separadas conectadas por un sistema de transporte automatizado.
En los sistemas más modernos, robots de seis ejes manipulan las ollas y sartenes entre las estaciones. Un robot toma la pieza de la prensa de embutición, la presenta al cabezal de desbaste, la gira con precisión para exponer cada superficie y después la traslada a la estación de abrillantado. Cada movimiento está programado en el PLC o en el CNC de la célula de trabajo, lo que permite reproducir el ciclo con una exactitud milimétrica en cada pieza. Esto significa que la pieza número uno y la pieza número diez mil tendrán exactamente el mismo acabado, sin depender de la habilidad o el cansancio de un operario humano. Además, se pueden almacenar decenas de programas distintos en la memoria de la máquina, de modo que basta un cambio de molde y un ajuste en los parámetros para pasar de producir sartenes de 24 cm a ollas de 30 cm sin largas interrupciones.
La integración de estas máquinas en la línea de producción no se limita a lo mecánico. También forman parte de un ecosistema donde se controla la eficiencia energética, el consumo de pastas abrasivas y la seguridad del proceso. Muchas máquinas cuentan con sistemas automáticos de aplicación de cera o de pasta, que dosifican la cantidad exacta sobre el disco para evitar desperdicio y mantener una consistencia de trabajo. También se incorporan sistemas de aspiración y filtrado que eliminan el polvo metálico y las partículas generadas durante el proceso, lo que no solo protege la salud de los operarios, sino que además prolonga la vida útil de los componentes de la máquina. Algunas incluso integran sensores que miden la temperatura y la vibración de los discos para detectar anomalías y detener la operación antes de que se produzcan daños mayores.
Lo interesante es que, aunque todo este nivel de automatización está pensado para grandes fábricas que producen miles de unidades al día, existen versiones reducidas y semiautomáticas que siguen los mismos principios. Un taller artesanal puede contar con una pulidora de doble estación en la que el operario coloca la pieza y la máquina realiza los movimientos repetitivos de forma precisa. De esta manera, se logra un equilibrio entre inversión y productividad. En el extremo opuesto, en el ámbito doméstico se han desarrollado aparatos más sencillos que imitan el concepto de las pulidoras industriales, pero en un formato portátil con cabezales intercambiables y baterías recargables, pensados para restaurar ocasionalmente el brillo de un sartén o de una olla sin necesidad de un taller especializado.
En definitiva, la amoladora y pulidora automática para menaje no es solo una máquina más dentro de la cadena de fabricación, sino la responsable de dar al producto final la apariencia, la textura y la calidad que el cliente percibe al primer golpe de vista. El consumidor tal vez no piense en el complejo proceso industrial que hay detrás de esa superficie espejo de una sartén nueva, pero ese brillo uniforme, esa ausencia de marcas y esa suavidad al tacto son fruto de una tecnología precisa que combina abrasivos, control digital y automatización robótica en un sistema que no deja nada al azar.
En una línea industrial completa dedicada a la fabricación de menaje de cocina, la presencia de la amoladora y pulidora automática es lo que marca la diferencia entre un producto meramente funcional y un utensilio con calidad comercial y valor estético elevado. Todo empieza con una bobina de acero inoxidable o aluminio que se corta en discos metálicos para luego pasar por el proceso de embutición profunda o de repujado, donde la lámina adquiere la forma básica de olla, sartén o cazo. En esta fase inicial las superficies quedan con huellas evidentes de las herramientas, microdeformaciones, líneas de presión, tensiones visibles y bordes con rebabas. Una olla recién embutida no tiene todavía el aspecto liso, brillante y atractivo que asociamos con un producto terminado; se parece más a una pieza en bruto. La amoladora y la pulidora automática entran en acción en este punto, corrigiendo con rapidez y uniformidad todos esos defectos, eliminando las irregularidades superficiales y transformando la pieza hasta darle la textura espejo o mate satinado que se desea según el modelo.
El proceso no se limita a una sola operación, sino que avanza en etapas sucesivas en las que cada tipo de disco abrasivo, cada cabezal y cada pasta de pulido desempeñan una función precisa. Primero, la máquina realiza el desbaste con discos abrasivos de grano medio o grueso que eliminan las rebabas y alisan las zonas críticas como uniones soldadas o fondos multicapa adheridos. Después, una segunda fase introduce discos de sisal o de algodón rígido impregnados con compuestos abrasivos que reducen la profundidad de las rayas y empiezan a generar homogeneidad. Finalmente, el pulido fino con discos de fieltro, paños blandos y pastas de óxido de cromo aporta el acabado final: un brillo uniforme, sin marcas, con la suavidad al tacto que transmite calidad. Todo este ciclo, que en un trabajo manual podría requerir varias horas por pieza, se completa en minutos gracias a la automatización, manteniendo siempre la misma presión, velocidad y secuencia de movimientos programados en el sistema de control.
La sofisticación de estas máquinas es tal que no solo se limitan a girar discos contra el metal, sino que integran controles digitales, sensores y sistemas de compensación que garantizan la repetibilidad. Robots de varios ejes toman las ollas o sartenes desde una banda transportadora y las posicionan con precisión frente a los cabezales de pulido, realizando giros, inclinaciones y desplazamientos que un operador humano difícilmente podría repetir con tanta exactitud. El software de control almacena programas para diferentes geometrías y tamaños de menaje, lo que permite a una fábrica cambiar rápidamente de un lote de sartenes de 20 cm a otro de cacerolas de 32 cm sin largos tiempos de preparación. Esta flexibilidad es fundamental en un mercado donde la variedad de modelos es una exigencia constante de los consumidores y de las marcas.
Además del aspecto estético, la acción de la amoladora y pulidora automática cumple una función técnica. Un pulido bien ejecutado reduce la rugosidad superficial, lo que significa que la olla o sartén será más higiénica porque evitará la acumulación de restos de comida en microhendiduras. También facilita la limpieza, mejora la resistencia a la corrosión del acero inoxidable y prolonga la vida útil del utensilio. En el caso del aluminio, un buen pulido prepara la superficie para tratamientos posteriores como el anodizado, que no se adheriría correctamente si la superficie quedara rugosa o irregular. Incluso en productos con acabados satinados, donde no se busca un brillo espejo, la máquina juega un papel esencial, porque el satinado también requiere uniformidad y ausencia de marcas visibles.
Las fábricas que producen grandes volúmenes de menaje suelen integrar estas máquinas en células completas de trabajo que incluyen cargadores automáticos, sistemas de aplicación dosificada de pastas abrasivas, aspiración de polvo metálico y monitoreo de vibraciones o temperaturas para prevenir fallos. La inversión inicial es alta, pero se amortiza rápidamente gracias al enorme aumento de productividad, la reducción de desperdicio de abrasivos y la uniformidad del producto final, que eleva la competitividad frente a fabricantes que aún dependen en exceso del trabajo manual. Al otro extremo del espectro, talleres más pequeños pueden optar por versiones semiautomáticas donde el operario guía la pieza mientras la máquina proporciona la fuerza, la velocidad y la regularidad del movimiento. De esta forma se logra un resultado de gran calidad sin necesidad de una infraestructura robótica completa.
Lo cierto es que el consumidor rara vez piensa en esta parte del proceso cuando compra una sartén nueva, pero lo que más percibe y valora —ese brillo que refleja la luz de forma impecable, esa superficie sin rayas ni defectos, ese tacto suave y uniforme— es precisamente el fruto del trabajo de una amoladora y pulidora automática. Sin esta fase de acabado, el menaje de cocina no alcanzaría el estándar visual y técnico que se espera de una marca de prestigio. Es, en definitiva, una tecnología silenciosa y muchas veces invisible para el usuario final, pero absolutamente decisiva para transformar una simple pieza metálica en un utensilio que combina funcionalidad, estética y durabilidad.
Máquina automática para afilar y pulir utensilios
Una máquina automática para afilar y pulir utensilios es un equipo de gran importancia en la industria metalúrgica, especialmente en la fabricación de herramientas de corte, cuchillos, cubiertos y en ciertos casos también en piezas de menaje que requieren un acabado liso y brillante. El concepto combina dos funciones distintas pero complementarias: por un lado, el afilado, que se aplica a aquellos utensilios que cuentan con filos y que necesitan recuperar su capacidad de corte precisa mediante un control del ángulo y de la presión; por otro lado, el pulido, que no solo mejora la estética, sino que también protege el material, suaviza bordes, elimina rebabas y aporta una superficie limpia, higiénica y con menor resistencia al desgaste. En el ámbito industrial, la automatización de estos procesos permite conseguir una calidad constante en grandes volúmenes de producción, algo imposible de lograr con trabajos manuales prolongados.
Estas máquinas están equipadas con cabezales abrasivos intercambiables que se adaptan al tipo de utensilio que se está trabajando. Para el afilado, suelen utilizar muelas de diferentes granulometrías que corrigen el filo desde un desbaste inicial hasta el acabado fino, garantizando la simetría de ambos lados del filo y manteniendo la geometría adecuada. Para el pulido, utilizan discos de algodón, sisal o fieltro combinados con pastas de pulido que varían en abrasividad, de modo que una misma pieza pasa por varias fases sucesivas hasta alcanzar el acabado final, que puede ser espejo o satinado dependiendo de la necesidad. El control automático regula la velocidad de rotación, la presión aplicada y el tiempo de exposición de cada zona del utensilio, logrando uniformidad en cada ciclo.
La ventaja más notable de una máquina automática de este tipo es la repetibilidad. En la fabricación de cuchillos de cocina, por ejemplo, cada hoja debe presentar exactamente el mismo ángulo de afilado para asegurar un desempeño homogéneo, y el pulido debe eliminar cualquier microfisura o irregularidad que pueda convertirse en un punto de oxidación. Lo mismo ocurre con tijeras, herramientas quirúrgicas o cubiertos finos, donde la precisión es crucial. Estas máquinas suelen incorporar sistemas CNC o robots de varios ejes que posicionan los utensilios de forma automática frente a los abrasivos, ajustando los movimientos según programas previamente guardados. Esto hace posible cambiar rápidamente de un tipo de utensilio a otro, reduciendo tiempos muertos y aumentando la flexibilidad de producción.
El pulido en particular tiene un valor añadido que va más allá de la estética, ya que una superficie pulida es más higiénica y más fácil de limpiar, lo que es esencial tanto en utensilios de cocina como en instrumentos médicos. El afilado, por su parte, no solo recupera la capacidad de corte, sino que optimiza la durabilidad del filo, ya que un proceso mal ejecutado podría sobrecalentar el acero y alterar sus propiedades metalúrgicas. Por esta razón, las máquinas automáticas incluyen refrigeración líquida en la fase de afilado, sistemas de aspiración de partículas metálicas y controles de seguridad que reducen los riesgos de deformación térmica y mejoran la vida útil de las herramientas.
En plantas de producción modernas, estas máquinas suelen estar integradas en líneas completas donde se enlazan automáticamente con estaciones de estampado, tratamiento térmico, rectificado previo, afilado y pulido, finalizando en la inspección automática por visión artificial. Así se asegura que cada utensilio cumple con las especificaciones de calidad antes de ser empaquetado y distribuido. En talleres más pequeños, versiones semiautomáticas permiten a los operarios introducir los utensilios en soportes de sujeción mientras la máquina realiza el trabajo de afilar y pulir con precisión, reduciendo el esfuerzo humano pero manteniendo cierta flexibilidad manual.
Una máquina automática diseñada para afilar y pulir utensilios combina tecnología de precisión con sistemas de automatización avanzada, ofreciendo soluciones integrales para la fabricación de cuchillos, tijeras, cubiertos, herramientas de cocina y otros implementos metálicos que requieren filo y acabado superficial perfecto. La particularidad de este tipo de máquina es que integra dos procesos distintos: el afilado, orientado a restaurar y mantener el filo de corte con exactitud, y el pulido, destinado a uniformar la superficie, eliminar rebabas, micro-rayaduras y aportar brillo o acabado satinado según el requerimiento del producto. La integración de ambos procesos en un solo equipo permite reducir tiempos de manipulación, disminuir errores humanos y garantizar un nivel de calidad constante, algo imprescindible en líneas de producción de gran volumen.
El afilado en estas máquinas se realiza mediante muelas o discos abrasivos de alta precisión, que pueden ser de óxido de aluminio, carburo de silicio o diamante industrial, dependiendo del tipo de acero y de la dureza requerida. Cada utensilio se sujeta en un sistema de fijación ajustable que asegura que el filo mantenga el ángulo exacto durante todo el ciclo. Los movimientos de la pieza y de la muela se controlan mediante servomotores o sistemas CNC, de manera que se reproduce la geometría de corte con tolerancias mínimas, evitando sobrecalentamientos o deformaciones del metal. Muchas máquinas incorporan sistemas de refrigeración por líquido o aceite durante la fase de afilado, lo que protege el acero, mantiene la dureza del filo y evita el riesgo de templado accidental que pueda debilitar la herramienta.
Una vez terminado el afilado, el utensilio pasa a la fase de pulido, que puede realizarse con múltiples estaciones dentro de la misma máquina. Los cabezales rotativos aplican discos de fieltro, algodón o sisal, combinados con pastas abrasivas de distintas granulometrías. El objetivo es eliminar micro-rayaduras, suavizar bordes y dar un acabado uniforme y estéticamente atractivo. La presión, la velocidad de giro y el tiempo de contacto son controlados de manera automatizada por el PLC o el CNC de la máquina, garantizando que todas las piezas de un lote tengan la misma apariencia y la misma calidad superficial. En modelos avanzados, se pueden almacenar perfiles de trabajo para diferentes utensilios, permitiendo alternar rápidamente entre cuchillos de cocina, tijeras, cubiertos u otros implementos, sin necesidad de reajustar manualmente cada parámetro.
Además del acabado estético, el pulido cumple funciones prácticas: reduce la adherencia de suciedad y grasa, facilita la limpieza, aumenta la resistencia a la corrosión y prolonga la vida útil del utensilio. En el caso de cubiertos o cuchillos, también evita que las superficies pulidas presenten microhendiduras que podrían atrapar partículas y generar desgaste prematuro. Por ello, estas máquinas suelen incorporar sistemas de aspiración de partículas y polvo metálico, así como sistemas de lubricación automática para mantener tanto la superficie del utensilio como los discos de pulido en condiciones óptimas.
En plantas industriales de gran escala, estas máquinas forman parte de líneas integradas donde cada estación está sincronizada: desde el corte y estampado del metal, el tratamiento térmico, la rectificación previa, hasta el afilado y pulido final. Robots y transportadores automáticos mueven las piezas entre estaciones, eliminando la manipulación manual y acelerando la producción. En talleres medianos, existen versiones semiautomáticas donde el operario carga y descarga los utensilios mientras la máquina realiza los movimientos programados, manteniendo buena precisión y calidad sin la inversión de una línea completa. Incluso en formatos compactos, las máquinas portátiles o de banco para afilar y pulir permiten mantener cuchillos, tijeras y utensilios en óptimas condiciones, aunque con menor productividad que en la industria.
La ventaja principal de estas máquinas automáticas es que combinan repetitividad, precisión y seguridad en un solo ciclo de trabajo. La coordinación exacta entre afilado y pulido asegura que el filo conserve su geometría mientras el resto del utensilio recibe un acabado uniforme y resistente. Esto convierte al equipo en una herramienta indispensable para fabricantes de utensilios de cocina, cubiertos o herramientas de corte que buscan productividad, consistencia y calidad visual, sin depender exclusivamente del trabajo manual.
En una línea completa de producción de utensilios metálicos, la máquina automática para afilar y pulir constituye el corazón del proceso de acabado, y su funcionamiento se integra con cada etapa anterior y posterior para lograr productos terminados con estándares de calidad industrial. Todo comienza con la materia prima: bobinas o láminas de acero inoxidable, aluminio o aleaciones especiales que se cortan en discos, tiras o piezas individuales según el tipo de utensilio a fabricar. Estas piezas pasan luego por procesos de conformado como embutición profunda, repujado, estampado o fundición, dependiendo del diseño y la geometría deseada. En esta etapa inicial, la pieza adquiere su forma básica, pero las superficies presentan imperfecciones inevitables: líneas de presión, marcas de la matriz, rebabas en bordes, microdeformaciones e irregularidades en los filos. Si se dejara en ese estado, la pieza carecería de funcionalidad óptima y de apariencia profesional, por lo que la intervención de la máquina automática es crucial.
El afilado y pulido automáticos se realizan de manera secuencial y altamente controlada. Para los utensilios con filo, como cuchillos, tijeras, cortadores o utensilios de cocina especializados, se utiliza un sistema de muelas abrasivas que puede ser de carburo de silicio, óxido de aluminio o diamante industrial. Estas muelas giran a velocidades precisas y se aplican sobre el filo bajo presión controlada, que se regula automáticamente mediante servomotores o control CNC. La máquina mantiene el ángulo del filo con exactitud milimétrica durante todo el ciclo y ajusta la presión para compensar el desgaste de la muela, asegurando que cada pieza tenga un filo uniforme y duradero. Además, se emplean sistemas de refrigeración por líquido o aceite para evitar sobrecalentamiento y preservar las propiedades metalúrgicas del acero, evitando templados no deseados o debilitamiento del material.
Una vez finalizada la etapa de afilado, la pieza pasa a la fase de pulido, que suele estar integrada en la misma máquina o en estaciones consecutivas automatizadas. Los cabezales rotatorios aplican discos de algodón, sisal, fieltro u otros materiales combinados con pastas abrasivas de diferentes granulometrías. Primero se realiza un pulido grueso para eliminar microimperfecciones y nivelar superficies, luego un pulido fino que suaviza rayas residuales, y finalmente un pulido espejo que aporta brillo, uniformidad y protección contra la corrosión. La presión, velocidad de rotación y tiempo de exposición son controlados automáticamente, garantizando resultados consistentes en todas las piezas de un lote. Las máquinas modernas pueden almacenar múltiples perfiles de utensilios, permitiendo cambiar rápidamente de cuchillos a cubiertos, tijeras o utensilios de cocina sin necesidad de ajustes manuales extensos, optimizando así la flexibilidad y la productividad.
El diseño de estas máquinas automáticas también incluye sistemas de seguridad y eficiencia. Incorporan aspiración de polvo y partículas metálicas para proteger la salud de los operarios y mantener limpias las superficies de trabajo, sistemas de lubricación y dosificación automática de pastas abrasivas para evitar desperdicios, y sensores de vibración y temperatura para prevenir sobrecalentamientos y desgaste prematuro de los componentes. Algunas líneas avanzadas integran robots de varios ejes que manipulan los utensilios entre estaciones, girándolos, inclinándolos y transportándolos sin intervención humana, reduciendo errores y acelerando los tiempos de ciclo. Estas células automatizadas pueden manejar cientos de piezas por hora, logrando uniformidad y acabados de calidad industrial que difícilmente se consiguen con procesos manuales.
El pulido no solo cumple una función estética, sino también práctica. Una superficie pulida disminuye la adherencia de residuos, facilita la limpieza y mejora la resistencia a la corrosión, prolongando la vida útil del utensilio. En los filos, un afilado preciso asegura corte eficiente, simetría y durabilidad. En combinación, afilado y pulido automatizados producen utensilios que cumplen tanto con criterios funcionales como con exigencias visuales de los mercados modernos, donde el consumidor espera acabados impecables, uniformidad entre piezas y longevidad del producto.
En líneas industriales completas, estas máquinas se integran con otras etapas como rectificado previo, tratamiento térmico, control dimensional y acabado final antes del embalaje. La secuencia automatizada asegura que cada pieza llegue al usuario final en óptimas condiciones: con filo preciso, superficie lisa y brillante, y sin defectos visibles. Para talleres medianos o producción semiprofesional, existen versiones semiautomáticas donde el operario coloca y retira la pieza mientras la máquina controla presión, velocidad y movimientos del disco de afilado y pulido, logrando buena calidad sin requerir infraestructura robotizada completa. Incluso para el ámbito doméstico, se han desarrollado sistemas portátiles o de banco que aplican los mismos principios de abrasión controlada y pulido en menor escala, permitiendo mantener cuchillos y utensilios de cocina en óptimas condiciones.
En definitiva, una máquina automática para afilar y pulir utensilios representa la unión de precisión mecánica, control digital, automatización robótica y tecnología de abrasivos avanzados, transformando piezas metálicas básicas en productos funcionales, duraderos y estéticamente perfectos. Este tipo de maquinaria es indispensable en la fabricación moderna de utensilios de corte, cubiertos y menaje de cocina, donde la combinación de productividad, uniformidad y calidad visual determina la competitividad en el mercado global.
En una línea de producción industrial de utensilios metálicos, la máquina automática para afilar y pulir se integra como un componente esencial dentro de un proceso que comienza mucho antes de que la pieza llegue a la estación de acabado y termina solo cuando el producto está listo para el embalaje y la distribución. Todo empieza con la materia prima, que generalmente consiste en bobinas de acero inoxidable, aluminio o aleaciones específicas según la dureza y la resistencia deseadas para el utensilio final. Estas bobinas se cortan en discos, tiras o piezas individuales y pasan a procesos de conformado como embutición profunda, repujado o estampado, que les otorgan la geometría aproximada de ollas, sartenes, cubiertos o cuchillos. Durante estas etapas iniciales, la pieza adquiere la forma básica, pero su superficie presenta imperfecciones inevitables: marcas de matriz, líneas de presión, rebabas en bordes, microdeformaciones y, en el caso de utensilios cortantes, filos desalineados o irregulares. Por lo tanto, la intervención de la máquina automática para afilar y pulir es fundamental para transformar esta pieza en un producto funcional y visualmente atractivo.
El afilado se realiza con muelas de carburo de silicio, óxido de aluminio o diamante industrial, dependiendo del tipo de acero y la dureza necesaria. Cada utensilio se sujeta en un sistema de fijación que garantiza el ángulo exacto del filo durante todo el ciclo de trabajo, evitando deformaciones y sobrecalentamientos. La máquina controla la velocidad de rotación de la muela, la presión aplicada y el tiempo de contacto mediante servomotores o CNC, y en modelos avanzados puede ajustar automáticamente estos parámetros para compensar el desgaste del abrasivo. Además, se incorpora refrigeración por líquido o aceite, protegiendo así las propiedades metalúrgicas del filo y evitando templados accidentales que reducirían la durabilidad de la herramienta. Este nivel de control permite que cada pieza tenga un filo uniforme, con la geometría y el ángulo exactos requeridos, algo que sería extremadamente difícil de lograr de manera manual, especialmente en producciones de cientos o miles de piezas por día.
Tras la fase de afilado, la pieza pasa a la etapa de pulido, que puede incluir varias estaciones dentro de la misma máquina o a lo largo de la línea de producción. Los cabezales rotatorios aplican discos de algodón, sisal o fieltro combinados con pastas abrasivas de diferentes granulometrías. Primero se realiza un pulido grueso para nivelar la superficie y eliminar microimperfecciones; luego un pulido fino reduce rayas y genera uniformidad, y finalmente un pulido espejo proporciona brillo, suavidad al tacto y resistencia adicional a la corrosión. La presión, la velocidad y el tiempo de exposición se controlan automáticamente para garantizar consistencia en todas las piezas de un lote. Las máquinas modernas permiten almacenar programas específicos para distintos utensilios, lo que facilita cambiar de cuchillos a cubiertos, tijeras o utensilios de cocina sin largos ajustes manuales y minimizando tiempos muertos en la producción.
El pulido no solo cumple una función estética, sino también práctica. Una superficie pulida es más higiénica, más fácil de limpiar y más resistente al desgaste, prolongando la vida útil del utensilio. En cuchillos y tijeras, el filo mantiene su eficacia durante más tiempo, y los utensilios de cocina presentan un acabado uniforme que cumple con estándares internacionales de calidad. Para garantizar esto, las máquinas automáticas incluyen sistemas de aspiración de polvo y partículas metálicas, dosificación automática de pastas abrasivas, sensores de vibración y temperatura, y en modelos avanzados, robots que manipulan las piezas entre estaciones, girándolas e inclinándolas con precisión, eliminando la variabilidad y el error humano.
En líneas de producción completamente integradas, estas máquinas se coordinan con otras etapas del proceso, incluyendo rectificado previo, tratamiento térmico, inspección por visión artificial y embalaje final. Los robots transportan las piezas entre estaciones y sincronizan el trabajo de afilado y pulido con la velocidad de la línea, alcanzando producciones de cientos de piezas por hora con uniformidad total. En talleres medianos o semiprofesionales, se utilizan versiones semiautomáticas en las que el operario introduce y retira las piezas mientras la máquina realiza los movimientos de afilado y pulido con precisión, combinando productividad y flexibilidad. Incluso existen modelos portátiles o de banco que aplican los mismos principios en menor escala, útiles para mantener cuchillos y utensilios en óptimas condiciones, aunque con menor rendimiento que en un entorno industrial.
En conjunto, una máquina automática para afilar y pulir utensilios representa la integración de precisión mecánica, automatización digital, tecnología de abrasivos avanzados y control robótico. Permite transformar piezas metálicas en productos terminados que combinan funcionalidad, durabilidad y estética, asegurando que cada filo sea exacto, cada superficie uniforme y cada utensilio listo para su uso con estándares industriales de alta calidad. Esta combinación de afilado y pulido automatizados asegura que la fabricación moderna de utensilios de cocina, cubiertos y herramientas de corte sea eficiente, reproducible y capaz de satisfacer las exigencias del mercado global.
Si quieres, puedo continuar describiendo un ejemplo completo de línea de producción, explicando paso a paso cómo se integran embutición, repujado, tratamiento térmico, afilado, pulido y embalaje final, incluyendo tiempos de ciclo, tipos de discos, configuraciones automáticas y sistemas robóticos involucrados.
Pulidora y amoladora automática para utensilios

Una pulidora y amoladora automática para utensilios es un equipo industrial diseñado para combinar dos procesos fundamentales: el amolado o afilado de filos y el pulido de superficies, con el objetivo de producir utensilios metálicos de alta calidad, consistentes y listos para el mercado. Este tipo de máquina es especialmente utilizada en la fabricación de cuchillos, tijeras, cubiertos, utensilios de cocina, cuchillos de chef, espátulas y otros implementos que requieren tanto un filo preciso como un acabado uniforme en el metal. La particularidad de estas máquinas es que integran en un solo ciclo de trabajo ambas funciones, eliminando la necesidad de procesos separados, reduciendo tiempos de producción, aumentando la repetibilidad y asegurando un estándar uniforme en cada pieza que sale de la línea de producción.
El amolado o afilado se realiza mediante muelas o discos abrasivos de carburo de silicio, óxido de aluminio, diamante industrial u otros abrasivos de alta resistencia. Cada utensilio se coloca en un sistema de sujeción que mantiene el ángulo exacto del filo durante todo el proceso, controlado automáticamente mediante CNC o servomotores, lo que asegura que la geometría del corte sea precisa y uniforme. La máquina regula la presión, la velocidad de rotación de los discos y el tiempo de contacto, evitando deformaciones o sobrecalentamientos del metal, y en muchos casos incorpora sistemas de refrigeración por líquido o aceite para proteger las propiedades del acero o la aleación y prevenir templados accidentales que podrían debilitar el filo. Este control exacto permite producir utensilios de corte que cumplen estrictos estándares de funcionalidad y durabilidad, incluso cuando se fabrican cientos o miles de piezas por día.
Simultáneamente, la función de pulido elimina rebabas, micro-rayaduras y marcas de mecanizado, uniformiza la superficie del utensilio y le confiere un acabado estético profesional, que puede ser satinado, mate o espejo según la necesidad del producto. Los cabezales de pulido utilizan discos de algodón, fieltro o sisal combinados con pastas abrasivas de distintas granulometrías. El pulido puede realizarse en varias fases dentro de la misma máquina: primero un pulido grueso para nivelar irregularidades, luego uno fino para eliminar microimperfecciones y finalmente un pulido espejo que proporciona brillo, suavidad al tacto y resistencia a la corrosión. Todos los parámetros —presión, velocidad, tiempo de exposición— se controlan automáticamente mediante PLC o CNC, asegurando consistencia entre todas las piezas producidas.
Las máquinas más avanzadas incorporan robots de varios ejes para manipular los utensilios entre estaciones de amolado y pulido, girándolos, inclinándolos y transportándolos sin intervención manual. Esto permite una producción de alto volumen con mínima variabilidad, garantiza uniformidad en el filo y en la superficie, y reduce la fatiga y el riesgo de errores del operario. También se incluyen sistemas de aspiración de polvo y partículas metálicas, dosificación automática de pastas abrasivas y sensores que monitorean vibración y temperatura, evitando daños en el utensilio o en los abrasivos y prolongando la vida útil de la máquina.
En plantas industriales, estas máquinas se integran dentro de líneas completas que incluyen corte o estampado del metal, embutición o repujado, rectificado previo, afilado y pulido final, seguido de inspección por visión artificial y embalaje automático. Cada utensilio pasa por un flujo coordinado donde el tiempo de ciclo está calculado al segundo, garantizando alta productividad y calidad uniforme. Para talleres más pequeños, existen versiones semiautomáticas donde el operario introduce y retira la pieza mientras la máquina realiza movimientos precisos de afilado y pulido, ofreciendo flexibilidad y control sin requerir toda la infraestructura robótica de una planta industrial. Incluso hay versiones compactas o portátiles pensadas para mantenimiento de cuchillos, tijeras o utensilios en menor escala, aunque con menor productividad.
En resumen, una pulidora y amoladora automática para utensilios combina precisión mecánica, control digital, automatización robótica y tecnología de abrasivos avanzados para transformar piezas metálicas básicas en productos terminados con filo exacto, superficie uniforme, brillo y durabilidad. Esta combinación de amolado y pulido en un solo ciclo asegura que los utensilios sean funcionales, estéticamente atractivos y competitivos en mercados donde la calidad, la uniformidad y la repetibilidad son factores críticos.
En una línea industrial completa para la fabricación de utensilios metálicos, la pulidora y amoladora automática constituye un elemento central que garantiza que cada pieza cumpla con los estándares de calidad funcional y estética. La producción comienza con la materia prima, normalmente bobinas de acero inoxidable, aluminio o aleaciones específicas según el tipo de utensilio que se va a fabricar. Estas bobinas se cortan en discos, tiras o piezas individuales que luego se someten a procesos de conformado como embutición, repujado, estampado o fundición, dependiendo de la geometría deseada. Durante estas etapas iniciales, las piezas adquieren su forma básica pero presentan imperfecciones inevitables: rebabas, marcas de matriz, microdeformaciones y, en el caso de cuchillos o tijeras, filos irregulares. Por ello, la intervención de la máquina automática es esencial para transformar estas piezas en productos terminados con funcionalidad y acabado profesional.
El amolado o afilado se realiza mediante muelas o discos abrasivos de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, dependiendo del tipo de acero y la dureza requerida. Cada pieza se coloca en un sistema de sujeción que mantiene el ángulo del filo constante durante todo el ciclo, mientras los movimientos de la muela y la pieza son controlados automáticamente mediante servomotores o sistemas CNC. La máquina regula la presión, la velocidad de rotación y el tiempo de contacto, ajustando automáticamente estos parámetros para compensar el desgaste del abrasivo y prevenir sobrecalentamientos. En muchas máquinas industriales también se incorpora refrigeración por líquido o aceite, lo que protege las propiedades metalúrgicas del filo, evita deformaciones y garantiza un corte uniforme y duradero en cada utensilio.
Tras el afilado, la pieza pasa a la fase de pulido, que puede incluir múltiples etapas en la misma máquina o a lo largo de la línea de producción. Los cabezales rotatorios aplican discos de algodón, fieltro o sisal, combinados con pastas abrasivas de distintas granulometrías. En la primera fase, el pulido grueso nivela la superficie y elimina microimperfecciones; en la segunda fase, el pulido fino reduce rayaduras residuales y asegura uniformidad; finalmente, el pulido espejo proporciona brillo, suavidad al tacto y resistencia adicional a la corrosión. Todos los parámetros de esta operación —velocidad, presión, tiempo de exposición— se controlan automáticamente, garantizando que cada pieza de un lote tenga la misma apariencia y calidad superficial. Los programas de pulido y afilado pueden almacenarse en la memoria de la máquina, lo que permite alternar rápidamente entre cuchillos, cubiertos, tijeras o utensilios de cocina sin necesidad de reajustes manuales prolongados.
Las versiones más avanzadas incorporan robots de varios ejes que manipulan las piezas entre estaciones, girándolas, inclinándolas y transportándolas sin intervención manual, lo que asegura repetibilidad, uniformidad y alta productividad. Además, estas máquinas cuentan con sistemas de aspiración de polvo y partículas metálicas, dosificación automática de pastas abrasivas y sensores de temperatura y vibración para prevenir sobrecalentamiento y desgaste prematuro de los componentes. La integración de todos estos sistemas permite que la producción alcance cientos de piezas por hora, manteniendo un acabado impecable en filo y superficie, algo imposible de lograr con procesos manuales prolongados.
En plantas industriales completas, estas máquinas se conectan con estaciones de corte, estampado, embutición, rectificado previo, tratamiento térmico, inspección por visión artificial y embalaje final. Cada pieza fluye de manera sincronizada, garantizando eficiencia, consistencia y alta calidad. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas donde el operario introduce y retira las piezas mientras la máquina realiza los movimientos de afilado y pulido de manera precisa, combinando flexibilidad y calidad sin requerir toda la infraestructura robótica de una planta industrial. Incluso se han desarrollado versiones portátiles o de banco que aplican los mismos principios en menor escala, útiles para mantenimiento y restauración de utensilios en hogares o talleres pequeños, aunque con menor productividad que en la industria.
El valor de una pulidora y amoladora automática no solo se mide por la productividad, sino también por la calidad final de los utensilios. Un filo uniforme asegura un corte eficiente y duradero, mientras que un pulido uniforme aporta brillo, suavidad, resistencia a la corrosión y facilidad de limpieza. Estos factores son esenciales para que los utensilios cumplan con estándares internacionales y satisfagan las expectativas de los consumidores modernos, que valoran tanto la funcionalidad como la apariencia estética del producto. Al combinar afilado y pulido en un mismo ciclo de trabajo, estas máquinas eliminan errores humanos, reducen desperdicios, aceleran tiempos de producción y garantizan que cada pieza cumpla con los mismos criterios de calidad, convirtiéndose en un elemento indispensable en la fabricación moderna de utensilios de cocina, cubiertos y herramientas de corte.
En una línea industrial de producción de utensilios metálicos, la pulidora y amoladora automática representa el núcleo central del proceso de acabado, integrando afilado y pulido en un flujo continuo que garantiza uniformidad, calidad y productividad. Todo comienza con la materia prima, normalmente bobinas de acero inoxidable, aluminio o aleaciones especiales, que se cortan en discos, tiras o piezas individuales según el diseño del utensilio a fabricar. Estas piezas pasan por procesos de conformado como embutición profunda, repujado, estampado o fundición, donde adquieren su forma aproximada, pero sus superficies presentan imperfecciones: marcas de matriz, líneas de presión, rebabas, microdeformaciones e irregularidades en los filos en el caso de cuchillos o tijeras. Estas imperfecciones hacen que la intervención de la máquina automática sea indispensable para transformar la pieza en un producto funcional y estéticamente atractivo.
El afilado se realiza mediante muelas o discos abrasivos de alta dureza, como carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según el tipo de acero y la dureza requerida. Cada utensilio se fija en un sistema de sujeción que mantiene el ángulo del filo constante durante todo el ciclo de trabajo, mientras los movimientos de la muela y la pieza se controlan automáticamente mediante servomotores o CNC, garantizando precisión milimétrica y evitando deformaciones. La máquina regula velocidad, presión y tiempo de contacto, ajustando los parámetros de forma automática para compensar el desgaste del abrasivo y evitar sobrecalentamientos. En muchos modelos industriales se incorpora refrigeración por líquido o aceite para proteger la estructura metálica, mantener la dureza del filo y prevenir templados accidentales que afectarían la durabilidad de la herramienta. Gracias a este control, se logra que cada pieza tenga un filo uniforme, con geometría exacta y capacidad de corte prolongada, incluso cuando se fabrican grandes volúmenes.
Tras el afilado, la pieza pasa a la fase de pulido, que puede incluir varias etapas dentro de la misma máquina o a lo largo de la línea de producción. Los cabezales rotativos aplican discos de algodón, sisal o fieltro combinados con pastas abrasivas de distintas granulometrías. En la primera fase se realiza un pulido grueso que nivela la superficie y elimina microimperfecciones; luego un pulido fino que suaviza rayaduras residuales y asegura uniformidad; y finalmente un pulido espejo que proporciona brillo, suavidad al tacto y resistencia a la corrosión. Todos los parámetros de esta operación —velocidad, presión y tiempo de exposición— se controlan automáticamente mediante PLC o CNC, asegurando resultados consistentes en todas las piezas del lote. Los programas de pulido y afilado pueden almacenarse para distintos utensilios, lo que permite alternar rápidamente entre cuchillos, cubiertos, tijeras o utensilios de cocina sin ajustes manuales prolongados.
Las máquinas más avanzadas incorporan robots de varios ejes que manipulan los utensilios entre estaciones, girándolos, inclinándolos y transportándolos sin intervención manual. Esto asegura repetibilidad, uniformidad y alta productividad, reduciendo el error humano y aumentando la velocidad de producción. Asimismo, estas máquinas incluyen sistemas de aspiración de polvo y partículas metálicas, dosificación automática de pastas abrasivas y sensores de temperatura y vibración para prevenir sobrecalentamiento o desgaste prematuro de los componentes. La integración de todos estos sistemas permite alcanzar cientos de piezas por hora con acabados impecables en filo y superficie, algo imposible de lograr con procesos manuales prolongados.
En plantas industriales completas, estas máquinas se conectan con estaciones de corte, estampado, embutición, repujado, rectificado previo, tratamiento térmico, inspección por visión artificial y embalaje final. Cada pieza fluye de manera sincronizada, garantizando eficiencia, consistencia y alta calidad. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas donde el operario introduce y retira las piezas mientras la máquina realiza los movimientos de afilado y pulido de manera precisa, combinando flexibilidad y calidad sin requerir toda la infraestructura robótica de una planta industrial. Incluso se han desarrollado versiones portátiles o de banco que aplican los mismos principios en menor escala, útiles para mantenimiento y restauración de utensilios en hogares o talleres pequeños, aunque con menor productividad que en la industria.
El valor de una pulidora y amoladora automática no solo se mide por la productividad, sino también por la calidad final de los utensilios. Un filo uniforme asegura un corte eficiente y duradero, mientras que un pulido homogéneo aporta brillo, suavidad, resistencia a la corrosión y facilidad de limpieza. Estos factores son esenciales para que los utensilios cumplan con estándares internacionales y satisfagan las expectativas de los consumidores modernos, que valoran tanto la funcionalidad como la apariencia estética del producto. La combinación de afilado y pulido en un solo ciclo elimina errores humanos, reduce desperdicios, acelera tiempos de producción y garantiza que cada pieza cumpla con los mismos criterios de calidad, convirtiéndose en un elemento indispensable en la fabricación moderna de utensilios de cocina, cubiertos y herramientas de corte.
En una línea industrial completamente integrada para la fabricación de utensilios metálicos, la pulidora y amoladora automática se convierte en el eje central que garantiza que cada pieza cumpla con los más altos estándares de funcionalidad, estética y durabilidad. El proceso comienza con la materia prima, que suele consistir en bobinas de acero inoxidable, aluminio o aleaciones especiales seleccionadas según el tipo de utensilio que se va a producir. Estas bobinas se cortan en discos, tiras o piezas individuales mediante sistemas de corte de precisión que determinan el tamaño y la forma inicial de cada componente. Posteriormente, las piezas pasan por procesos de conformado como embutición profunda, repujado, estampado o fundición, en los cuales adquieren la geometría aproximada del producto final. En estas fases iniciales, la pieza presenta imperfecciones naturales del proceso: rebabas en los bordes, marcas de matriz, líneas de presión, microdeformaciones y, en el caso de utensilios con filo, irregularidades que afectan la capacidad de corte. Es en este punto donde la pulidora y amoladora automática interviene para transformar la pieza en un producto terminado que combina funcionalidad y acabado profesional.
El afilado se lleva a cabo mediante muelas o discos abrasivos de alta dureza, como carburo de silicio, óxido de aluminio o incluso diamante industrial, según la dureza y composición del metal. Cada utensilio se fija en un sistema de sujeción que mantiene el ángulo del filo constante, mientras los movimientos de la muela y de la pieza son controlados automáticamente mediante CNC o servomotores de alta precisión. La máquina ajusta la velocidad de rotación, la presión aplicada y el tiempo de contacto de manera continua, compensando el desgaste de los abrasivos y evitando sobrecalentamientos que podrían alterar las propiedades metalúrgicas del acero o aluminio. En modelos avanzados, se incorporan sistemas de refrigeración por líquido o aceite que protegen el filo y previenen templados accidentales, asegurando que cada pieza tenga un filo uniforme, con geometría exacta y durabilidad prolongada, incluso en lotes de producción muy altos.
Después del afilado, la pieza entra en la fase de pulido, que puede incluir múltiples etapas dentro de la misma máquina o a lo largo de la línea. Los cabezales rotativos aplican discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías, permitiendo realizar un pulido progresivo. Primero se lleva a cabo un pulido grueso que nivela irregularidades y elimina microimperfecciones, seguido de un pulido fino que suaviza rayaduras residuales y asegura uniformidad, y finalmente un pulido espejo que proporciona brillo intenso, suavidad al tacto y resistencia a la corrosión. Todos los parámetros, incluyendo velocidad, presión y tiempo de exposición, son controlados automáticamente por PLC o sistemas CNC, lo que asegura que cada pieza del lote reciba el mismo tratamiento y salga de la máquina con acabado homogéneo. Los programas de pulido y afilado pueden almacenarse en memoria, permitiendo alternar rápidamente entre distintos tipos de utensilios como cuchillos, cubiertos, tijeras o sartenes sin necesidad de ajustes manuales prolongados, lo que incrementa la flexibilidad de producción.
Las versiones más avanzadas de estas máquinas incluyen robots de varios ejes que manipulan los utensilios entre estaciones, girándolos, inclinándolos y transportándolos con precisión, eliminando la intervención manual y reduciendo la variabilidad del proceso. Asimismo, incorporan sistemas de aspiración de polvo y partículas metálicas, dosificación automática de pastas abrasivas y sensores de vibración y temperatura que protegen tanto la pieza como los abrasivos y los componentes de la máquina, aumentando su vida útil y garantizando seguridad operativa. La combinación de automatización, robótica y control digital permite alcanzar altos volúmenes de producción con resultados consistentes, logrando que cada utensilio salga con filo preciso y superficie pulida uniforme, cumpliendo estándares industriales que serían difíciles de alcanzar mediante procesos manuales.
En plantas completamente automatizadas, la pulidora y amoladora se integra con otras etapas del proceso productivo: corte y estampado de la materia prima, embutición y repujado, rectificado previo, tratamientos térmicos, inspección por visión artificial y embalaje final. Cada pieza fluye de manera sincronizada a través de la línea, con tiempos de ciclo calculados al segundo, asegurando eficiencia, repetibilidad y control de calidad total. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas donde el operario introduce y retira los utensilios mientras la máquina realiza movimientos precisos de afilado y pulido, logrando un equilibrio entre flexibilidad y control de calidad sin necesidad de toda la infraestructura robótica de una planta industrial. Incluso se han desarrollado modelos portátiles o de banco que aplican los mismos principios de abrasión controlada y pulido en menor escala, adecuados para mantenimiento, restauración o producción limitada, aunque con menor rendimiento que en entornos industriales.
El valor de una pulidora y amoladora automática no solo se mide en términos de productividad, sino también en la calidad final de los utensilios. Un filo uniforme asegura corte eficiente y duradero, mientras que un pulido homogéneo proporciona brillo, suavidad al tacto, resistencia a la corrosión y facilidad de limpieza. Estos factores son determinantes para que los utensilios cumplan con normas internacionales y satisfagan las expectativas del mercado moderno, donde la funcionalidad y la estética son igualmente importantes. La combinación de afilado y pulido en un solo ciclo de trabajo elimina errores humanos, reduce desperdicios, optimiza tiempos de producción y garantiza que cada pieza cumpla con los mismos criterios de calidad, consolidando a esta máquina como un componente indispensable en la fabricación moderna de utensilios de cocina, cubiertos y herramientas de corte.
Si deseas, puedo continuar elaborando un modelo completo de línea industrial de producción de utensilios, describiendo paso a paso cómo se integran todas las etapas desde la materia prima hasta el embalaje, incluyendo el flujo entre máquinas de corte, embutición, repujado, afilado, pulido, inspección automática y transporte robotizado, con tiempos de ciclo, tipos de discos y abrasivos, y control digital de calidad en cada fase, para ofrecerte una visión integral de todo el proceso productivo.
Equipo automático de afilado para cocina
Un equipo automático de afilado para cocina es una máquina diseñada específicamente para restaurar y mantener la precisión de los filos de cuchillos, tijeras, utensilios de corte y otros implementos de cocina de manera rápida, uniforme y segura, eliminando la variabilidad que se produce cuando el afilado se hace de manera manual. Este tipo de equipo es fundamental tanto en entornos industriales, donde se producen grandes volúmenes de utensilios, como en talleres de mantenimiento y servicios de cocina profesional, ya que garantiza que cada hoja recupere su capacidad de corte óptima sin afectar la geometría del filo ni el material de la pieza. La automatización asegura que el ángulo de afilado se mantenga constante, la presión aplicada sea uniforme y la pieza reciba un tratamiento exacto en cada ciclo, lo que prolonga la vida útil del utensilio y mejora su rendimiento en el uso diario.
El funcionamiento del equipo se basa en muelas o discos abrasivos de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial según el tipo de metal del utensilio. Cada pieza se coloca en un sistema de sujeción ajustable que la mantiene en la posición correcta frente al abrasivo. Los servomotores o sistemas CNC controlan la velocidad de rotación de las muelas, el movimiento de avance y retroceso, la presión aplicada y el tiempo de exposición de cada sección del filo, de manera que se reproduce con precisión el ángulo óptimo de corte en todas las piezas de un lote. En equipos industriales, se suelen incluir sistemas de refrigeración por líquido o aceite para evitar sobrecalentamientos que puedan afectar la dureza del acero o deformar la geometría del filo. Esto permite afilar cuchillos, tijeras, espátulas u otros utensilios de cocina en cuestión de segundos o minutos, con un nivel de precisión que sería difícil de lograr manualmente, sobre todo en producciones grandes.
Además del afilado, muchos equipos automáticos incluyen funciones adicionales de pulido o acabado fino, para eliminar rebabas y suavizar la superficie del filo, mejorando tanto la estética como la funcionalidad del utensilio. En el caso de cuchillos de cocina, por ejemplo, un filo afilado y pulido facilita cortes precisos, evita que los alimentos se enganchen y reduce el esfuerzo del usuario durante la preparación. La uniformidad del afilado automático también contribuye a la seguridad, ya que un filo irregular o mal afilado puede aumentar el riesgo de accidentes en la cocina.
Los equipos automáticos de afilado para cocina pueden variar en tamaño y complejidad, desde modelos compactos de banco para talleres pequeños o uso profesional en restaurantes, hasta máquinas industriales integradas en líneas de producción, capaces de manejar cientos de piezas por hora. En plantas industriales, estos equipos se coordinan con sistemas de transporte automático, robots de manipulación y control digital, permitiendo que cada utensilio pase por afilado y acabado de manera secuencial sin intervención manual, manteniendo la misma calidad y consistencia en todo el lote. En versiones más pequeñas, el operario coloca el utensilio en la máquina y el equipo realiza automáticamente los movimientos de afilado, asegurando precisión y seguridad sin requerir experiencia especializada.
El valor de un equipo automático de afilado para cocina reside no solo en la eficiencia y rapidez, sino en la repetibilidad y la protección de la pieza. Mantener el ángulo correcto del filo y evitar deformaciones aumenta la vida útil del utensilio, mientras que la eliminación de rebabas y el acabado uniforme mejoran la higiene, facilitan la limpieza y aseguran un rendimiento óptimo durante su uso. Este tipo de tecnología representa una solución integral para fabricantes, talleres y servicios de cocina profesional que buscan maximizar productividad, calidad y seguridad, garantizando que cada cuchillo, tijera o utensilio de corte esté listo para un desempeño eficiente y confiable en la cocina.
Un equipo automático de afilado para cocina industrial representa una solución integral para la preparación de utensilios metálicos con filo, tales como cuchillos, tijeras, cuchillos de chef, peladores y herramientas especializadas, combinando precisión, velocidad y repetibilidad en un solo sistema. El proceso inicia con la alimentación de las piezas mediante sistemas automáticos de transporte o bandejas de alimentación que colocan cada utensilio en su posición exacta frente a los abrasivos. Cada pieza se asegura mediante un sistema de sujeción ajustable que mantiene la geometría del filo estable durante todo el ciclo, mientras servomotores o sistemas CNC controlan movimientos precisos de avance, retroceso y presión, garantizando que el ángulo del filo se mantenga constante y que cada sección del utensilio reciba el mismo tratamiento sin riesgo de deformación. Este nivel de control es crítico, especialmente para cuchillos de alta gama o utensilios profesionales, donde variaciones mínimas en el ángulo de corte pueden afectar la eficiencia y la seguridad durante el uso.
El afilado se realiza mediante muelas o discos abrasivos de alta dureza, adaptados al tipo de acero o aleación de cada utensilio. La máquina puede incorporar varias granulometrías, iniciando con abrasivos gruesos que eliminan imperfecciones y desbaste inicial, y continuando con abrasivos finos que definen el filo y suavizan microdesniveles, logrando un acabado uniforme y un filo duradero. En muchos equipos industriales, se integra un sistema de refrigeración por líquido o aceite que evita sobrecalentamiento, protege la estructura metalúrgica del filo y previene deformaciones. Este control térmico también asegura que las propiedades mecánicas del acero no se vean afectadas, manteniendo dureza y resiliencia en el filo.
En la mayoría de los equipos avanzados, el afilado se complementa con funciones de pulido y acabado fino, mediante discos de fieltro, algodón o sisal combinados con pastas abrasivas de distintas granulometrías. Estas fases permiten eliminar rebabas, suavizar irregularidades, generar un acabado homogéneo y, en el caso de cuchillos o utensilios de cocina, proporcionar brillo y una superficie higiénica y resistente a la corrosión. Todo el proceso es controlado automáticamente, ajustando presión, velocidad y tiempo de exposición en cada fase, para garantizar uniformidad y reproducibilidad en todas las piezas del lote.
La automatización de este tipo de equipos permite un flujo continuo y coordinado dentro de la línea de producción. Robots o sistemas de manipulación de varios ejes pueden girar, inclinar y trasladar los utensilios entre estaciones de afilado y pulido sin intervención manual, asegurando consistencia en todos los lotes, aumentando la productividad y minimizando la variabilidad. Además, las máquinas incluyen sistemas de aspiración de partículas y polvo metálico, sensores de vibración y temperatura, y sistemas de lubricación automática que protegen tanto las piezas como los componentes del equipo, garantizando seguridad operativa, durabilidad de la máquina y calidad constante en cada ciclo.
En plantas de producción, los equipos automáticos de afilado para cocina se integran con estaciones previas de corte, estampado, embutición y repujado, así como con controles de calidad por visión artificial y sistemas de transporte y embalaje automáticos. Esta integración permite que cada utensilio reciba un tratamiento uniforme desde su forma inicial hasta el acabado final, garantizando eficiencia y optimización del flujo productivo. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas que permiten al operario colocar la pieza en la máquina mientras el sistema realiza los movimientos precisos de afilado, logrando resultados profesionales sin necesidad de infraestructura robótica completa. Incluso existen modelos portátiles o de banco que aplican principios similares en menor escala, pensados para mantenimiento o restauración de cuchillos y utensilios de cocina en entornos domésticos o de pequeño taller.
El valor principal de un equipo automático de afilado para cocina radica en su capacidad para combinar precisión, seguridad y repetibilidad. Mantener el ángulo exacto del filo y eliminar rebabas o microimperfecciones garantiza un corte eficiente, prolonga la vida útil de los utensilios y facilita la limpieza e higiene, aspectos esenciales en utensilios de cocina profesional o industrial. La automatización reduce errores humanos, incrementa la velocidad de producción y asegura que cada pieza cumpla con los estándares de calidad, lo que hace que este tipo de equipo sea indispensable para fabricantes, talleres y servicios de cocina que buscan productividad, uniformidad y fiabilidad en el filo y la superficie de cada utensilio.
En una línea industrial completa de producción de utensilios de cocina, un equipo automático de afilado se convierte en un elemento central que asegura la calidad y uniformidad de cada pieza, integrando precisión mecánica, control digital y sistemas automatizados de manipulación para lograr un acabado profesional en volumen. El proceso comienza con la alimentación de las piezas, que puede realizarse mediante transportadores automáticos, tolvas o bandejas, dependiendo del tamaño y tipo de utensilio, colocándolas en la posición exacta frente a los abrasivos. Cada utensilio, ya sea un cuchillo, tijera, pelador o cuchara de corte especial, se fija mediante sistemas de sujeción que mantienen el ángulo del filo constante durante todo el ciclo de afilado, evitando deformaciones y garantizando que cada sección del filo reciba la misma presión y velocidad de contacto. Este control es crítico para utensilios de alta gama, donde variaciones mínimas en el ángulo pueden afectar la funcionalidad, la seguridad y la durabilidad de la pieza.
El afilado se lleva a cabo con muelas o discos abrasivos de alta dureza, incluyendo carburo de silicio, óxido de aluminio o diamante industrial según la composición y dureza del metal. En la mayoría de los equipos, el proceso es progresivo: primero se emplean abrasivos gruesos para eliminar rebabas y desbastar la pieza, definiendo la geometría inicial del filo, luego se aplican abrasivos más finos que perfeccionan el corte y eliminan microdesniveles, y finalmente se realiza un pulido fino que aporta homogeneidad, suavidad y brillo al filo. Este pulido complementario puede realizarse con discos de fieltro, algodón o sisal, combinados con pastas abrasivas de distintas granulometrías, permitiendo un acabado estético y funcional uniforme, y asegurando resistencia a la corrosión y facilidad de limpieza en utensilios de cocina.
La automatización de estos equipos permite un control total de los parámetros de trabajo: velocidad de rotación, presión aplicada, tiempo de exposición y recorrido de la muela o disco se ajustan automáticamente mediante PLC o sistemas CNC, con la posibilidad de almacenar programas específicos para distintos tipos de utensilios. Esto facilita alternar rápidamente entre cuchillos, tijeras, utensilios de acero inoxidable o aluminio sin necesidad de ajustes manuales prolongados, aumentando la productividad y reduciendo tiempos muertos. En versiones avanzadas, robots de varios ejes manipulan las piezas entre estaciones de afilado y pulido, girándolas, inclinándolas y transportándolas con precisión absoluta, eliminando la intervención manual y asegurando consistencia en cada lote de producción.
Los equipos automáticos también integran sistemas de refrigeración por líquido o aceite para evitar sobrecalentamientos que puedan afectar las propiedades metalúrgicas del filo, manteniendo la dureza y la geometría del corte. Adicionalmente, incluyen aspiración de partículas y polvo metálico, sensores de vibración y temperatura, y sistemas de lubricación automática, protegiendo tanto la pieza como los componentes del equipo y aumentando la seguridad y durabilidad del sistema. Esta combinación de automatización, robótica, control digital y protección térmica garantiza que cada pieza salga de la máquina con un filo preciso, uniforme y duradero, listo para su uso profesional o para su integración en líneas de embalaje y distribución.
En plantas industriales, estos equipos se integran en líneas completas donde se combina corte, estampado, embutición, repujado, rectificado previo, afilado y pulido, inspección por visión artificial y embalaje final. Cada pieza fluye de manera sincronizada, con tiempos de ciclo medidos al segundo, lo que asegura eficiencia, uniformidad y control de calidad total en todo el lote. Para talleres medianos o semiprofesionales existen versiones semiautomáticas donde el operario coloca la pieza en la máquina mientras esta realiza los movimientos precisos de afilado y pulido, logrando un equilibrio entre flexibilidad y calidad profesional. Incluso existen modelos compactos o de banco, diseñados para mantenimiento o restauración de utensilios, que aplican los mismos principios de abrasión controlada y pulido en menor escala, útiles para entornos domésticos o talleres pequeños.
El valor de un equipo automático de afilado para cocina radica en su capacidad de combinar precisión, repetibilidad, seguridad y eficiencia. Mantener el ángulo exacto del filo, eliminar rebabas y microimperfecciones, y asegurar un acabado uniforme y resistente mejora la funcionalidad, prolonga la vida útil de los utensilios, facilita su limpieza y garantiza que cada pieza cumpla con los estándares de calidad requeridos en cocinas profesionales o en la industria de utensilios. La automatización reduce errores humanos, acelera la producción y asegura que cada cuchillo, tijera o utensilio de corte esté listo para un rendimiento óptimo, convirtiendo a este tipo de equipo en una herramienta indispensable para fabricantes, talleres y servicios de cocina que buscan consistencia, calidad y eficiencia en la preparación de utensilios.
En una instalación industrial dedicada a la producción de utensilios de cocina, un equipo automático de afilado desempeña un papel fundamental al garantizar que cada pieza cumpla con los estándares más altos de precisión, durabilidad y acabado estético, integrando funciones de afilado y pulido en un flujo continuo y totalmente automatizado. La operación inicia con la alimentación de las piezas a través de sistemas de transporte automáticos, tolvas o bandejas especializadas que colocan cada utensilio en la posición exacta frente a los abrasivos, asegurando una sujeción firme y estable que mantiene el ángulo del filo constante durante todo el ciclo. Esta precisión en la fijación es crucial para utensilios de alto rendimiento, como cuchillos de chef, tijeras profesionales o herramientas de corte especializadas, donde la mínima desviación del ángulo puede afectar la eficiencia del corte, la seguridad del usuario y la durabilidad del utensilio.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la dureza y composición del material del utensilio. El proceso es progresivo: los abrasivos gruesos eliminan rebabas y desbastan el metal, definiendo la geometría inicial del filo; los abrasivos finos perfeccionan el corte y eliminan microdesniveles, asegurando uniformidad; finalmente, un pulido fino aporta brillo, suavidad y acabado estético a la superficie del filo. En muchas máquinas industriales, la operación de pulido se realiza con discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías, lo que no solo garantiza un acabado visualmente impecable sino también una superficie higiénica, resistente a la corrosión y funcionalmente eficiente.
El control automatizado del equipo regula parámetros críticos como la velocidad de rotación, la presión aplicada, el tiempo de contacto y el recorrido de la muela o disco, utilizando sistemas CNC o PLC, permitiendo almacenar programas específicos para distintos tipos de utensilios y alternar rápidamente entre cuchillos, tijeras, peladores u otros implementos sin necesidad de ajustes manuales prolongados. Las versiones más avanzadas incluyen sistemas robóticos de varios ejes que manipulan las piezas entre estaciones de afilado y pulido, girándolas, inclinándolas y transportándolas con exactitud, eliminando la intervención manual y garantizando la repetibilidad y uniformidad de cada lote. Estos sistemas automatizados permiten alcanzar altas velocidades de producción, con cientos de piezas procesadas por hora, manteniendo estándares uniformes de filo y acabado que serían prácticamente imposibles de lograr de forma manual.
La protección térmica es otro aspecto crítico en estos equipos: la incorporación de sistemas de refrigeración por líquido o aceite evita sobrecalentamientos que puedan alterar la estructura metalúrgica del filo, mantener la dureza del acero o aleación, y prevenir deformaciones. Simultáneamente, sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura y lubricación automática aseguran la integridad de la máquina y la seguridad del operario, al tiempo que prolongan la vida útil de los componentes y reducen el mantenimiento. Esta combinación de control automatizado, refrigeración, protección de partículas y manipulación robótica permite que cada pieza salga de la máquina con un filo exacto, uniforme y duradero, listo para su uso profesional o para integrarse en etapas posteriores de inspección y embalaje.
En líneas de producción completamente automatizadas, estos equipos se coordinan con estaciones de corte, estampado, embutición, repujado y rectificado previo, así como con sistemas de inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas que garantiza eficiencia y calidad en cada etapa. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y el equipo realiza de manera automática los movimientos precisos de afilado y pulido, logrando resultados profesionales sin necesidad de infraestructura robótica completa. Asimismo, se han desarrollado modelos portátiles o de banco que aplican los mismos principios de abrasión controlada y pulido en menor escala, ideales para mantenimiento, restauración o producción limitada de utensilios de cocina, aunque con menor rendimiento que los equipos industriales.
El valor de un equipo automático de afilado para cocina radica en su capacidad de combinar precisión, seguridad, repetibilidad y eficiencia. Mantener el ángulo exacto del filo y eliminar rebabas o microimperfecciones permite un corte eficiente, prolonga la vida útil del utensilio, mejora la higiene y asegura que cada pieza cumpla con estándares de calidad profesionales. La automatización reduce errores humanos, acelera la producción y garantiza uniformidad, lo que convierte a estos equipos en una herramienta indispensable para fabricantes, talleres y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada cuchillo, tijera o utensilio de corte.
Si deseas, puedo continuar elaborando un modelo completo y detallado de línea industrial de afilado y pulido de utensilios de cocina, describiendo paso a paso desde la materia prima hasta el embalaje, incluyendo alimentación automática, sujeción, afilado, pulido, inspección por visión artificial, transporte robótico, control digital de parámetros, tiempos de ciclo por pieza y sistemas de seguridad, para ofrecer una visión integral del proceso productivo completo y optimizado.
Máquina automática de afilado para utensilios

Una máquina automática de afilado para utensilios es un equipo industrial diseñado para restaurar y mantener el filo de cuchillos, tijeras, cuchillos de chef, utensilios de cocina y herramientas de corte con precisión, rapidez y uniformidad, combinando tecnología de abrasivos de alta calidad, automatización y control digital para garantizar resultados consistentes. Este tipo de máquina se utiliza tanto en plantas de fabricación de utensilios como en talleres de mantenimiento profesional, ya que permite mantener cada pieza en condiciones óptimas de corte sin depender de la habilidad manual del operario y asegurando que el ángulo del filo, la presión aplicada y el tiempo de contacto sean exactos y reproducibles en cada ciclo de trabajo.
El funcionamiento del equipo se basa en muelas o discos abrasivos de alta dureza, como carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según el tipo de acero o aleación de cada utensilio. Cada pieza se coloca en un sistema de sujeción ajustable que mantiene la geometría del filo durante todo el proceso, mientras servomotores o sistemas CNC controlan automáticamente la velocidad de rotación, la presión, el avance y retroceso, y el tiempo de exposición del filo al abrasivo. Este nivel de control garantiza que el filo se afile de manera uniforme, manteniendo su ángulo exacto y evitando deformaciones, sobrecalentamientos o pérdida de dureza del material. En muchas máquinas, se incorpora refrigeración por líquido o aceite para proteger las propiedades metalúrgicas del utensilio y asegurar un corte duradero y consistente.
Además del afilado, estas máquinas pueden incluir funciones de pulido fino, mediante discos de fieltro, algodón o sisal con pastas abrasivas de distintas granulometrías, eliminando rebabas y microimperfecciones, generando una superficie uniforme, brillante y resistente a la corrosión, lo que aumenta la higiene y facilita la limpieza de los utensilios. Los parámetros de pulido, al igual que los de afilado, se controlan automáticamente para garantizar consistencia en todas las piezas procesadas. Los programas de afilado y pulido se pueden almacenar para distintos tipos de utensilios, permitiendo alternar rápidamente entre cuchillos, tijeras, cubiertos u otros implementos sin necesidad de ajustes manuales prolongados, optimizando tiempos de producción y reduciendo errores humanos.
Las versiones más avanzadas de estas máquinas incorporan robots de manipulación de varios ejes que giran, inclinan y transportan los utensilios entre estaciones de afilado y pulido de manera automática, aumentando la productividad y la repetibilidad del proceso. También incluyen sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y mecanismos de lubricación automática que protegen tanto los componentes del equipo como las piezas procesadas. Esta combinación de automatización, control digital, protección térmica y sistemas de seguridad asegura que cada utensilio salga de la máquina con un filo preciso, uniforme y duradero, listo para su uso o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En talleres medianos o semiprofesionales, se utilizan versiones semiautomáticas donde el operario coloca los utensilios y la máquina realiza los movimientos exactos de afilado y pulido, logrando resultados profesionales sin requerir toda la infraestructura de automatización de una planta industrial. También existen modelos portátiles o de banco, ideales para mantenimiento, restauración o producción limitada de utensilios, que aplican los mismos principios de control de abrasión y pulido en menor escala, aunque con menor rendimiento que los equipos industriales.
El valor de una máquina automática de afilado para utensilios radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada pieza. Mantener el ángulo exacto del filo, eliminar rebabas y microimperfecciones, y obtener un acabado homogéneo prolonga la vida útil de los utensilios, facilita su limpieza, mejora su desempeño en la cocina y asegura que cada pieza cumpla con estándares de calidad profesionales. La automatización reduce errores humanos, acelera la producción y permite que cada cuchillo, tijera o utensilio de corte esté listo para un uso óptimo, consolidando a este tipo de equipo como una herramienta indispensable en la fabricación, mantenimiento y restauración de utensilios de cocina profesionales.
En la industria de utensilios de cocina, una máquina automática de afilado para utensilios se posiciona como un componente esencial que garantiza que cada pieza alcance estándares de corte, precisión y acabado superficial uniformes, combinando automatización, control digital y tecnología de abrasivos de alta resistencia. Todo el proceso inicia con la alimentación de las piezas, que puede realizarse mediante transportadores automáticos, tolvas o bandejas diseñadas específicamente para colocar cuchillos, tijeras, cuchillos de chef, peladores y otros utensilios en la posición exacta frente a los discos o muelas abrasivas. La sujeción de cada pieza es crítica: sistemas mecánicos ajustables y sensores detectan la geometría del filo y mantienen el ángulo preciso durante todo el ciclo, asegurando que la presión aplicada y la trayectoria del contacto con el abrasivo sean uniformes, lo que es especialmente importante para utensilios profesionales donde cualquier variación mínima puede afectar la funcionalidad, la seguridad y la durabilidad del filo.
El afilado se realiza mediante discos de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición y dureza del material de la pieza. El proceso suele ser progresivo: los abrasivos gruesos eliminan rebabas, desbastan irregularidades y definen la geometría inicial del filo, mientras los abrasivos finos perfeccionan el corte, eliminan microdesniveles y aseguran un filo uniforme y consistente. En paralelo, muchas máquinas incluyen sistemas de refrigeración por líquido o aceite que mantienen estable la temperatura del metal, evitando sobrecalentamiento que pueda alterar las propiedades metalúrgicas del utensilio, como la dureza o la resiliencia del acero, y garantizando un filo duradero y de alto rendimiento.
Además del afilado, la mayoría de estas máquinas integra funciones de pulido y acabado fino. Utilizando discos de algodón, fieltro o sisal con pastas abrasivas de diferentes granulometrías, se eliminan rebabas, se suavizan microimperfecciones y se obtiene un acabado uniforme, brillante y resistente a la corrosión, lo que facilita la higiene y limpieza de los utensilios. Cada parámetro de pulido, al igual que los de afilado, se controla automáticamente mediante PLC o CNC, regulando velocidad, presión y tiempo de contacto, garantizando que todas las piezas de un lote reciban un tratamiento idéntico. La memoria de programación permite almacenar distintos perfiles de afilado y pulido, facilitando la alternancia rápida entre cuchillos, tijeras, cubiertos o utensilios especiales sin necesidad de ajustes manuales prolongados, optimizando tiempos de producción y reduciendo errores humanos.
Las versiones más avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado y pulido, eliminando intervención manual y aumentando la repetibilidad y la productividad. Los equipos cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y mecanismos de lubricación automática que protegen los componentes de la máquina y las piezas procesadas. Esta combinación de automatización, control digital, refrigeración y seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada filo sea preciso, duradero y listo para su uso inmediato o para integrarse en etapas posteriores de inspección y embalaje.
En plantas industriales, estas máquinas se integran dentro de líneas completas que incluyen corte y estampado de materia prima, embutición, repujado, rectificado previo, afilado, pulido, inspección por visión artificial y embalaje automático. Cada pieza fluye de manera sincronizada a través de la línea, con tiempos de ciclo calculados al segundo, garantizando eficiencia, consistencia y control de calidad en cada etapa. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, logrando resultados profesionales sin requerir infraestructura robótica completa. Incluso existen modelos compactos o portátiles de banco, aplicables a mantenimiento, restauración o producción limitada, que mantienen los mismos principios de precisión, control de abrasión y acabado uniforme, aunque con menor rendimiento que las máquinas industriales.
El valor de una máquina automática de afilado para utensilios radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo de trabajo. Mantener el ángulo exacto del filo, eliminar rebabas y microimperfecciones, y obtener un acabado homogéneo y resistente prolonga la vida útil del utensilio, facilita su limpieza, mejora su rendimiento en la cocina y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y garantiza que cada cuchillo, tijera o utensilio de corte esté listo para un uso óptimo, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de mantenimiento y servicios de cocina que requieren consistencia, eficiencia y calidad en cada pieza.
En una planta industrial dedicada a la fabricación de utensilios de cocina, una máquina automática de afilado para utensilios se posiciona como un componente esencial dentro de la línea de producción, ya que combina automatización avanzada, control digital y sistemas de abrasivos de alta precisión para garantizar que cada pieza cumpla con los más altos estándares de filo, acabado y durabilidad. La operación comienza con la alimentación de los utensilios mediante transportadores automáticos, tolvas o bandejas especialmente diseñadas que aseguran que cada pieza llegue en la orientación correcta frente a los discos o muelas abrasivas. Una vez posicionada, cada pieza es asegurada mediante sistemas de sujeción ajustables y sensores de geometría que mantienen el ángulo del filo constante durante todo el proceso, evitando deformaciones y asegurando uniformidad en cada sección de la herramienta. Este nivel de precisión es crucial para utensilios profesionales como cuchillos de chef, tijeras industriales o herramientas de corte especializadas, donde cualquier desviación mínima puede afectar la eficiencia del corte, la seguridad del usuario y la longevidad del filo.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la dureza y composición del material de cada utensilio. El proceso es progresivo: los abrasivos gruesos eliminan rebabas, desbastan irregularidades y definen la geometría inicial del filo, mientras los abrasivos más finos perfeccionan el corte, eliminan microdesniveles y aseguran un filo uniforme, consistente y duradero. Para evitar el sobrecalentamiento que podría afectar las propiedades metalúrgicas del utensilio, las máquinas incorporan sistemas de refrigeración por líquido o aceite que mantienen estable la temperatura durante todo el ciclo, garantizando que la dureza, la resiliencia y la forma del filo no se vean comprometidas.
Tras el afilado, muchas de estas máquinas incluyen funciones de pulido y acabado fino, utilizando discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías, lo que permite eliminar rebabas residuales, suavizar microimperfecciones y lograr una superficie brillante, homogénea y resistente a la corrosión. Este acabado no solo mejora la apariencia estética del utensilio, sino que también incrementa su funcionalidad, higiene y facilidad de limpieza. Los parámetros de pulido y afilado se controlan automáticamente mediante PLC o CNC, regulando velocidad, presión y tiempo de contacto, asegurando que todas las piezas de un lote reciban un tratamiento uniforme. Además, los programas de trabajo pueden almacenarse para diferentes tipos de utensilios, lo que permite alternar rápidamente entre cuchillos, tijeras, cubiertos o utensilios especializados sin necesidad de ajustes manuales prolongados, optimizando tiempos de producción y reduciendo errores humanos.
Las versiones más avanzadas de estas máquinas incorporan sistemas robóticos de varios ejes que manipulan los utensilios entre estaciones de afilado y pulido, girándolos, inclinándolos y transportándolos con precisión absoluta, eliminando la intervención manual y garantizando repetibilidad y uniformidad en cada lote de producción. Los equipos cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y mecanismos de lubricación automática que protegen tanto los componentes de la máquina como las piezas procesadas, aumentando la seguridad, la durabilidad del equipo y la calidad de los utensilios. Gracias a esta combinación de automatización, control digital, refrigeración y sistemas de seguridad, es posible procesar cientos de piezas por hora con resultados consistentes y profesionales, asegurando que cada utensilio salga listo para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En líneas de producción completamente automatizadas, estas máquinas se integran con estaciones de corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas que garantiza eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas, en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, permitiendo resultados profesionales sin requerir infraestructura robótica completa. También existen modelos compactos o portátiles de banco, aplicables a mantenimiento, restauración o producción limitada de utensilios, que mantienen los mismos principios de precisión, control de abrasión y acabado uniforme, aunque con menor rendimiento que los equipos industriales.
El valor de una máquina automática de afilado para utensilios radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo. Mantener el ángulo exacto del filo, eliminar rebabas y microimperfecciones, y obtener un acabado homogéneo y resistente prolonga la vida útil del utensilio, mejora su desempeño, facilita su limpieza y asegura que cada pieza cumpla con los estándares de calidad profesional. La automatización reduce errores humanos, acelera la producción y asegura que cada cuchillo, tijera o utensilio de corte esté listo para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de mantenimiento y servicios de cocina que buscan maximizar productividad, calidad y consistencia.
En el contexto de la industria de utensilios de cocina, una máquina automática de afilado para utensilios representa un elemento estratégico dentro de la línea de producción, diseñada para garantizar que cada pieza cumpla con los más altos estándares de filo, acabado y durabilidad, integrando sistemas de automatización avanzada, control digital y abrasivos de alta precisión. El proceso inicia con la alimentación de las piezas mediante transportadores automáticos, tolvas o bandejas especializadas que colocan cuchillos, tijeras, cuchillos de chef, peladores y otros utensilios en la posición exacta frente a los discos o muelas abrasivas. La fijación de cada pieza es crítica: los sistemas de sujeción ajustables y sensores de geometría detectan la forma y el ángulo del filo, manteniéndolo constante durante todo el ciclo y asegurando uniformidad en cada sección del utensilio, lo cual es esencial para utensilios de alta gama donde cualquier desviación puede afectar la funcionalidad, la seguridad y la longevidad del filo.
El afilado se realiza mediante discos de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición y dureza del material del utensilio. El proceso es progresivo: los abrasivos gruesos eliminan rebabas, desbastan irregularidades y definen la geometría inicial del filo, mientras los abrasivos más finos perfeccionan el corte, eliminan microdesniveles y aseguran un filo uniforme, consistente y duradero. Para proteger la integridad del metal, se incorporan sistemas de refrigeración por líquido o aceite que estabilizan la temperatura, evitando sobrecalentamientos que puedan alterar la estructura metalúrgica del utensilio y garantizar que la dureza, la resiliencia y la geometría del filo se mantengan intactas.
Además del afilado, la máquina realiza un pulido fino y acabado superficial, utilizando discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías, lo que elimina rebabas residuales, suaviza microimperfecciones y genera una superficie brillante, uniforme y resistente a la corrosión. Este acabado no solo proporciona estética y brillo, sino que también mejora la funcionalidad y la higiene del utensilio, facilitando su limpieza y prolongando su vida útil. Todos los parámetros de afilado y pulido se controlan automáticamente mediante PLC o sistemas CNC, ajustando velocidad, presión y tiempo de contacto para garantizar que cada pieza reciba un tratamiento uniforme. Los programas de trabajo se almacenan digitalmente, permitiendo alternar rápidamente entre cuchillos, tijeras, cubiertos y utensilios especializados sin necesidad de ajustes manuales prolongados, optimizando los tiempos de producción y eliminando la variabilidad causada por la intervención humana.
Las versiones más avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado y pulido, eliminando la intervención manual y asegurando repetibilidad y uniformidad en cada lote de producción. Además, los equipos cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y mecanismos de lubricación automática que protegen tanto los componentes del equipo como las piezas procesadas, aumentando la seguridad operativa y la durabilidad de la máquina. Esta combinación de automatización, control digital, refrigeración y sistemas de seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada utensilio salga listo para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En plantas completamente automatizadas, estas máquinas se integran con estaciones de corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas que garantiza eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales, se utilizan versiones semiautomáticas donde el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, logrando resultados profesionales sin necesidad de infraestructura robótica completa. También existen modelos compactos o portátiles de banco, ideales para mantenimiento, restauración o producción limitada de utensilios, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor rendimiento que los equipos industriales.
El valor de una máquina automática de afilado para utensilios radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo de trabajo. Mantener el ángulo exacto del filo, eliminar rebabas y microimperfecciones y lograr un acabado homogéneo y resistente mejora la funcionalidad del utensilio, prolonga su vida útil, facilita su limpieza y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y asegura que cada cuchillo, tijera o utensilio de corte esté listo para un uso óptimo, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de mantenimiento y servicios de cocina que buscan maximizar productividad, calidad y consistencia.
Si deseas, puedo desarrollar un modelo completo de línea industrial de afilado y pulido de utensilios de cocina, describiendo paso a paso la alimentación de materia prima, sujeción de piezas, afilado progresivo, pulido fino, sistemas de refrigeración y lubricación, manipulación robótica, inspección por visión artificial, transporte automático y embalaje final, incluyendo tiempos de ciclo, tipos de discos y pastas abrasivas, control digital de parámetros y sistemas de seguridad, ofreciendo una visión exhaustiva de todo el flujo productivo optimizado.
Afiladora automática para ollas y sartenes

Una afiladora automática para ollas y sartenes es un equipo industrial diseñado específicamente para restaurar, perfeccionar y mantener los bordes y superficies metálicas de utensilios de cocina de manera rápida, precisa y uniforme, optimizando tanto la funcionalidad como la estética del menaje. Este tipo de máquina está concebido para trabajar con distintos materiales, como acero inoxidable, aluminio y otros metales empleados en la fabricación de ollas, cacerolas, sartenes y cazuelas, y se utiliza tanto en talleres de mantenimiento y restauración como en líneas de producción industrial de utensilios de cocina. Su objetivo principal es garantizar que cada pieza recupere su filo, suavidad y uniformidad en el borde, evitando deformaciones, rebabas y microimperfecciones que puedan afectar el rendimiento o la seguridad durante el uso.
El funcionamiento se basa en sistemas de abrasión controlada mediante muelas o discos de alta dureza, seleccionados según el tipo de metal de cada utensilio. La pieza se coloca en un sistema de sujeción ajustable que mantiene su posición y ángulo frente al abrasivo, mientras motores eléctricos o servomotores controlan la velocidad, la presión y el movimiento del disco sobre la superficie del utensilio. De esta forma, el afilado y pulido se realizan de manera precisa y homogénea, asegurando que cada borde quede uniforme y listo para un uso óptimo. Las máquinas más avanzadas incorporan control digital mediante PLC o sistemas CNC que permiten programar distintos ciclos de trabajo según el tipo de olla o sartén, variando la intensidad de abrasión, la velocidad de rotación, el tiempo de contacto y el tipo de disco o pasta abrasiva utilizada, lo que garantiza resultados reproducibles y consistentes en grandes lotes.
Muchos equipos también incluyen sistemas de pulido y acabado fino, mediante discos de fieltro, algodón o sisal combinados con pastas abrasivas de granulometrías variables, eliminando rebabas residuales y proporcionando un acabado brillante, uniforme y resistente a la corrosión. La combinación de afilado y pulido asegura que los utensilios no solo recuperen su filo, sino también su apariencia estética y funcionalidad, facilitando la limpieza, prolongando su vida útil y mejorando su rendimiento en la cocina. Adicionalmente, algunas afiladoras automáticas cuentan con sistemas de refrigeración por líquido o aceite que evitan sobrecalentamientos que puedan afectar la estructura metalúrgica del utensilio, manteniendo la dureza y la geometría de los bordes durante todo el proceso.
Las versiones industriales pueden integrarse en líneas de producción automatizadas, donde robots o sistemas de manipulación de varios ejes giran, inclinan y trasladan los utensilios entre estaciones de afilado y pulido, eliminando la intervención manual y aumentando la productividad y la uniformidad de los resultados. Además, estos equipos cuentan con sistemas de aspiración de partículas, sensores de vibración y temperatura y mecanismos de lubricación automática que protegen tanto los componentes de la máquina como los utensilios procesados. En talleres medianos o semiprofesionales, se utilizan modelos semiautomáticos en los que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, logrando resultados profesionales sin requerir una infraestructura industrial completa. También existen versiones compactas o de banco, ideales para mantenimiento, restauración o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para ollas y sartenes radica en su capacidad para combinar precisión, eficiencia, seguridad y repetibilidad. Mantener el filo uniforme, eliminar rebabas y microimperfecciones, y lograr un acabado homogéneo garantiza que cada utensilio funcione correctamente, tenga una vida útil prolongada y cumpla con los estándares de calidad profesionales. La automatización reduce errores humanos, acelera el procesamiento de lotes grandes y asegura que cada olla o sartén salga de la máquina lista para su uso, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan productividad, consistencia y excelencia en cada pieza.
En la industria de utensilios de cocina, una afiladora automática para ollas y sartenes se convierte en un componente clave dentro de la línea de producción y mantenimiento, permitiendo que cada pieza recupere su funcionalidad y acabado de manera eficiente, precisa y uniforme. Estas máquinas están diseñadas para trabajar con diferentes tipos de metales utilizados en ollas, sartenes y cacerolas, como acero inoxidable, aluminio, cobre o combinaciones de capas multicapa, asegurando que cada borde, filo o superficie plana quede perfectamente alineado, pulido y libre de rebabas o irregularidades. La operación comienza con la alimentación de las piezas mediante sistemas automáticos de transporte, tolvas o bandejas que colocan los utensilios en la posición exacta frente a los discos o muelas abrasivas. La sujeción de cada pieza es crítica: sistemas mecánicos ajustables y sensores de geometría detectan el ángulo del filo, la posición y la forma del utensilio, manteniéndolo estable durante todo el ciclo y asegurando uniformidad en toda la superficie. Este control es especialmente importante para utensilios profesionales, donde desviaciones mínimas pueden afectar la funcionalidad, la seguridad y la durabilidad del producto.
El afilado y desbaste de los utensilios se realizan mediante discos abrasivos de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición y dureza del metal. El proceso suele ser progresivo: primero se utilizan abrasivos gruesos para eliminar rebabas, corregir deformaciones y definir la geometría inicial de los bordes y superficies; posteriormente, abrasivos más finos perfeccionan los filos y suavizan microdesniveles, garantizando un acabado uniforme y consistente. En paralelo, sistemas de refrigeración por líquido o aceite regulan la temperatura de los utensilios, evitando sobrecalentamientos que puedan alterar la estructura metalúrgica del metal, la dureza del filo o la planicidad de la base de la sartén. Este control térmico permite que cada utensilio mantenga su rendimiento óptimo incluso después de múltiples ciclos de afilado y pulido.
Muchas afiladoras automáticas integran también funciones de pulido fino y acabado superficial, utilizando discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías. Esta fase elimina rebabas residuales, suaviza microimperfecciones y genera una superficie brillante, homogénea y resistente a la corrosión, mejorando tanto la apariencia estética como la higiene y facilidad de limpieza del utensilio. Todos los parámetros de afilado y pulido son controlados digitalmente mediante PLC o sistemas CNC, regulando velocidad de rotación, presión aplicada, recorrido del disco y tiempo de contacto para asegurar uniformidad en cada pieza de un lote. Los programas de trabajo pueden almacenarse para diferentes tipos y tamaños de ollas y sartenes, permitiendo alternar rápidamente entre productos sin necesidad de ajustes manuales prolongados y optimizando la productividad.
Las versiones industriales más avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado, pulido y acabado, eliminando la intervención manual, aumentando la repetibilidad y asegurando consistencia en todo el lote. Además, los equipos cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y lubricación automática, protegiendo tanto los componentes de la máquina como los utensilios procesados. Esta combinación de automatización, control digital, refrigeración y seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, garantizando que cada olla o sartén salga lista para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En líneas de producción completamente automatizadas, estas máquinas se integran con estaciones de corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, asegurando un flujo continuo de piezas y un control de calidad constante en todas las etapas. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas donde el operario coloca la pieza y la máquina realiza los movimientos precisos de afilado y pulido, logrando resultados profesionales sin requerir infraestructura industrial completa. Asimismo, se han desarrollado modelos compactos o portátiles de banco para mantenimiento, restauración o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor rendimiento que los equipos industriales.
El valor de una afiladora automática para ollas y sartenes radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo. Mantener bordes y superficies uniformes, eliminar rebabas y microimperfecciones, y lograr un acabado homogéneo y resistente prolonga la vida útil del utensilio, mejora su desempeño, facilita su limpieza y asegura que cada pieza cumpla con estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y asegura que cada olla o sartén salga lista para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
En la industria de utensilios de cocina, una afiladora automática para ollas y sartenes constituye un equipo esencial que permite mantener la funcionalidad, seguridad y apariencia de cada pieza, asegurando que los bordes, superficies y filos se encuentren perfectamente uniformes y libres de rebabas o irregularidades que puedan afectar el desempeño del utensilio. Este tipo de máquina está diseñada para operar con distintos materiales, incluyendo acero inoxidable, aluminio, cobre y sartenes multicapa, y se emplea tanto en plantas de producción industrial como en talleres especializados en mantenimiento y restauración de menaje. La operación comienza con la alimentación de las piezas mediante sistemas automáticos de transporte, tolvas o bandejas que posicionan cada utensilio frente a los discos o muelas abrasivas, asegurando una orientación precisa y constante. La fijación de las piezas es crítica: sistemas mecánicos ajustables y sensores de geometría mantienen el ángulo del borde o filo constante durante todo el ciclo, asegurando que la presión aplicada y la trayectoria del abrasivo sean uniformes, lo que garantiza un acabado homogéneo y previene deformaciones. Este control es especialmente importante para utensilios de gama profesional, donde desviaciones mínimas en la geometría del filo pueden comprometer la seguridad y la eficiencia en la cocina.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición y dureza del metal. El proceso se lleva a cabo de manera progresiva: primero los abrasivos gruesos eliminan rebabas, corrigen deformaciones y definen la geometría inicial del filo o borde; posteriormente, abrasivos más finos perfeccionan la superficie, eliminan microdesniveles y aseguran un filo uniforme, consistente y duradero. En paralelo, sistemas de refrigeración por líquido o aceite mantienen estable la temperatura del metal, evitando sobrecalentamientos que puedan alterar la estructura metalúrgica, la dureza o la planicidad de la base de las ollas y sartenes, garantizando que cada pieza conserve su rendimiento óptimo después de múltiples ciclos de afilado y pulido.
Además del afilado, estas máquinas incorporan funciones de pulido fino y acabado superficial mediante discos de algodón, fieltro o sisal con pastas abrasivas de diferentes granulometrías. Este pulido elimina rebabas residuales, suaviza microimperfecciones y genera una superficie brillante, uniforme y resistente a la corrosión, mejorando la apariencia estética, la funcionalidad y la higiene del utensilio. Todos los parámetros de afilado y pulido se controlan automáticamente mediante PLC o sistemas CNC, regulando velocidad, presión, recorrido del disco y tiempo de contacto para asegurar uniformidad en cada pieza de un lote. Los programas de trabajo pueden almacenarse digitalmente para diferentes tipos y tamaños de ollas y sartenes, permitiendo alternar rápidamente entre productos sin necesidad de ajustes manuales prolongados, optimizando la productividad y eliminando la variabilidad causada por la intervención humana.
Las versiones industriales más avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado, pulido y acabado, eliminando la intervención manual, aumentando la repetibilidad y asegurando uniformidad en todo el lote. Además, estos equipos cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura y lubricación automática, protegiendo tanto los componentes de la máquina como los utensilios procesados y aumentando la seguridad operativa y la durabilidad del equipo. Gracias a esta combinación de automatización, control digital, refrigeración y sistemas de seguridad, es posible procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada olla o sartén salga lista para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En líneas de producción completamente automatizadas, estas máquinas se integran con estaciones de corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas que garantiza eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales, se utilizan versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, logrando resultados profesionales sin requerir infraestructura industrial completa. Asimismo, existen modelos compactos o portátiles de banco, ideales para mantenimiento, restauración o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para ollas y sartenes radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo de trabajo. Mantener bordes y superficies uniformes, eliminar rebabas y microimperfecciones y lograr un acabado homogéneo y resistente prolonga la vida útil del utensilio, mejora su desempeño, facilita su limpieza y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y asegura que cada olla o sartén salga lista para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
En la industria de utensilios de cocina, una afiladora automática para ollas y sartenes se ha convertido en un equipo indispensable dentro de las líneas de producción y mantenimiento, ya que permite garantizar que cada pieza cumpla con los estándares más exigentes de funcionalidad, seguridad, uniformidad y acabado estético. Este tipo de máquina está diseñada para trabajar con una gran variedad de materiales, como acero inoxidable, aluminio, cobre y sartenes multicapa, y se utiliza tanto en plantas de fabricación industrial como en talleres especializados en restauración y mantenimiento de menaje. La operación de la máquina inicia con la alimentación de las piezas mediante transportadores automáticos, tolvas o bandejas diseñadas para posicionar cada utensilio en la orientación exacta frente a los discos o muelas abrasivas. La fijación de los utensilios es un aspecto crítico: sistemas mecánicos ajustables y sensores de geometría detectan la posición y el ángulo del borde o filo, manteniéndolo estable durante todo el ciclo de afilado y pulido, asegurando uniformidad en toda la superficie y evitando deformaciones que puedan comprometer la seguridad o el rendimiento en el uso. Este nivel de control es especialmente importante para utensilios de gama profesional, donde incluso variaciones mínimas pueden afectar la eficacia del corte o la resistencia del material.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición y dureza de cada utensilio. El proceso suele ser progresivo: en una primera fase, los abrasivos gruesos eliminan rebabas, corrigen deformaciones y definen la geometría inicial del filo o borde; en la fase siguiente, los abrasivos finos perfeccionan la superficie, eliminan microdesniveles y garantizan un filo uniforme, consistente y duradero. Para proteger la estructura metalúrgica del utensilio y mantener sus propiedades mecánicas, muchas máquinas incorporan sistemas de refrigeración por líquido o aceite que regulan la temperatura durante el afilado, evitando sobrecalentamientos que puedan afectar la dureza, la planicidad de la base o la resistencia general del utensilio. Este control térmico permite que cada olla o sartén mantenga su rendimiento óptimo incluso después de múltiples ciclos de afilado y pulido.
Además del afilado, las máquinas automáticas incluyen funciones de pulido fino y acabado superficial, utilizando discos de algodón, fieltro o sisal combinados con pastas abrasivas de distintas granulometrías. Este pulido elimina rebabas residuales, suaviza microimperfecciones y genera una superficie brillante, uniforme y resistente a la corrosión, mejorando tanto la apariencia estética como la higiene y la funcionalidad del utensilio. Todos los parámetros de afilado y pulido se controlan digitalmente mediante PLC o sistemas CNC, regulando la velocidad de rotación, la presión aplicada, el recorrido del disco y el tiempo de contacto para asegurar uniformidad en cada pieza de un lote. Los programas de trabajo pueden almacenarse para distintos tipos y tamaños de ollas y sartenes, permitiendo alternar rápidamente entre productos sin necesidad de ajustes manuales prolongados y optimizando la productividad de la línea.
Las versiones industriales más avanzadas integran robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado, pulido y acabado, eliminando la intervención manual, aumentando la repetibilidad y asegurando uniformidad en todo el lote. Estos equipos también incluyen sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y mecanismos de lubricación automática que protegen tanto los componentes de la máquina como los utensilios procesados, incrementando la seguridad operativa y la durabilidad del equipo. La combinación de automatización, control digital, refrigeración, pulido preciso y sistemas de seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada olla o sartén salga lista para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En líneas de producción completamente automatizadas, estas afiladoras se integran con estaciones de corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, obteniendo resultados profesionales sin necesidad de infraestructura robótica completa. También se han desarrollado modelos compactos o portátiles de banco, ideales para mantenimiento, restauración o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para ollas y sartenes reside en su capacidad para garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo de trabajo. Mantener bordes y superficies uniformes, eliminar rebabas y microimperfecciones, y lograr un acabado homogéneo y resistente mejora la funcionalidad del utensilio, prolonga su vida útil, facilita su limpieza y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y garantiza que cada olla o sartén salga lista para un uso óptimo, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
Afiladora automática para utensilios de cocina
Una afiladora automática para utensilios de cocina es un equipo industrial diseñado para restaurar, perfeccionar y mantener el filo, los bordes y la uniformidad de utensilios como cuchillos, tijeras, peladores, ollas y sartenes, asegurando precisión, eficiencia y seguridad en cada ciclo de trabajo. Este tipo de máquina está pensada tanto para plantas de fabricación industrial como para talleres de mantenimiento o restauración de menaje, y su objetivo principal es garantizar que cada pieza mantenga su funcionalidad, apariencia estética y durabilidad, eliminando rebabas, microimperfecciones y deformaciones que puedan afectar el rendimiento o la seguridad en la cocina.
El funcionamiento se basa en sistemas de abrasión controlada mediante muelas o discos de alta dureza, como carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición y dureza de cada utensilio. Cada pieza se coloca en un sistema de sujeción ajustable que mantiene la geometría y el ángulo del filo o borde mientras motores eléctricos o servomotores controlan la presión, la velocidad y el recorrido del disco sobre la superficie. De esta manera, el afilado se realiza de forma uniforme y reproducible, asegurando que el filo mantenga su precisión y que las superficies planas de ollas o sartenes queden lisas y libres de irregularidades. Muchas afiladoras automáticas incorporan sistemas de refrigeración por líquido o aceite, que protegen la estructura metalúrgica del utensilio evitando sobrecalentamientos que puedan afectar la dureza, la resiliencia o la planicidad de las piezas.
Además del afilado, estas máquinas suelen integrar funciones de pulido fino y acabado superficial mediante discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías. Este pulido elimina rebabas residuales, suaviza microimperfecciones y genera una superficie brillante, uniforme y resistente a la corrosión, lo que mejora tanto la estética como la funcionalidad y la higiene de los utensilios. Los parámetros de afilado y pulido se controlan digitalmente mediante PLC o sistemas CNC, regulando velocidad, presión, recorrido del disco y tiempo de contacto, asegurando uniformidad en todas las piezas de un lote. Los programas de trabajo pueden almacenarse para distintos tipos y tamaños de utensilios, permitiendo alternar rápidamente entre cuchillos, tijeras, ollas o sartenes sin ajustes manuales prolongados y optimizando la productividad.
Las versiones industriales avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado y pulido, eliminando intervención manual y asegurando resultados repetibles y uniformes en todo el lote. También incluyen sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y lubricación automática, protegiendo tanto los componentes de la máquina como los utensilios procesados. Esta combinación de automatización, control digital, refrigeración y sistemas de seguridad permite procesar cientos de piezas por hora con resultados profesionales, asegurando que cada utensilio salga listo para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En plantas completamente automatizadas, estas máquinas se integran dentro de líneas de producción que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con eficiencia y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas, donde el operario coloca la pieza y la máquina realiza los movimientos precisos de afilado y pulido, logrando resultados profesionales sin requerir infraestructura industrial completa. Asimismo, hay modelos compactos o portátiles de banco, aplicables a mantenimiento, restauración o producción limitada, que mantienen los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para utensilios de cocina radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo. Mantener los filos y bordes uniformes, eliminar rebabas y microimperfecciones, y lograr un acabado homogéneo y resistente prolonga la vida útil del utensilio, mejora su desempeño, facilita la limpieza y asegura que cada pieza cumpla con estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y asegura que cada cuchillo, tijera, olla o sartén esté listo para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
En la industria de utensilios de cocina, una afiladora automática para utensilios representa un elemento crucial dentro de cualquier planta de producción o taller de mantenimiento especializado, ya que permite mantener la funcionalidad, seguridad y acabado estético de cada pieza de manera constante y eficiente. Este tipo de máquina está diseñada para trabajar con diversos materiales como acero inoxidable, aluminio, cobre y utensilios multicapa, incluyendo cuchillos, tijeras, peladores, ollas y sartenes, asegurando que los bordes, filos y superficies planas queden perfectamente uniformes, libres de rebabas y microimperfecciones. La operación comienza con la alimentación de las piezas mediante transportadores automáticos, tolvas o bandejas especiales que posicionan cada utensilio en la orientación correcta frente a los discos o muelas abrasivas. La fijación de los utensilios es crítica: sistemas mecánicos ajustables y sensores de geometría detectan el ángulo, la forma y la posición de cada pieza, manteniéndola estable durante todo el ciclo y garantizando uniformidad en toda la superficie, evitando deformaciones que puedan afectar el rendimiento, la seguridad o la durabilidad del utensilio. Este nivel de control es especialmente importante en utensilios profesionales, donde incluso mínimas variaciones en la geometría del filo pueden afectar la eficiencia del corte, la resistencia del material y la experiencia de uso.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición, dureza y tipo de utensilio. El proceso se lleva a cabo de manera progresiva: primero, abrasivos gruesos eliminan rebabas, corrigen deformaciones y definen la geometría inicial del filo o borde; luego, abrasivos finos perfeccionan la superficie, eliminan microdesniveles y aseguran un filo uniforme, consistente y duradero. Para proteger la estructura metalúrgica y mantener las propiedades mecánicas de los utensilios, muchas máquinas incorporan sistemas de refrigeración por líquido o aceite que regulan la temperatura durante todo el ciclo, evitando sobrecalentamientos que puedan afectar la dureza, la resiliencia o la planicidad de la base de ollas y sartenes. Este control térmico garantiza que cada pieza mantenga su rendimiento óptimo incluso después de múltiples ciclos de afilado y pulido.
Adicionalmente, estas máquinas integran funciones de pulido fino y acabado superficial mediante discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías. Este pulido elimina rebabas residuales, suaviza microimperfecciones y genera una superficie brillante, homogénea y resistente a la corrosión, mejorando la estética, la funcionalidad y la higiene de los utensilios. Todos los parámetros de afilado y pulido se controlan digitalmente mediante PLC o sistemas CNC, regulando la velocidad de rotación, la presión aplicada, el recorrido del disco y el tiempo de contacto para asegurar uniformidad en cada pieza de un lote. Los programas de trabajo pueden almacenarse digitalmente para diferentes tipos y tamaños de utensilios, permitiendo alternar rápidamente entre cuchillos, tijeras, ollas y sartenes sin necesidad de ajustes manuales prolongados, optimizando la productividad y eliminando la variabilidad causada por la intervención humana.
Las versiones industriales avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado, pulido y acabado, eliminando intervención manual y garantizando repetibilidad y uniformidad en todo el lote. Los equipos también cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y lubricación automática que protegen tanto los componentes de la máquina como los utensilios procesados, aumentando la seguridad operativa y la durabilidad del equipo. Esta combinación de automatización, control digital, refrigeración, pulido preciso y sistemas de seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada utensilio salga listo para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución.
En plantas de producción completamente automatizadas, estas afiladoras se integran en líneas que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, alcanzando resultados profesionales sin requerir infraestructura industrial completa. También existen modelos compactos o portátiles de banco, aplicables a mantenimiento, restauración o producción limitada, que mantienen los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para utensilios de cocina radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo de trabajo. Mantener los filos, bordes y superficies uniformes, eliminar rebabas y microimperfecciones, y lograr un acabado homogéneo y resistente prolonga la vida útil del utensilio, mejora su desempeño, facilita la limpieza y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y garantiza que cada cuchillo, tijera, olla o sartén salga lista para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
En la industria de utensilios de cocina, una afiladora automática para utensilios representa una solución integral para garantizar que cada pieza alcance los estándares más altos de funcionalidad, precisión, durabilidad y acabado estético. Este tipo de equipo está diseñado para trabajar con una amplia variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, y es apto tanto para plantas de producción industrial como para talleres especializados en restauración y mantenimiento de menaje. Su objetivo principal es asegurar que cada cuchillo, tijera, pelador, olla o sartén recupere y mantenga su filo, uniformidad y planicidad, eliminando rebabas, microimperfecciones y cualquier deformación que pueda afectar la seguridad, la funcionalidad o la durabilidad del utensilio. La operación comienza con la alimentación de las piezas mediante sistemas automáticos de transporte, tolvas o bandejas diseñadas para colocar cada utensilio en la posición y orientación exacta frente a los discos o muelas abrasivas. La sujeción de los utensilios es un elemento crítico: sistemas mecánicos ajustables y sensores de geometría detectan la forma, el ángulo y la posición de cada pieza, manteniéndola estable durante todo el ciclo y asegurando que la presión y el recorrido del abrasivo sean uniformes, lo que previene deformaciones y asegura un acabado homogéneo en toda la superficie. Este control es fundamental en utensilios profesionales, donde incluso pequeñas desviaciones pueden comprometer la eficiencia del corte, la resistencia del material y la seguridad durante el uso.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la dureza, composición y tipo de utensilio. El proceso se ejecuta de manera progresiva: primero, los abrasivos gruesos eliminan rebabas, corrigen deformaciones y definen la geometría inicial del filo, borde o superficie; posteriormente, los abrasivos finos perfeccionan la superficie, eliminan microdesniveles y aseguran un filo uniforme, consistente y duradero. Para preservar la estructura metalúrgica y las propiedades mecánicas de los utensilios, muchas máquinas incorporan sistemas de refrigeración por líquido o aceite que regulan la temperatura durante todo el ciclo, evitando sobrecalentamientos que puedan afectar la dureza, resiliencia o planicidad de la base de ollas y sartenes. Este control térmico asegura que cada pieza mantenga su rendimiento óptimo incluso después de múltiples ciclos de afilado y pulido, protegiendo la inversión en materia prima y prolongando la vida útil de los utensilios.
Además del afilado, estas máquinas integran funciones de pulido fino y acabado superficial mediante discos de algodón, fieltro o sisal combinados con pastas abrasivas de diferentes granulometrías. Este pulido elimina rebabas residuales, suaviza microimperfecciones y genera superficies brillantes, homogéneas y resistentes a la corrosión, mejorando tanto la estética como la funcionalidad, la higiene y la facilidad de limpieza de los utensilios. Todos los parámetros de afilado y pulido se controlan digitalmente mediante PLC o sistemas CNC, regulando velocidad de rotación, presión aplicada, recorrido del disco y tiempo de contacto, asegurando uniformidad en cada pieza de un lote. Los programas de trabajo pueden almacenarse para distintos tipos y tamaños de utensilios, permitiendo alternar rápidamente entre cuchillos, tijeras, ollas o sartenes sin necesidad de ajustes manuales prolongados, optimizando la productividad y eliminando la variabilidad causada por la intervención humana.
Las versiones industriales más avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado, pulido y acabado, eliminando la intervención manual y garantizando repetibilidad y uniformidad en todo el lote. Los equipos también cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura y lubricación automática que protegen tanto los componentes de la máquina como los utensilios procesados, aumentando la seguridad operativa y la durabilidad del equipo. Esta combinación de automatización, control digital, refrigeración, pulido preciso y sistemas de seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada utensilio salga listo para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En líneas de producción completamente automatizadas, estas afiladoras se integran con estaciones de corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, logrando resultados profesionales sin requerir infraestructura industrial completa. Asimismo, se han desarrollado modelos compactos o portátiles de banco, ideales para mantenimiento, restauración o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para utensilios de cocina radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo. Mantener filos, bordes y superficies uniformes, eliminar rebabas y microimperfecciones y lograr un acabado homogéneo y resistente mejora la funcionalidad de los utensilios, prolonga su vida útil, facilita la limpieza y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y garantiza que cada cuchillo, tijera, olla o sartén esté listo para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
En la industria de utensilios de cocina, la afiladora automática para utensilios constituye un equipo indispensable para garantizar la máxima eficiencia, uniformidad y calidad en la producción o restauración de cuchillos, tijeras, peladores, ollas y sartenes, asegurando que cada pieza cumpla con los estándares más exigentes de funcionalidad, seguridad y acabado estético. Estas máquinas están diseñadas para trabajar con diversos materiales como acero inoxidable, aluminio, cobre y utensilios multicapa, adaptándose a distintos grosores, formas y tamaños de piezas, y son utilizadas tanto en plantas industriales como en talleres especializados en mantenimiento y restauración de menaje profesional. Su principal función es restaurar y mantener el filo, los bordes y las superficies planas, eliminando rebabas, microimperfecciones y cualquier deformación que pueda afectar el rendimiento, la seguridad o la vida útil del utensilio. La operación comienza con la alimentación automática de las piezas mediante transportadores, tolvas o bandejas que posicionan cada utensilio frente a los discos o muelas abrasivas en la orientación exacta. La sujeción de los utensilios es un elemento crítico: sistemas mecánicos ajustables y sensores de geometría detectan la posición, la forma y el ángulo de cada pieza, manteniéndola estable durante todo el ciclo y asegurando que la presión aplicada y el recorrido del abrasivo sean uniformes, evitando deformaciones y garantizando un acabado homogéneo en toda la superficie. Este control es particularmente relevante para utensilios profesionales donde incluso mínimas desviaciones en la geometría del filo pueden afectar la eficacia del corte y la resistencia del material.
El afilado se realiza mediante discos o muelas de alta dureza, que pueden ser de carburo de silicio, óxido de aluminio o diamante industrial, seleccionados según la composición, dureza y tipo de utensilio. El proceso se desarrolla de manera progresiva, iniciando con abrasivos gruesos que eliminan rebabas, corrigen deformaciones y definen la geometría inicial del filo, borde o superficie; posteriormente se utilizan abrasivos finos para perfeccionar la superficie, eliminar microdesniveles y asegurar un filo uniforme, consistente y duradero. Para proteger la estructura metalúrgica y mantener las propiedades mecánicas de los utensilios, muchas máquinas incorporan sistemas de refrigeración por líquido o aceite que regulan la temperatura durante todo el ciclo, evitando sobrecalentamientos que puedan afectar la dureza, resiliencia o planicidad de la base de ollas y sartenes. Este control térmico garantiza que cada pieza mantenga su rendimiento óptimo incluso tras múltiples ciclos de afilado y pulido, protegiendo la inversión en materia prima y prolongando la vida útil de los utensilios.
Además del afilado, estas máquinas integran funciones de pulido fino y acabado superficial mediante discos de algodón, fieltro o sisal combinados con pastas abrasivas de distintas granulometrías, eliminando rebabas residuales, suavizando microimperfecciones y generando superficies brillantes, homogéneas y resistentes a la corrosión. Esto no solo mejora la estética, sino también la funcionalidad, la higiene y la facilidad de limpieza de los utensilios. Todos los parámetros de afilado y pulido se controlan digitalmente mediante PLC o sistemas CNC, regulando velocidad de rotación, presión aplicada, recorrido del disco y tiempo de contacto para asegurar uniformidad en todas las piezas de un lote. Los programas de trabajo pueden almacenarse para distintos tipos y tamaños de utensilios, permitiendo alternar rápidamente entre cuchillos, tijeras, ollas y sartenes sin necesidad de ajustes manuales prolongados, optimizando la productividad y eliminando la variabilidad causada por la intervención humana.
Las versiones industriales más avanzadas incorporan robots de manipulación de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de afilado, pulido y acabado, eliminando la intervención manual y asegurando repetibilidad y uniformidad en todo el lote. Los equipos también cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y lubricación automática que protegen tanto los componentes de la máquina como los utensilios procesados, aumentando la seguridad operativa y la durabilidad del equipo. La combinación de automatización, control digital, refrigeración, pulido preciso y sistemas de seguridad permite procesar cientos de piezas por hora con resultados uniformes y profesionales, asegurando que cada utensilio salga listo para su uso inmediato o para integrarse en etapas posteriores de inspección, embalaje y distribución.
En plantas completamente automatizadas, estas afiladoras se integran dentro de líneas de producción que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de afilado y pulido, logrando resultados profesionales sin necesidad de infraestructura industrial completa. Además, se han desarrollado modelos compactos o portátiles de banco, ideales para mantenimiento, restauración o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una afiladora automática para utensilios de cocina radica en su capacidad de garantizar precisión, uniformidad, seguridad y eficiencia en cada ciclo de trabajo. Mantener filos, bordes y superficies uniformes, eliminar rebabas y microimperfecciones y lograr un acabado homogéneo y resistente mejora la funcionalidad de los utensilios, prolonga su vida útil, facilita la limpieza y asegura que cada pieza cumpla con los estándares profesionales de calidad. La automatización reduce errores humanos, acelera la producción y asegura que cada cuchillo, tijera, olla o sartén salga lista para un rendimiento óptimo, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
Si quieres, puedo desarrollar un informe completo y detallado de una línea industrial integral de afilado y pulido de utensilios de cocina, describiendo paso a paso la alimentación de materia prima, sujeción de piezas, afilado progresivo, pulido fino, control de temperatura, lubricación, manipulación robótica, inspección por visión artificial, transporte y embalaje final, incluyendo tipos de discos y pastas abrasivas, velocidades, tiempos de ciclo por utensilio y control digital de parámetros, ofreciendo una visión completa y optimizada del flujo productivo desde la materia prima hasta el producto final listo para uso o distribución.
Pulidora automática para sartenes y ollas
Una pulidora automática para sartenes y ollas es un equipo industrial diseñado para mejorar, restaurar y mantener el acabado superficial de los utensilios de cocina, asegurando que cada pieza presente un brillo uniforme, una textura lisa y una apariencia profesional que cumpla con los estándares de calidad industrial. Este tipo de máquina es fundamental en fábricas de utensilios, talleres de restauración o líneas de mantenimiento, ya que permite procesar grandes volúmenes de piezas de manera rápida, eficiente y consistente, evitando irregularidades, marcas, microrayaduras y bordes ásperos que puedan afectar la funcionalidad o la estética del producto. Está diseñada para trabajar con distintos materiales, incluyendo acero inoxidable, aluminio, cobre y sartenes multicapa, adaptándose a distintos diámetros, alturas y geometrías de utensilios sin comprometer la uniformidad del pulido.
El funcionamiento se basa en la combinación de discos o rodillos de pulido de alta calidad, elaborados con materiales como algodón, fieltro, sisal o mezclas especiales de fibras, junto con pastas abrasivas de diferentes granulometrías que se seleccionan según el tipo de metal y el nivel de acabado requerido. Los utensilios se alimentan automáticamente mediante transportadores, tolvas o sistemas de bandejas que los colocan en la posición exacta frente a los discos de pulido, mientras sistemas de sujeción ajustables y sensores de geometría aseguran que cada pieza se mantenga estable durante todo el proceso, evitando movimientos que puedan generar imperfecciones o daños en la superficie. La presión, velocidad y tiempo de contacto del disco con la pieza son controlados digitalmente mediante PLC o sistemas CNC, permitiendo reproducir parámetros exactos de pulido en cada lote y garantizando uniformidad y precisión.
Las pulidoras automáticas más avanzadas incorporan estaciones de múltiples discos o rodillos que permiten un pulido progresivo: primero se aplica un pulido más agresivo que elimina microimperfecciones, rayaduras o marcas de fabricación, y luego se realiza un pulido fino que genera un brillo homogéneo y un acabado espejo resistente a la corrosión y al desgaste. Algunos modelos cuentan con sistemas de refrigeración mediante líquidos o aire que regulan la temperatura de las piezas, evitando sobrecalentamientos que puedan afectar la estructura del metal o deformar sartenes y ollas durante el pulido.
Los equipos de pulido automático pueden integrarse con manipuladores robóticos de varios ejes que giran, inclinan y trasladan las piezas entre diferentes estaciones de pulido, eliminando la intervención manual, aumentando la repetibilidad y asegurando resultados uniformes en todo el lote. También incluyen sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, y mecanismos de lubricación y limpieza automáticos, protegiendo tanto la máquina como los utensilios y garantizando seguridad operativa y durabilidad del equipo.
En plantas completamente automatizadas, estas pulidoras se integran en líneas de producción que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, asegurando un flujo continuo de piezas con máxima eficiencia y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de pulido, alcanzando resultados de calidad profesional sin requerir infraestructura industrial completa. También existen modelos compactos o portátiles, aplicables a restauración, mantenimiento o producción limitada, que permiten obtener un acabado uniforme y brillante en cada pieza, aunque con menor capacidad que los equipos industriales.
El valor de una pulidora automática para sartenes y ollas radica en su capacidad de garantizar un acabado uniforme, brillante y profesional, mejorar la estética y funcionalidad de los utensilios, prolongar su vida útil, facilitar la limpieza y asegurar que cada pieza cumpla con los estándares de calidad. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén u olla salga lista para su uso o para etapas posteriores de inspección y embalaje, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, consistencia y excelencia en cada pieza.
En la industria de utensilios de cocina, una pulidora automática para sartenes y ollas se ha convertido en un componente esencial para garantizar que cada pieza cumpla con los más altos estándares de acabado, uniformidad y funcionalidad, ofreciendo superficies lisas, brillantes y homogéneas que cumplen con los requisitos estéticos y de higiene industrial. Este tipo de máquina está diseñada para trabajar con una amplia variedad de materiales, como acero inoxidable, aluminio, cobre y sartenes multicapa, y es aplicable tanto a líneas de producción industrial como a talleres de restauración y mantenimiento de menaje, permitiendo procesar grandes volúmenes de piezas con consistencia y rapidez. Su principal función es eliminar microimperfecciones, marcas de fabricación, rebabas y rugosidades, generando un acabado uniforme que mejora la apariencia, facilita la limpieza y prolonga la vida útil del utensilio, asegurando que cada sartén u olla mantenga su rendimiento óptimo y resistencia frente al uso diario y los ciclos de limpieza industrial. La operación comienza con la alimentación automática de las piezas mediante transportadores, tolvas o bandejas que colocan cada utensilio en la posición correcta frente a los discos o rodillos de pulido, mientras sistemas de sujeción ajustables y sensores de geometría detectan la posición y la forma de cada pieza, manteniéndola estable durante todo el ciclo para garantizar un acabado homogéneo sin deformaciones ni daños en la superficie.
El pulido se realiza mediante discos o rodillos de alta calidad, fabricados con materiales como algodón, fieltro, sisal o mezclas especiales de fibras, que se combinan con pastas abrasivas de diferentes granulometrías seleccionadas según el tipo de metal, su dureza y el nivel de brillo deseado. Los equipos avanzados incorporan estaciones de pulido progresivo: inicialmente, un pulido más agresivo elimina rayaduras, marcas o microdesniveles, mientras que una segunda etapa con abrasivos más finos genera un brillo uniforme y un acabado espejo que resiste la corrosión, el desgaste y las operaciones de limpieza repetidas. Para proteger la estructura metalúrgica y la geometría de las piezas, muchas máquinas incorporan sistemas de refrigeración mediante líquidos o aire que regulan la temperatura durante todo el ciclo, evitando sobrecalentamientos que puedan deformar ollas o sartenes y afecten su durabilidad y funcionalidad.
Las pulidoras automáticas más modernas integran manipuladores robóticos de varios ejes que giran, inclinan y trasladan las piezas entre estaciones de pulido, eliminando la intervención manual, aumentando la repetibilidad y asegurando resultados uniformes en todo el lote. Estos sistemas robotizados permiten ajustar la presión, la velocidad y el recorrido de los discos de manera digital, controlando cada parámetro de manera precisa para obtener un acabado consistente en cada pieza. Además, las máquinas están equipadas con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automáticas, lo que protege tanto los componentes de la máquina como los utensilios, garantizando seguridad operativa, prolongando la vida útil del equipo y manteniendo la calidad de los resultados.
En plantas de producción completamente automatizadas, estas pulidoras se integran dentro de líneas que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, creando un flujo continuo de piezas con máxima eficiencia, control de calidad y uniformidad en todas las etapas. Para talleres medianos o semiprofesionales, existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de pulido, obteniendo resultados de calidad profesional sin necesidad de una infraestructura industrial completa. También existen modelos compactos o portátiles de banco, aplicables a restauración, mantenimiento o producción limitada, que permiten obtener un acabado uniforme y brillante en cada pieza, aunque con menor capacidad que los equipos industriales.
El valor de una pulidora automática para sartenes y ollas radica en su capacidad de garantizar un acabado uniforme y profesional, mejorar la estética y funcionalidad de los utensilios, prolongar su vida útil, facilitar la limpieza y asegurar que cada pieza cumpla con los estándares de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén u olla salga lista para su uso inmediato o para etapas posteriores de inspección y embalaje, consolidando a este tipo de equipo como una herramienta imprescindible en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, calidad y consistencia en cada pieza.
Si quieres, puedo desarrollar un modelo integral y completo de línea industrial de pulido de sartenes y ollas, describiendo paso a paso la alimentación de piezas, sujeción, pulido progresivo, control de temperatura, lubricación, manipulación robótica, inspección por visión artificial, transporte y embalaje final, incluyendo tipos de discos, pastas abrasivas, velocidades de operación y tiempos de ciclo por utensilio, ofreciendo una visión totalmente optimizada del flujo productivo desde la materia prima hasta el producto terminado listo para uso o distribución.
En la industria de utensilios de cocina, la pulidora automática para sartenes y ollas se presenta como un equipo fundamental para garantizar un acabado uniforme, brillante y profesional en cada pieza, asegurando que los utensilios cumplan con los más altos estándares de funcionalidad, durabilidad y estética. Este tipo de máquina está diseñada para trabajar con una amplia variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, adaptándose a diferentes tamaños, diámetros, alturas y geometrías, lo que permite procesar piezas de distintas formas con resultados consistentes. Su función principal es eliminar microimperfecciones, rebabas, rayaduras de fabricación y pequeñas deformaciones, generando una superficie completamente lisa que facilita la limpieza, mejora la higiene, prolonga la vida útil del utensilio y garantiza un desempeño óptimo en el uso cotidiano. La operación de estas máquinas comienza con la alimentación automática de las piezas mediante transportadores, tolvas o bandejas que posicionan los utensilios de manera precisa frente a los discos o rodillos de pulido, mientras sistemas de sujeción ajustables y sensores de geometría aseguran que cada pieza se mantenga estable durante todo el proceso, evitando movimientos que puedan generar imperfecciones o deformaciones en la superficie.
El proceso de pulido se realiza mediante discos o rodillos de alta calidad fabricados con materiales como algodón, fieltro, sisal o fibras especiales, combinados con pastas abrasivas de distintas granulometrías según el material y el nivel de brillo deseado. En las máquinas avanzadas, el pulido se realiza de manera progresiva: en una primera etapa, abrasivos más agresivos eliminan marcas de fabricación, rayaduras o microdesniveles; en la etapa final, abrasivos finos generan un acabado espejo uniforme y resistente a la corrosión, al desgaste y a la limpieza constante. Para mantener la integridad de los utensilios, muchos equipos incorporan sistemas de refrigeración mediante líquidos o aire que regulan la temperatura de las piezas durante el pulido, evitando sobrecalentamientos que puedan deformar ollas y sartenes o afectar la estructura metalúrgica del material. Este control térmico asegura que cada pieza mantenga sus propiedades mecánicas, su planicidad y su resistencia, prolongando la vida útil del utensilio y garantizando un acabado de calidad constante.
Las pulidoras automáticas más modernas incorporan manipuladores robóticos de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de pulido, eliminando la intervención manual y aumentando la repetibilidad y uniformidad del acabado en todo el lote. Estos sistemas permiten controlar digitalmente parámetros como presión, velocidad, trayectoria y tiempo de contacto, asegurando que cada sartén u olla reciba el tratamiento exacto necesario para lograr un brillo y uniformidad consistentes. Los equipos también cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática, protegiendo tanto la máquina como los utensilios procesados y garantizando seguridad operativa, durabilidad y eficiencia energética.
En plantas industriales completamente automatizadas, estas pulidoras se integran dentro de líneas de producción que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, control de calidad y uniformidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas donde el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de pulido, alcanzando resultados de calidad profesional sin requerir infraestructura industrial completa. También se han desarrollado modelos compactos o portátiles, ideales para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales, permitiendo obtener un acabado profesional en cada pieza de manera confiable.
El valor de una pulidora automática para sartenes y ollas radica en su capacidad de garantizar un acabado uniforme y profesional, mejorar la estética, la funcionalidad y la higiene de los utensilios, prolongar su vida útil, facilitar la limpieza y asegurar que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén u olla salga lista para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, consistencia y excelencia en cada pieza.
En la industria de utensilios de cocina, la pulidora automática para sartenes y ollas se ha convertido en un equipo indispensable para garantizar un acabado uniforme, brillante y profesional en cada pieza, asegurando que los utensilios cumplan con los más altos estándares de calidad, funcionalidad, durabilidad y estética. Estas máquinas están diseñadas para trabajar con una amplia variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, y son capaces de adaptarse a diferentes tamaños, diámetros, alturas y geometrías, lo que permite procesar piezas de distintas formas con resultados consistentes. Su función principal es eliminar microimperfecciones, rebabas, rayaduras de fabricación y pequeñas deformaciones, generando superficies lisas y homogéneas que facilitan la limpieza, mejoran la higiene, prolongan la vida útil del utensilio y aseguran un desempeño óptimo en el uso diario y en entornos profesionales de cocina. La operación de estas máquinas comienza con la alimentación automática de las piezas mediante transportadores, tolvas o bandejas que posicionan los utensilios de manera precisa frente a los discos o rodillos de pulido, mientras sistemas de sujeción ajustables y sensores de geometría detectan la posición, la forma y el ángulo de cada pieza, manteniéndola estable durante todo el proceso y garantizando uniformidad en el acabado sin deformaciones ni marcas no deseadas.
El proceso de pulido se realiza mediante discos o rodillos de alta calidad elaborados con materiales como algodón, fieltro, sisal o mezclas especiales de fibras, que se combinan con pastas abrasivas de diferentes granulometrías según el tipo de metal y el nivel de brillo requerido. En máquinas avanzadas, el pulido se realiza de manera progresiva: primero se aplica un pulido más agresivo que elimina rayaduras, marcas de fabricación y microdesniveles, y posteriormente un pulido fino que genera un acabado espejo uniforme, resistente a la corrosión, al desgaste y a los ciclos de limpieza constantes. Para preservar la integridad de las piezas, muchos equipos incorporan sistemas de refrigeración por líquidos o aire que regulan la temperatura durante todo el proceso, evitando sobrecalentamientos que puedan deformar sartenes u ollas o afectar la estructura metalúrgica del material, garantizando que cada pieza mantenga sus propiedades mecánicas, planicidad y resistencia.
Las pulidoras automáticas más modernas integran manipuladores robóticos de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de pulido, eliminando la intervención manual y aumentando la repetibilidad y uniformidad del acabado en todo el lote. Estos sistemas robotizados permiten controlar digitalmente parámetros como presión, velocidad, trayectoria y tiempo de contacto, asegurando que cada sartén u olla reciba un tratamiento exacto y consistente. Los equipos también cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática, protegiendo tanto la máquina como los utensilios procesados, garantizando seguridad operativa, durabilidad y eficiencia energética.
En plantas industriales completamente automatizadas, estas pulidoras se integran dentro de líneas de producción que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, control de calidad y uniformidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de pulido, alcanzando resultados de calidad profesional sin necesidad de infraestructura industrial completa. Asimismo, se han desarrollado modelos compactos o portátiles, ideales para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales, permitiendo obtener resultados profesionales y consistentes en cada pieza.
El valor de una pulidora automática para sartenes y ollas radica en su capacidad de garantizar un acabado uniforme, brillante y profesional, mejorar la estética, la funcionalidad y la higiene de los utensilios, prolongar su vida útil, facilitar la limpieza y asegurar que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén u olla salga lista para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, consistencia y excelencia en cada pieza.
Si deseas, puedo desarrollar un modelo industrial completo y detallado de línea de pulido y acabado de sartenes y ollas, describiendo paso a paso todas las etapas desde la alimentación de las piezas, sujeción, pulido progresivo, control de temperatura, lubricación, manipulación robótica, inspección por visión artificial, transporte y embalaje final, incluyendo tipos de discos, pastas abrasivas, velocidades de operación, tiempos de ciclo por utensilio y control digital de parámetros, ofreciendo una visión completamente integral del flujo productivo optimizado desde la materia prima hasta el producto final listo para uso o distribución.
Pulidora automática para ollas y utensilios

Una pulidora automática para ollas y utensilios es un equipo industrial diseñado para optimizar, uniformar y mejorar el acabado superficial de los utensilios de cocina, asegurando que cada pieza presente una superficie lisa, brillante y uniforme que cumpla con los estándares de calidad y funcionalidad profesional. Este tipo de máquina se utiliza principalmente en fábricas de utensilios, talleres de restauración y líneas de mantenimiento de menaje, y está concebida para procesar grandes volúmenes de piezas de manera rápida, eficiente y consistente, eliminando imperfecciones, microrayaduras, rebabas y marcas de fabricación que puedan afectar la estética, la higiene o la durabilidad del utensilio. Las pulidoras automáticas modernas son capaces de trabajar con distintos materiales, como acero inoxidable, aluminio, cobre y utensilios multicapa, adaptándose a diferentes diámetros, alturas, grosores y geometrías de ollas, sartenes, cacerolas, cucharones, espátulas y otros utensilios de cocina, asegurando resultados homogéneos y reproducibles.
El funcionamiento de estas máquinas se basa en sistemas de discos o rodillos de pulido de alta calidad, fabricados con materiales como algodón, fieltro, sisal o fibras sintéticas especiales, combinados con pastas abrasivas de distintas granulometrías según el tipo de metal y el nivel de brillo requerido. La operación comienza con la alimentación automática de los utensilios mediante transportadores, tolvas o bandejas, que colocan cada pieza en la posición exacta frente a los discos de pulido. Sistemas de sujeción ajustables y sensores de geometría mantienen los utensilios estables durante todo el proceso, evitando movimientos que puedan generar imperfecciones o deformaciones y garantizando que cada superficie reciba la presión y el recorrido del abrasivo necesarios para obtener un acabado uniforme. Los parámetros de velocidad, presión, recorrido y tiempo de contacto se controlan digitalmente mediante PLC o sistemas CNC, lo que asegura resultados consistentes y reproducibles incluso en lotes grandes de producción.
El proceso de pulido se realiza de manera progresiva: inicialmente se aplican abrasivos más agresivos que eliminan rebabas, rayaduras y microdesniveles; posteriormente se emplean abrasivos finos y discos de acabado que generan superficies brillantes, homogéneas y resistentes a la corrosión, al desgaste y a la limpieza constante. Muchas máquinas incorporan sistemas de refrigeración mediante líquidos o aire para controlar la temperatura durante el pulido, evitando sobrecalentamientos que puedan afectar la estructura del metal o deformar ollas y sartenes. Este control térmico es crucial para preservar las propiedades mecánicas y la planicidad de los utensilios, garantizando durabilidad y un acabado profesional en cada ciclo.
Las versiones más avanzadas incluyen manipuladores robóticos de varios ejes que giran, inclinan y trasladan los utensilios entre estaciones de pulido, eliminando la intervención manual y aumentando la repetibilidad y uniformidad del acabado en todo el lote. Estos sistemas permiten controlar digitalmente la presión, velocidad, trayectoria y tiempo de contacto, asegurando que cada pieza reciba un tratamiento exacto y consistente. Además, los equipos incorporan sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación automática y limpieza interna, protegiendo tanto los componentes de la máquina como los utensilios procesados, y garantizando seguridad operativa, durabilidad y eficiencia energética.
En plantas industriales completamente automatizadas, las pulidoras se integran dentro de líneas que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, creando un flujo continuo de piezas con máxima eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de pulido, logrando resultados de calidad profesional sin necesidad de infraestructura industrial completa. También se han desarrollado modelos compactos o portátiles, ideales para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales.
El valor de una pulidora automática para ollas y utensilios radica en su capacidad de garantizar acabados uniformes, brillantes y profesionales, mejorar la estética, la funcionalidad y la higiene de los utensilios, prolongar su vida útil, facilitar la limpieza y asegurar que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y garantiza que cada olla, sartén o utensilio salga lista para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, consistencia y excelencia en cada pieza.
En la industria de utensilios de cocina, la pulidora automática para ollas y utensilios constituye un equipo estratégico para lograr acabados uniformes, precisos y de alta calidad en todo tipo de piezas metálicas, incluyendo sartenes, ollas, cacerolas, cazos, utensilios de cocina de acero inoxidable, aluminio, cobre o multicapa. Este tipo de máquina es fundamental en fábricas de utensilios, talleres de restauración y líneas de mantenimiento, ya que permite procesar grandes volúmenes de piezas de manera rápida, eficiente y consistente, asegurando que cada utensilio tenga una superficie lisa, brillante, homogénea y libre de rebabas, microrayaduras o imperfecciones que puedan afectar la estética, la higiene, la durabilidad o el rendimiento funcional. Su diseño está pensado para adaptarse a distintas formas, tamaños, diámetros y alturas de utensilios, incluyendo piezas con bordes redondeados, asas, bases planas o curvaturas especiales, lo que permite trabajar con gran variedad de geometrías sin comprometer la uniformidad del pulido. La operación de estas pulidoras comienza con la alimentación automática de los utensilios mediante transportadores, tolvas o bandejas que colocan cada pieza frente a los discos o rodillos de pulido con la orientación exacta necesaria para el proceso. Los sistemas de sujeción ajustables y los sensores de geometría garantizan que cada utensilio permanezca estable durante todo el ciclo, evitando movimientos que puedan generar marcas, deformaciones o irregularidades y asegurando que la presión aplicada, la trayectoria del disco y el tiempo de contacto sean precisos y uniformes en toda la superficie.
El pulido se realiza mediante discos o rodillos de alta calidad fabricados con materiales como algodón, fieltro, sisal o fibras sintéticas especiales, combinados con pastas abrasivas de distintas granulometrías según la dureza del material y el nivel de brillo requerido. En máquinas avanzadas, el proceso de pulido se realiza de manera progresiva, comenzando con abrasivos más gruesos que eliminan microdesniveles, marcas de fabricación o rebabas, seguido de abrasivos finos que generan un acabado espejo homogéneo, brillante, resistente a la corrosión, al desgaste y a la limpieza constante. Muchos equipos incorporan sistemas de refrigeración por líquido o aire que regulan la temperatura de las piezas durante todo el proceso, evitando sobrecalentamientos que puedan afectar la estructura metalúrgica o deformar utensilios delicados, garantizando la preservación de sus propiedades mecánicas, la planicidad y la resistencia al uso.
Las versiones más sofisticadas incluyen manipuladores robóticos de varios ejes que giran, inclinan y trasladan las piezas entre estaciones de pulido, eliminando la intervención manual, aumentando la repetibilidad, uniformidad y eficiencia del proceso en lotes grandes. Estos sistemas permiten controlar digitalmente parámetros como velocidad, presión, trayectoria, tiempo de contacto y ángulo de incidencia del disco sobre cada pieza, asegurando resultados consistentes y precisos. Además, estas pulidoras cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática de discos y componentes, protegiendo tanto la máquina como los utensilios, garantizando seguridad operativa, prolongando la vida útil de los equipos y optimizando el consumo energético.
En plantas de producción industrial, estas pulidoras se integran dentro de líneas completas que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen modelos semiautomáticos donde el operario coloca la pieza y la máquina realiza automáticamente los movimientos de pulido precisos, alcanzando acabados profesionales sin requerir infraestructura industrial completa. Asimismo, existen versiones compactas o portátiles de banco, indicadas para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales, permitiendo obtener un resultado uniforme y de alta calidad en cada pieza de manera confiable.
El valor de una pulidora automática para ollas y utensilios radica en su capacidad de garantizar un acabado uniforme, brillante y profesional, mejorar la estética y la funcionalidad de los utensilios, prolongar su vida útil, facilitar la limpieza, mantener la higiene y asegurar que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén, olla o utensilio salga listo para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable para fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, uniformidad, eficiencia y excelencia en cada pieza.
En la industria de utensilios de cocina, la pulidora automática para ollas y utensilios representa un componente estratégico fundamental para asegurar que cada pieza cumpla con los estándares más exigentes de calidad, funcionalidad, durabilidad y acabado estético. Este tipo de equipo está diseñado para trabajar con una gran variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, adaptándose a diferentes formas, diámetros, alturas, grosores y geometrías complejas, lo que permite procesar ollas, sartenes, cacerolas, cucharones, espátulas y otros utensilios de cocina con resultados completamente uniformes y reproducibles. Su función principal es eliminar microimperfecciones, rebabas, rayaduras de fabricación, marcas de repujado o embutición y pequeñas deformaciones, generando superficies completamente lisas y brillantes que no solo mejoran la estética, sino que facilitan la limpieza, aumentan la higiene, prolongan la vida útil de los utensilios y aseguran un desempeño óptimo en el uso diario y en entornos profesionales de cocina. La operación de estas máquinas comienza con la alimentación automática de los utensilios mediante transportadores, tolvas o bandejas que colocan cada pieza en la posición y orientación exacta frente a los discos o rodillos de pulido, mientras sistemas de sujeción ajustables y sensores de geometría detectan la forma, el ángulo y la posición de cada pieza, manteniéndola estable durante todo el ciclo para garantizar uniformidad y precisión en todo el proceso y evitando que se generen marcas o deformaciones por movimientos inadvertidos.
El pulido se realiza mediante discos o rodillos de alta calidad elaborados con materiales como algodón, fieltro, sisal o mezclas sintéticas especiales, que se combinan con pastas abrasivas de distintas granulometrías, seleccionadas según la dureza, composición y tipo de metal, así como el nivel de acabado deseado. En las máquinas más avanzadas, el proceso se ejecuta de manera progresiva: en la primera etapa, los abrasivos más agresivos eliminan microdesniveles, marcas de fabricación y rebabas; en la segunda etapa, se emplean abrasivos finos y discos de acabado que generan superficies lisas, uniformes, brillantes y resistentes a la corrosión, al desgaste y a los ciclos constantes de limpieza. Para preservar la estructura metalúrgica y la integridad de las piezas, muchas pulidoras incorporan sistemas de refrigeración mediante líquidos o aire que controlan la temperatura de los utensilios durante todo el proceso, evitando sobrecalentamientos que puedan deformar ollas, sartenes o utensilios más delicados, garantizando que cada pieza mantenga sus propiedades mecánicas, su planicidad y su resistencia al uso prolongado.
Las versiones industriales más sofisticadas integran manipuladores robóticos de varios ejes que giran, inclinan y trasladan los utensilios entre diferentes estaciones de pulido, eliminando la intervención manual, aumentando la repetibilidad, la uniformidad y la productividad en lotes grandes. Estos sistemas permiten un control digital total de parámetros como presión, velocidad, trayectoria y tiempo de contacto del disco con cada utensilio, asegurando que cada pieza reciba un tratamiento exacto y consistente. Además, las pulidoras automáticas cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática de discos y componentes, protegiendo tanto los utensilios como los mecanismos de la máquina, garantizando seguridad operativa, durabilidad de los equipos y eficiencia energética.
En plantas industriales totalmente automatizadas, estas pulidoras se integran dentro de líneas de producción completas que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial, pulido y acabado, transporte, clasificación y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas donde el operario coloca la pieza y la máquina realiza automáticamente los movimientos precisos de pulido, alcanzando acabados profesionales sin necesidad de infraestructura industrial completa. También se han desarrollado modelos compactos o portátiles de banco, ideales para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales, permitiendo obtener resultados profesionales de manera confiable en cada pieza.
El valor de una pulidora automática para ollas y utensilios radica en su capacidad de garantizar un acabado uniforme, brillante y profesional, mejorar la estética y funcionalidad de los utensilios, prolongar su vida útil, facilitar la limpieza y mantener la higiene, asegurando que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén, olla o utensilio salga lista para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, uniformidad, consistencia y excelencia en cada pieza.
En la industria de utensilios de cocina, la pulidora automática para ollas y utensilios se configura como un equipo esencial para lograr acabados precisos, uniformes y de alta calidad en toda la producción, desde ollas, sartenes y cacerolas hasta utensilios más pequeños como cucharones, espátulas y cucharas de cocina. Este tipo de maquinaria está concebida para trabajar con una gran variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, adaptándose a distintas formas, diámetros, alturas, grosores y geometrías complejas, lo que permite procesar piezas con resultados consistentes y reproducibles en cada ciclo. La función principal de la pulidora automática es eliminar microimperfecciones, rebabas, rayaduras de fabricación, marcas de repujado, embutición o mecanizado, así como pequeñas deformaciones que puedan afectar la funcionalidad, la estética o la higiene de los utensilios, generando superficies completamente lisas, brillantes, homogéneas y resistentes al desgaste, la corrosión y los ciclos repetidos de limpieza industrial.
El funcionamiento de estas máquinas comienza con la alimentación automática de los utensilios mediante transportadores, tolvas o bandejas, que colocan cada pieza en la posición y orientación exacta frente a los discos o rodillos de pulido. Sistemas de sujeción ajustables y sensores de geometría mantienen los utensilios estables durante todo el proceso, asegurando que la presión, la velocidad y el recorrido de los discos sean uniformes y evitando movimientos que puedan generar imperfecciones, deformaciones o marcas no deseadas. La operación se realiza generalmente bajo control digital mediante PLC o sistemas CNC, permitiendo reproducir parámetros exactos de pulido y acabado en todos los lotes, independientemente de la cantidad de piezas procesadas o de su complejidad geométrica.
El pulido se lleva a cabo mediante discos o rodillos de alta calidad fabricados con materiales como algodón, fieltro, sisal o fibras sintéticas especiales, combinados con pastas abrasivas de diferentes granulometrías que se seleccionan según la dureza del metal, el tipo de utensilio y el nivel de brillo deseado. En las pulidoras más avanzadas, el proceso se realiza de manera progresiva: primero se aplican abrasivos más agresivos para eliminar rebabas, rayaduras, microdesniveles y marcas de fabricación; posteriormente, se utilizan abrasivos finos y discos de acabado que generan superficies lisas, homogéneas, brillantes y resistentes a la corrosión, al desgaste y a la limpieza constante. Muchas máquinas incluyen sistemas de refrigeración por líquidos o aire que regulan la temperatura de los utensilios durante todo el ciclo, evitando sobrecalentamientos que puedan afectar la estructura metalúrgica, deformar ollas o sartenes y comprometer la durabilidad y la resistencia de los utensilios. Este control térmico asegura que cada pieza conserve sus propiedades mecánicas y su planicidad, manteniendo la uniformidad y calidad del acabado en cada ciclo de producción.
Las pulidoras automáticas más sofisticadas incorporan manipuladores robóticos de varios ejes que giran, inclinan y trasladan los utensilios entre diferentes estaciones de pulido, eliminando la intervención manual, aumentando la repetibilidad, uniformidad y eficiencia del proceso en lotes grandes y complejos. Estos sistemas permiten controlar digitalmente parámetros como velocidad, presión, trayectoria, tiempo de contacto y ángulo de incidencia de los discos sobre cada pieza, asegurando que cada utensilio reciba un tratamiento exacto y consistente, independientemente de su tamaño o forma. Además, las máquinas están equipadas con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática de discos y componentes, protegiendo tanto los utensilios como los mecanismos de la máquina y garantizando seguridad operativa, prolongando la vida útil del equipo y optimizando el consumo energético.
En plantas de producción industrial, estas pulidoras se integran dentro de líneas completas que incluyen corte, estampado, embutición, repujado, rectificado previo, inspección por visión artificial, pulido, acabado, transporte, clasificación y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen versiones semiautomáticas en las que el operario coloca la pieza y la máquina realiza automáticamente los movimientos de pulido precisos, alcanzando acabados profesionales sin requerir infraestructura industrial completa. También existen modelos compactos o portátiles de banco, ideales para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales, permitiendo obtener resultados profesionales, brillantes y homogéneos en cada utensilio.
El valor de una pulidora automática para ollas y utensilios radica en su capacidad de garantizar un acabado uniforme, brillante y profesional, mejorar la estética y funcionalidad de los utensilios, prolongar su vida útil, facilitar la limpieza y mantener la higiene, asegurando que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén, olla o utensilio salga listo para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, uniformidad, consistencia y excelencia en cada pieza.
Máquina amoladora para ollas y utensilios
Una máquina amoladora para ollas y utensilios es un equipo industrial diseñado para restaurar, perfeccionar y mantener el borde y la superficie de los utensilios de cocina, asegurando que cada pieza tenga un acabado uniforme, preciso y seguro para su uso. Estas máquinas se utilizan en fábricas de utensilios, talleres de restauración y servicios de mantenimiento de menaje, y permiten procesar grandes volúmenes de piezas de manera eficiente y consistente, eliminando rebabas, bordes irregulares, marcas de fabricación y pequeñas imperfecciones que puedan afectar la funcionalidad, la estética o la seguridad del utensilio. Están concebidas para trabajar con una amplia variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, adaptándose a diferentes tamaños, diámetros, grosores y geometrías, lo que permite procesar ollas, sartenes, cacerolas, cazos y otros utensilios con resultados uniformes y reproducibles.
El funcionamiento de la amoladora se basa en discos o muelas abrasivas de alta calidad, fabricadas con materiales resistentes como óxido de aluminio, carburo de silicio o mezclas especiales de abrasivos que permiten remover material de manera controlada sin dañar la pieza. La operación puede ser completamente automática, semiautomática o manual, dependiendo del modelo y la capacidad de producción, y suele incluir sistemas de alimentación automática que colocan los utensilios frente a las muelas o discos de corte y pulido, asegurando que cada pieza reciba el mismo tratamiento. Sistemas de sujeción ajustables y sensores de geometría mantienen los utensilios en posición, evitando movimientos que puedan generar bordes desiguales, rayaduras o deformaciones. La presión, velocidad y tiempo de contacto se regulan digitalmente en modelos avanzados mediante PLC o control CNC, garantizando uniformidad y precisión en cada ciclo de trabajo.
El proceso de amolado puede incluir varias etapas: inicialmente se realiza un desbaste que elimina rebabas, irregularidades y microdesniveles, seguido de un amolado más fino que suaviza los bordes y superficies, dejando un acabado uniforme y seguro. En algunos modelos, el amolado se combina con pulido para obtener una superficie brillante y homogénea, resistente al desgaste, a la corrosión y a los ciclos de limpieza frecuentes. Muchas máquinas incorporan sistemas de refrigeración por aire o líquidos que regulan la temperatura de las piezas durante el proceso, evitando sobrecalentamientos que puedan deformar utensilios delicados o afectar la estructura del metal, garantizando la durabilidad y calidad del acabado.
Las máquinas amoladoras automáticas más sofisticadas incluyen manipuladores robóticos que giran, inclinan y trasladan los utensilios entre estaciones de amolado y pulido, eliminando la intervención manual, aumentando la eficiencia, la repetibilidad y la uniformidad en todo el lote. Estos sistemas permiten un control preciso de todos los parámetros de trabajo, incluyendo velocidad, presión, trayectoria y tiempo de contacto, asegurando que cada pieza reciba un tratamiento exacto y consistente. Además, incorporan sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática de los componentes, protegiendo tanto los utensilios como la máquina, y garantizando seguridad operativa, durabilidad y eficiencia energética.
En plantas industriales, estas amoladoras se integran en líneas de producción que incluyen corte, estampado, embutición, repujado, rectificado, amolado, pulido, inspección por visión artificial y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, control de calidad y uniformidad. Para talleres medianos o semiprofesionales, existen modelos semiautomáticos o compactos que permiten colocar los utensilios manualmente, mientras la máquina realiza automáticamente los movimientos de amolado y pulido, alcanzando resultados profesionales sin necesidad de infraestructura industrial completa.
El valor de una máquina amoladora para ollas y utensilios radica en su capacidad de garantizar bordes y superficies uniformes, seguros y profesionales, mejorar la estética y funcionalidad de los utensilios, prolongar su vida útil, facilitar la limpieza y mantener la higiene, asegurando que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén, olla o utensilio salga listo para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, uniformidad y excelencia en cada pieza.
En la industria de utensilios de cocina, la máquina amoladora automática para ollas y utensilios representa un equipo esencial para garantizar la uniformidad, precisión y calidad de cada pieza fabricada o restaurada, integrando procesos de desbaste, amolado fino y pulido en un ciclo continuo que asegura acabados profesionales en grandes volúmenes de producción. Este tipo de máquina está diseñada para adaptarse a una amplia variedad de materiales, incluyendo acero inoxidable, aluminio, cobre y utensilios multicapa, así como a diferentes formas, diámetros, alturas, grosores y geometrías complejas, lo que permite procesar ollas, sartenes, cacerolas, cazos, cucharones, espátulas y otros utensilios de cocina con resultados homogéneos y reproducibles. Su función principal es eliminar rebabas, irregularidades, rayaduras de fabricación, marcas de repujado o embutición, así como pequeñas deformaciones que puedan afectar la funcionalidad, la seguridad, la higiene o la estética de los utensilios, generando superficies lisas, brillantes y resistentes al desgaste, a la corrosión y a los ciclos repetidos de limpieza industrial.
El funcionamiento de la máquina se basa en discos o muelas abrasivas de alta calidad, fabricadas con materiales resistentes como óxido de aluminio, carburo de silicio o mezclas especiales de abrasivos que permiten remover material de manera controlada sin comprometer la estructura del utensilio. La alimentación de los utensilios puede ser automática, semiautomática o manual, dependiendo del modelo y la capacidad de producción, y suele incluir transportadores, tolvas o bandejas que posicionan cada pieza frente a los discos o muelas de manera precisa. Sistemas de sujeción ajustables y sensores de geometría mantienen los utensilios estables durante todo el ciclo, evitando movimientos que puedan generar bordes desiguales, rayaduras o deformaciones. Los parámetros de velocidad, presión, trayectoria y tiempo de contacto se controlan digitalmente mediante PLC o sistemas CNC en los modelos avanzados, garantizando uniformidad y precisión en cada pieza, independientemente de su tamaño o complejidad.
El proceso de amolado se realiza en varias etapas: primero, un desbaste inicial elimina rebabas, microdesniveles y marcas de fabricación; luego, un amolado más fino suaviza los bordes y superficies, dejando un acabado seguro y uniforme; finalmente, muchas máquinas combinan el amolado con pulido progresivo, utilizando abrasivos finos y discos de acabado que generan superficies brillantes, homogéneas y resistentes a la corrosión, al desgaste y a la limpieza frecuente. Para preservar la integridad de las piezas, las máquinas incorporan sistemas de refrigeración por aire o líquidos que regulan la temperatura durante el ciclo, evitando sobrecalentamientos que puedan deformar ollas, sartenes o utensilios delicados y asegurando que cada pieza mantenga sus propiedades mecánicas, planicidad y resistencia al uso prolongado.
Las máquinas amoladoras automáticas más avanzadas incluyen manipuladores robóticos de varios ejes que giran, inclinan y trasladan los utensilios entre diferentes estaciones de amolado y pulido, eliminando la intervención manual, aumentando la repetibilidad, uniformidad y eficiencia del proceso en lotes grandes. Estos sistemas permiten un control digital preciso de todos los parámetros de trabajo, incluyendo velocidad, presión, trayectoria, tiempo de contacto y ángulo de incidencia del disco o muela sobre cada pieza, asegurando que cada utensilio reciba un tratamiento exacto y consistente. Adicionalmente, estas máquinas cuentan con sistemas de aspiración de polvo y partículas metálicas, sensores de vibración y temperatura, lubricación y limpieza automática de discos y componentes, protegiendo tanto los utensilios como los mecanismos de la máquina, garantizando seguridad operativa, prolongando la vida útil del equipo y optimizando el consumo energético.
En plantas industriales, estas amoladoras se integran dentro de líneas completas de producción que incluyen corte, estampado, embutición, repujado, rectificado, amolado, pulido, inspección por visión artificial, transporte, clasificación y embalaje automático, logrando un flujo continuo de piezas con máxima eficiencia, uniformidad y control de calidad en todas las etapas. Para talleres medianos o semiprofesionales existen modelos semiautomáticos donde el operario coloca la pieza y la máquina realiza automáticamente los movimientos de amolado y pulido, alcanzando acabados profesionales sin requerir infraestructura industrial completa. También existen modelos compactos o portátiles de banco, ideales para restauración, mantenimiento o producción limitada, que aplican los mismos principios de control de abrasión y acabado uniforme, aunque con menor capacidad que los equipos industriales, permitiendo obtener resultados profesionales y brillantes en cada utensilio de manera confiable.
El valor de una máquina amoladora para ollas y utensilios radica en su capacidad de garantizar bordes y superficies uniformes, seguros y profesionales, mejorar la estética, funcionalidad e higiene de los utensilios, prolongar su vida útil, facilitar la limpieza y asegurar que cada pieza cumpla con los estándares más exigentes de calidad industrial. La automatización reduce errores humanos, acelera la producción y asegura que cada sartén, olla o utensilio salga listo para su uso inmediato o para etapas posteriores de inspección, embalaje y distribución, consolidando a este tipo de equipo como una herramienta indispensable en fábricas de utensilios, talleres de restauración y servicios de cocina que buscan maximizar productividad, uniformidad, consistencia y excelencia en cada pieza.
La máquina amoladora para ollas y utensilios no solo cumple la función de desbastar y pulir, sino que se convierte en un elemento fundamental dentro de toda la cadena de producción de menaje de cocina. Su aporte radica en la capacidad de transformar un objeto semiterminado, que todavía presenta rebabas, irregularidades superficiales, marcas de estampado o embutición, en un producto final con acabados estéticos y funcionales de alto nivel. Esto es posible gracias a la integración de tecnologías de abrasión controlada, discos de pulido progresivo y sistemas automáticos de posicionamiento y sujeción que permiten trabajar piezas de diferentes tamaños y geometrías de manera uniforme. En una sartén, por ejemplo, el amolado elimina los restos de soldadura en las uniones o las marcas de la prensa, mientras que en una olla de acero inoxidable suaviza los bordes superiores y asegura que el acabado externo sea brillante, liso y fácil de limpiar.
La operación de estas máquinas parte del concepto de repetibilidad, es decir, la capacidad de obtener exactamente el mismo resultado en cada pieza sin importar el tamaño del lote de producción. En la industria del menaje de acero inoxidable o aluminio, la consistencia del acabado es determinante, ya que los utensilios terminados no solo deben tener la misma apariencia visual, sino también cumplir con estándares de seguridad e higiene. Las amoladoras automáticas incorporan por ello control digital de parámetros, con sistemas PLC o CNC que regulan la velocidad de giro de los discos, la presión aplicada, el tiempo de contacto y la trayectoria exacta que sigue la muela o el cabezal abrasivo sobre cada pieza. Estos parámetros se programan en función del material y el tipo de utensilio, y una vez optimizados, garantizan que cada sartén, cacerola o cucharón reciba el mismo tratamiento.
En la práctica, el proceso suele dividirse en varias fases dentro de una misma máquina o en una línea compuesta por diferentes estaciones. En la primera fase, el desbaste elimina material sobrante y deja la superficie uniforme; en la segunda fase, un amolado más fino se ocupa de suavizar la textura y preparar el utensilio para el pulido; finalmente, se utilizan discos de fieltro, algodón o fibras especiales junto con compuestos abrasivos que logran un acabado brillante o satinado, dependiendo de las especificaciones. Este flujo es especialmente relevante en ollas y sartenes de acero inoxidable, donde la calidad del brillo es un factor de venta, pero también en utensilios de aluminio anodizado o cobre, donde el control de la superficie es esencial para la durabilidad y la presentación estética.
Un aspecto crítico en el diseño de estas máquinas es la refrigeración durante el proceso de amolado. El contacto continuo entre la muela abrasiva y el metal genera calor, lo que puede provocar deformaciones, cambios de coloración o alteraciones en las propiedades del material. Por ello, los equipos modernos integran sistemas de refrigeración por aire o líquido que mantienen estable la temperatura de la superficie, evitando que la estructura del utensilio se vea comprometida. A esto se suman sistemas de aspiración y filtrado que eliminan partículas metálicas y polvo abrasivo, garantizando tanto la seguridad del operario como la limpieza del entorno de trabajo.
Las amoladoras automáticas más avanzadas incluyen además manipuladores robóticos de varios ejes que sostienen, giran e inclinan las piezas frente a los discos de amolado y pulido. Este tipo de integración permite que una misma máquina procese utensilios de formas complejas sin necesidad de ajustes manuales constantes, reduciendo los tiempos de preparación y aumentando la productividad. Gracias a esta tecnología, es posible trabajar con lotes grandes en ciclos continuos de producción, manteniendo siempre un alto grado de precisión. En los modelos industriales de gran capacidad, la alimentación y extracción de utensilios se realiza mediante cintas transportadoras o sistemas de bandejas automáticas que colocan cada pieza en la posición exacta, enlazando la amoladora con otras etapas del proceso como estampado, embutición, anodizado o empaquetado.
El valor de este tipo de máquinas no se limita al ámbito industrial, pues existen también versiones compactas o semiautomáticas que se emplean en talleres medianos o incluso en empresas que se dedican a la restauración y reacondicionamiento de utensilios usados. En esos casos, aunque la producción es más reducida, se mantiene el principio de uniformidad y calidad en los acabados, aplicando los mismos tipos de abrasivos y discos pero con un control más directo por parte del operario. Esta versatilidad hace que las amoladoras automáticas se adapten tanto a una línea de producción en serie como a un entorno de menor escala.
La gran ventaja de una máquina amoladora para ollas y utensilios reside en que aporta valor en todas las dimensiones del producto final: mejora la estética al lograr superficies brillantes y homogéneas, asegura la higiene al eliminar imperfecciones que podrían acumular residuos, aumenta la durabilidad al suavizar bordes que de otro modo se deformarían con el uso, y garantiza la seguridad del usuario al ofrecer utensilios libres de rebabas o aristas cortantes. Además, la automatización reduce costos operativos, incrementa la velocidad de producción y minimiza la dependencia de mano de obra especializada, asegurando resultados consistentes incluso en grandes volúmenes.
La máquina amoladora para ollas y utensilios utiliza un conjunto de herramientas abrasivas diseñadas para tratar la superficie metálica de manera progresiva hasta alcanzar un acabado de alta calidad. El principio fundamental de su funcionamiento radica en la eliminación controlada de material mediante fricción, empezando con discos o bandas de grano grueso que corrigen irregularidades y rebabas y continuando con abrasivos más finos que afinan la textura y preparan la pieza para el pulido. En utensilios de acero inoxidable, por ejemplo, se suelen emplear abrasivos de óxido de aluminio en granulometrías que van desde un grano 60 o 80 en la fase inicial de desbaste, hasta un grano 400 o incluso 600 en fases de acabado previo al pulido. El óxido de aluminio es elegido por su dureza y durabilidad, así como por la estabilidad térmica que ofrece durante el contacto prolongado con el metal. En cambio, para utensilios de aluminio, más blandos y propensos a rayarse, se opta por carburo de silicio en granos más finos, que permiten obtener superficies lisas sin generar marcas profundas. En el caso de ollas o sartenes de cobre, se requieren abrasivos más delicados para no alterar el aspecto del material, combinando granulometrías medias con discos de fieltro impregnados en compuestos pastosos que aportan brillo y protección superficial.
Una parte fundamental de estas máquinas es la automatización del cambio de herramientas y la regulación de la presión aplicada en cada etapa. La presión de contacto entre el disco abrasivo y la superficie del utensilio debe ser uniforme, ya que un exceso puede generar surcos, pérdida de material o deformación, mientras que una presión insuficiente no produce la acción de desbaste necesaria. Los modelos más modernos incorporan sensores de carga y actuadores neumáticos o hidráulicos que ajustan de manera automática esta presión, adaptándola a la resistencia del material y a la geometría de cada pieza. Esto cobra especial importancia en sartenes con recubrimientos o en utensilios con bordes complejos, donde la máquina debe mantener un equilibrio entre la agresividad del amolado y la delicadeza del pulido.
El pulido, que constituye la fase final del proceso, se logra mediante discos de algodón, fieltro o materiales sintéticos flexibles que se combinan con compuestos abrasivos en pasta o barra. Estos compuestos contienen partículas microscópicas de óxido de cromo, alúmina o diamante industrial, que logran un nivel de brillo espejo o satinado según se requiera. En la producción de ollas y sartenes de acero inoxidable de gama alta, se suele aplicar un pulido espejo que aumenta el valor estético y transmite sensación de calidad, mientras que en piezas de uso intensivo, como cazuelas de aluminio, se prefiere un acabado satinado que disimula rayaduras superficiales y prolonga la vida útil del producto. El resultado del pulido no solo tiene un impacto visual, sino que también mejora la higiene, ya que las superficies lisas reducen la acumulación de residuos y facilitan la limpieza posterior en la cocina.
Otro aspecto técnico clave es la disipación del calor generado durante el proceso. Al trabajar de manera continua con superficies metálicas, la fricción produce temperaturas elevadas que podrían comprometer las propiedades mecánicas del utensilio, sobre todo en el caso del aluminio, que es sensible a la deformación térmica. Por esta razón, las amoladoras automáticas integran sistemas de refrigeración por líquido o aire comprimido que estabilizan la temperatura y evitan la decoloración superficial del acero inoxidable, así como la aparición de tensiones internas que puedan afectar la resistencia del utensilio. Al mismo tiempo, los sistemas de aspiración y filtrado eliminan partículas de polvo y restos de abrasivo, manteniendo un entorno limpio y seguro tanto para el operario como para los equipos cercanos.
La tendencia en la industria apunta hacia la integración de sistemas robóticos de manipulación que permiten que las piezas sean sujetadas y giradas en ángulos exactos frente a los discos abrasivos y de pulido. De este modo, cada zona del utensilio recibe el mismo tratamiento, garantizando uniformidad en toda la superficie. Esto es especialmente útil en utensilios con formas complejas, como cacerolas profundas, sartenes con bordes redondeados o recipientes con asas soldadas, donde la máquina necesita adaptarse a curvaturas y uniones. La combinación de control numérico con robótica permite que una misma máquina pueda programarse para procesar diferentes modelos sin necesidad de largos tiempos de ajuste, lo que incrementa la flexibilidad y productividad en fábricas de menaje que trabajan con catálogos variados.
En el aspecto económico, estas máquinas representan una inversión que se amortiza con rapidez en plantas de producción en serie, pues reducen la dependencia de mano de obra especializada y permiten mantener un estándar de calidad elevado en grandes volúmenes. En talleres medianos o en líneas de producción de menor escala, existen versiones semiautomáticas que permiten al operario guiar el utensilio mientras la máquina controla la velocidad y la presión de los abrasivos. Esto mantiene un equilibrio entre la intervención humana y la automatización, ofreciendo resultados consistentes pero con menor inversión inicial.
Toda esta tecnología aplicada al amolado y pulido de ollas y utensilios se traduce en productos que no solo cumplen con exigencias estéticas del mercado, sino también con requerimientos normativos relacionados con seguridad alimentaria, ergonomía y durabilidad. La máquina amoladora se convierte así en un eslabón imprescindible en la fabricación moderna de menaje de cocina, aportando precisión, eficiencia y valor añadido a cada pieza que pasa por ella.
Amoladora automática para ollas, cacerolas y sartenes
La amoladora automática para ollas, cacerolas y sartenes es un equipo diseñado para mecanizar y perfeccionar superficies metálicas de menaje de cocina mediante abrasión controlada y procesos de pulido de alta precisión. Estas máquinas trabajan con discos abrasivos, bandas de lija, cepillos metálicos o fieltros pulidores que eliminan rebabas, suavizan bordes, corrigen deformaciones y dan un acabado uniforme y brillante a cada pieza. En la industria del acero inoxidable, del aluminio o del cobre, se han convertido en una herramienta indispensable porque permiten conseguir superficies lisas, libres de imperfecciones, con un acabado estético de calidad superior que mejora no solo la apariencia del utensilio, sino también su higiene y su durabilidad.
El principio de funcionamiento de una amoladora automática está basado en la combinación de fuerza controlada, rotación de alta velocidad y movimiento programado de la pieza frente al abrasivo. A diferencia de una amoladora manual, que depende de la destreza del operario, la versión automática integra sistemas de control numérico que regulan la velocidad de giro, la presión de contacto y el recorrido exacto sobre la superficie. Gracias a ello, ollas profundas, sartenes anchas y cacerolas con geometrías complejas pueden recibir un tratamiento uniforme, evitando defectos como marcas circulares, sobrecalentamientos o zonas sin pulir. Los sistemas modernos incluso permiten programar parámetros específicos para cada tipo de metal, ya que el acero inoxidable requiere más agresividad en la fase inicial y un pulido espejo en la fase final, mientras que el aluminio demanda un trabajo más suave con granos finos para evitar rayaduras visibles.
En términos técnicos, estas máquinas trabajan en varias fases: primero, el desbaste con abrasivos de grano grueso para corregir imperfecciones de soldadura, uniones de asas o marcas de prensado; luego, el afinado con discos de grano medio o fino que dejan la superficie preparada para el pulido; y finalmente, el pulido con discos de fieltro o algodón impregnados en pastas abrasivas que aportan brillo satinado o espejo según lo requiera el cliente. En algunos modelos se añaden fases intermedias de microacabado, donde se utilizan compuestos abrasivos con partículas microscópicas de óxido de cromo o diamante industrial que generan un acabado premium. Todo el proceso está automatizado y controlado por sensores que miden la presión, la vibración y la temperatura, garantizando resultados constantes y evitando deformaciones térmicas en el metal.
Uno de los elementos más valorados en las amoladoras automáticas para menaje es su sistema de manipulación de piezas. Las ollas y cacerolas, al tener formas curvas y profundidades diferentes, requieren ser sujetadas y giradas con precisión frente a los abrasivos. Por esta razón, muchas de estas máquinas incluyen brazos robóticos, platos giratorios o mordazas neumáticas que sujetan el utensilio y lo hacen rotar en ángulos programados, asegurando que todas las superficies, interiores y exteriores, reciban el mismo nivel de tratamiento. En el caso de los sartenes, donde la base debe ser perfectamente plana para garantizar una buena transmisión de calor en la cocina, la máquina se programa para mantener una presión uniforme en esa zona crítica, evitando irregularidades que podrían afectar su rendimiento en uso cotidiano.
Además de la eficiencia productiva, estas amoladoras automáticas incorporan sistemas de seguridad y limpieza que son vitales en entornos industriales. Los sistemas de aspiración eliminan partículas de polvo metálico y residuos abrasivos, protegiendo tanto al equipo como a los trabajadores y garantizando un entorno de trabajo más saludable. Los sistemas de refrigeración, por aire o por líquido, mantienen las piezas en una temperatura controlada, evitando la decoloración del acero inoxidable y las deformaciones por exceso de calor en el aluminio. Estos detalles técnicos marcan la diferencia entre un proceso de pulido artesanal e irregular y un acabado industrial de alto nivel, con garantía de uniformidad en cada lote de producción.
En cuanto a su impacto en la industria del menaje, la amoladora automática se ha convertido en un factor decisivo para la competitividad de los fabricantes. Al reducir la dependencia de operarios especializados, se asegura una producción continua y homogénea, se disminuyen los tiempos de trabajo y se elevan los estándares de calidad. Esto permite que ollas, cacerolas y sartenes salgan de fábrica con un acabado profesional que responde a las expectativas del mercado actual, donde el diseño, la estética y la durabilidad son tan importantes como la funcionalidad. Por esa razón, tanto grandes plantas como talleres medianos están incorporando este tipo de máquinas, ya sea en líneas completamente automatizadas o en versiones semiautomáticas que complementan el trabajo manual.
La amoladora automática para ollas, cacerolas y sartenes es una de las máquinas más representativas en el ámbito del acabado del menaje metálico porque combina precisión mecánica, control programado y una capacidad de repetición que asegura resultados uniformes en grandes volúmenes de producción. Cuando una olla o un sartén sale de los procesos de embutición, estampado o soldadura, sus superficies presentan irregularidades, pequeñas rebabas, uniones visibles y texturas ásperas que no son aceptables para un producto final de calidad. Aquí es donde entra la amoladora automática, que a través de abrasivos de distintas granulometrías y fases sucesivas de trabajo consigue transformar una superficie cruda y sin atractivo en una pieza lista para el mercado, con un aspecto brillante, liso y completamente uniforme. Este proceso no es meramente estético, sino también funcional, porque una superficie bien pulida facilita la limpieza del utensilio, evita la acumulación de bacterias en microfisuras y prolonga la vida útil del material frente a la corrosión o al desgaste cotidiano.
El funcionamiento de estas máquinas se basa en la interacción controlada entre los discos abrasivos de alta velocidad y las superficies metálicas de los utensilios, pero lo que las distingue frente a sistemas manuales es la integración de automatismos que gestionan la presión de contacto, la velocidad de giro, el tiempo de exposición y los ángulos de trabajo. De esta manera se evita que una olla tenga una zona más pulida que otra, que un sartén presente rayas visibles en la base o que una cacerola profunda tenga zonas interiores mal tratadas. Los modelos más avanzados incorporan sistemas de control numérico que permiten programar recetas de trabajo diferentes para cada tipo de utensilio, ajustando los parámetros en función del diámetro, la profundidad, el tipo de metal y el acabado deseado. Esto significa que un mismo equipo puede trabajar en la producción de sartenes de aluminio anodizado, ollas de acero inoxidable y cacerolas de cobre con ajustes específicos que garantizan la mejor calidad en cada caso.
El ciclo de trabajo se desarrolla en varias fases progresivas. En una primera etapa se aplica un desbaste con discos de grano grueso que eliminan imperfecciones, marcas de soldadura o líneas de estampado. A continuación se procede a una fase de afinado con abrasivos de grano medio que van uniformizando la textura y eliminando las huellas del desbaste inicial. Posteriormente, se pasa al pulido propiamente dicho, donde discos de fieltro o algodón impregnados con pastas abrasivas van generando el brillo final, que puede ser satinado o espejo según la exigencia del cliente o la aplicación del producto. En algunos procesos industriales se agrega una fase final de microacabado, que utiliza compuestos con partículas muy finas, incluso en escala micrométrica, para lograr una reflectividad superior y un aspecto premium. Cada fase está cronometrada y supervisada por sensores que miden la presión y la temperatura de la superficie, evitando daños como deformaciones térmicas o alteraciones en el color del acero.
Otro aspecto fundamental en estas amoladoras automáticas es el sistema de manipulación de las piezas. Debido a que los utensilios de cocina no son superficies planas y uniformes, sino que tienen curvas, asas, fondos reforzados y diferentes profundidades, resulta imprescindible sujetarlos y girarlos con la máxima precisión durante el proceso. Por esta razón, las máquinas suelen contar con mordazas neumáticas, brazos robóticos o plataformas giratorias que colocan y rotan cada pieza frente a los abrasivos en trayectorias programadas. Esto garantiza que tanto el interior como el exterior de una olla queden tratados de manera uniforme, que el borde de un sartén tenga la misma suavidad en todo su perímetro y que la base de una cacerola presente un acabado regular que asegure su correcto rendimiento térmico. La combinación de movimientos controlados de la pieza y los abrasivos es lo que permite alcanzar un resultado imposible de lograr con procesos manuales a gran escala.
La automatización de la amoladora no solo aporta precisión y repetitividad, sino también seguridad y productividad. Los sistemas de aspiración incorporados eliminan las partículas de polvo metálico y residuos abrasivos generados durante el trabajo, creando un ambiente más limpio y reduciendo riesgos para los operarios. Al mismo tiempo, los sistemas de refrigeración controlan la temperatura tanto de los discos abrasivos como de la superficie metálica del utensilio, evitando deformaciones por calor o decoloraciones indeseadas, especialmente en el acero inoxidable que puede perder su aspecto si se sobrecalienta. Los sistemas modernos de control permiten además un mantenimiento preventivo del equipo, registrando el desgaste de los discos y avisando cuando es necesario un cambio, lo que asegura la continuidad del proceso sin tiempos muertos inesperados.
En la industria del menaje, el impacto de estas máquinas ha sido notable porque marcan la diferencia entre un producto estándar y uno de alta gama. El consumidor actual espera que sus ollas y sartenes no solo sean funcionales, sino también estéticamente atractivos y fáciles de limpiar. Gracias a la amoladora automática, los fabricantes pueden garantizar acabados consistentes en cada lote de producción, responder a las demandas de exportación que exigen estándares de calidad elevados y reducir costes al disminuir la dependencia del trabajo manual intensivo. Al mismo tiempo, la flexibilidad de estos equipos permite adaptarse a diseños más innovadores en utensilios de cocina, con formas y acabados especiales que antes resultaban demasiado costosos o complejos de realizar.
La amoladora automática para ollas, cacerolas y sartenes ha evolucionado como un punto clave en la modernización de la industria del menaje de cocina, porque reúne en un solo equipo la capacidad de mecanizar, uniformar y embellecer superficies metálicas que de otra forma requerirían una combinación de procesos manuales lentos, costosos y poco repetitivos. La esencia de su funcionamiento radica en el aprovechamiento de abrasivos industriales que, dispuestos en discos de diferentes granulometrías y durezas, van transformando la superficie metálica desde un estado inicial rugoso, con imperfecciones de embutición o soldadura, hasta un acabado final de calidad comercial que puede ser brillante espejo, satinado o incluso texturizado de acuerdo a las tendencias del mercado. El gran aporte de la automatización es que esta transformación se logra de manera constante y sin depender de la pericia de un operario, lo que asegura que una batería de sartenes idénticos conserve el mismo aspecto en cada pieza, que un lote de ollas de gran diámetro no muestre variaciones perceptibles en su brillo y que las cacerolas destinadas a exportación cumplan siempre con los mismos parámetros de calidad.
La aplicación de abrasivos no es un proceso lineal, sino una secuencia calibrada de etapas que combinan fuerza mecánica, presión controlada, velocidad angular y compuestos específicos que determinan el tipo de acabado. En la primera etapa los abrasivos más duros y gruesos eliminan rebabas, marcas de corte o soldaduras visibles, corrigiendo las imperfecciones propias del proceso de fabricación. Posteriormente se pasa a fases intermedias de afinado que uniformizan la textura superficial, corrigen microirregularidades y preparan el material para aceptar un pulido más delicado. Cuando la pieza alcanza un grado de uniformidad suficiente, entran en acción los discos de fieltro, algodón o sisal combinados con pastas abrasivas que contienen óxidos de aluminio, carburo de silicio o incluso compuestos diamantados en acabados de alta gama. Esta combinación genera una superficie brillante que refleja la luz de manera uniforme, creando la apariencia que los consumidores identifican con calidad y durabilidad. En algunos modelos de máquinas se incorpora una fase final de pulido con micropartículas en suspensión líquida, que permiten un acabado aún más fino y eliminan cualquier microarañazo residual.
El control de estas fases no sería posible sin la intervención de sistemas automáticos que regulan la presión de contacto entre la pieza y el disco, la velocidad de rotación de cada herramienta abrasiva, el tiempo de exposición de cada zona del utensilio y el ángulo de trabajo para llegar a superficies complejas como fondos cóncavos, bordes reforzados o interiores profundos de ollas de gran capacidad. Esta precisión es posible gracias a una combinación de sensores de presión, sistemas de retroalimentación electrónica y controladores numéricos que permiten programar recetas de trabajo para cada modelo de utensilio. Así, una olla de acero inoxidable de 20 cm no requiere el mismo tratamiento que una sartén de aluminio de 28 cm o que una cacerola con paredes dobles y fondo encapsulado, y sin embargo la misma máquina puede adaptarse a todas ellas cambiando los parámetros en su software de control. En las versiones más avanzadas, los brazos robóticos integrados manipulan las piezas sujetándolas con sistemas neumáticos o hidráulicos y desplazándolas con trayectorias programadas frente a los abrasivos, lo que garantiza que ninguna zona quede sin tratamiento y que el acabado sea absolutamente homogéneo.
La importancia de estos sistemas no se limita al aspecto visual del producto, sino también a su funcionalidad. Una superficie rugosa o mal acabada en el interior de una olla puede dificultar la limpieza, favorecer la acumulación de restos de alimentos o incluso alterar la transferencia térmica en el caso de los fondos de sartenes y cacerolas. Un acabado espejo, en cambio, ofrece una mayor resistencia a la corrosión, facilita la eliminación de residuos en el lavado y aumenta la vida útil del producto. Asimismo, los bordes pulidos reducen el riesgo de cortes accidentales y aportan una sensación de mayor calidad en el uso cotidiano. La uniformidad del pulido también es relevante para los fabricantes que aplican recubrimientos antiadherentes, ya que un soporte metálico sin imperfecciones garantiza una mejor adhesión y durabilidad de dichos recubrimientos.
En términos de producción, la introducción de amoladoras automáticas ha significado un cambio radical en la competitividad de las fábricas de menaje. Mientras que antes se dependía de trabajadores especializados que, de manera manual, pulían y abrillantaban cada pieza, ahora es posible obtener resultados equivalentes o superiores en una fracción del tiempo, con una repetitividad prácticamente perfecta y con una reducción notable en los costes de mano de obra directa. Además, la integración de sistemas de aspiración y filtración de polvo metálico ha mejorado las condiciones de seguridad y limpieza en los talleres, reduciendo los riesgos de inhalación de partículas y la acumulación de residuos peligrosos en el ambiente de trabajo. A esto se suma la implementación de sistemas de refrigeración que evitan el sobrecalentamiento del metal y de los abrasivos, lo que no solo preserva la integridad del utensilio sino también la vida útil de los discos de pulido y desbaste.
En un mercado cada vez más exigente, donde los consumidores valoran tanto la estética como la durabilidad y la facilidad de limpieza, las amoladoras automáticas para ollas, cacerolas y sartenes se han convertido en un eslabón indispensable de la cadena productiva. Permiten a los fabricantes atender grandes pedidos con estándares uniformes, responder a las normativas internacionales de calidad y explorar nuevas posibilidades de diseño sin comprometer la eficiencia de la producción. Más aún, abren la puerta a la personalización, ya que algunas líneas de máquinas permiten programar acabados específicos para series limitadas, como pulidos satinados, texturas circulares o patrones decorativos que diferencian un producto en un mercado saturado.
La amoladora automática para ollas, cacerolas y sartenes se convierte en un componente central cuando se piensa en la organización de una línea de producción industrial para menaje de cocina, porque no actúa como un elemento aislado sino como un eslabón que conecta los procesos iniciales de conformado con las etapas finales de acabado y envasado. En las plantas modernas, el flujo de fabricación empieza con el corte de discos de acero inoxidable o aluminio, luego el embutido profundo o progresivo que da forma a la olla o sartén, después el recorte y la calibración de bordes, y posteriormente una serie de operaciones intermedias que incluyen soldaduras, ensamblado de asas o aplicación de fondos encapsulados. Cada una de esas etapas deja huellas en el material: marcas de matrices, rebordes irregulares, líneas de unión, soldaduras visibles o zonas con tensiones superficiales. La amoladora automática está diseñada precisamente para eliminar, corregir y uniformar todas esas imperfecciones, convirtiendo un cuerpo en bruto en un producto con apariencia comercial atractiva, listo para recibir tratamientos adicionales como recubrimientos antiadherentes o anodizados.
El avance de la automatización ha permitido que estas máquinas trabajen en ciclos programados con tiempos precisos, de modo que una olla que ingresa a la estación de amolado pasa de inmediato por una secuencia de abrasivos progresivos que actúan sobre el exterior, los bordes superiores y, en algunos casos, el interior. Cada zona de la pieza requiere un tratamiento distinto: el fondo suele necesitar un desbaste más fuerte para eliminar marcas de soldadura del disco difusor de calor; las paredes laterales requieren un satinado uniforme que dé sensación de homogeneidad; y los bordes precisan de un pulido fino para evitar filos cortantes. Lo que en el trabajo manual dependía de la experiencia y la fuerza del operario, en la máquina automática se controla con servomotores, sistemas neumáticos de presión regulada y programas CNC que ajustan los parámetros según el modelo de utensilio cargado en la memoria. De esta manera, la misma máquina puede alternar entre una sartén de pequeño diámetro y una olla de gran capacidad sin más cambios que la configuración electrónica y los útiles de sujeción.
La incorporación de brazos robóticos en muchos de estos sistemas ha llevado la automatización a un nivel aún mayor. En lugar de depender de un operario que coloque manualmente cada pieza frente al abrasivo, el robot manipula los utensilios con pinzas, ventosas o garras adaptadas, los rota en diferentes ángulos y los desplaza a través de diferentes estaciones de trabajo. Así, se puede conseguir que el exterior de la olla reciba un acabado satinado mientras que los bordes superiores se pulen a espejo y el interior se uniformiza con discos especiales, todo dentro de un mismo ciclo sin intervención humana. Esta repetitividad no solo aumenta la calidad sino que reduce el desperdicio, porque cada pieza recibe exactamente la misma presión y tiempo de trabajo, evitando tanto el sobrepulido que adelgaza el material como el subpulido que deja defectos visibles.
La importancia del acabado en la percepción del consumidor es enorme. Un utensilio de cocina no es solo un objeto funcional; también es un artículo estético que ocupa un lugar visible en la cocina y que el cliente asocia con limpieza, durabilidad y diseño. Un brillo uniforme comunica calidad y confianza, un satinado elegante transmite sofisticación, y un interior pulido refleja practicidad al momento de limpiar y cocinar. Por eso los fabricantes destinan grandes inversiones en estas máquinas automáticas, porque saben que el acabado final puede ser el factor decisivo en la elección del cliente en un mercado lleno de alternativas. Más aún, un buen acabado es condición indispensable para otros procesos posteriores: los recubrimientos antiadherentes requieren superficies libres de irregularidades para adherirse correctamente, el anodizado necesita una textura uniforme para un color consistente, y los grabados láser de logotipos o diseños decorativos solo lucen bien en superficies previamente pulidas.
Desde la perspectiva de la eficiencia industrial, la introducción de amoladoras automáticas ha reducido drásticamente los tiempos de producción y la dependencia de operarios altamente especializados, lo que no significa desplazar al trabajador sino trasladar su función hacia tareas de supervisión, programación y control de calidad. Además, estas máquinas modernas suelen incluir sistemas de aspiración centralizada y filtros que capturan las partículas metálicas generadas durante el amolado, contribuyendo tanto a la seguridad laboral como al cumplimiento de normativas ambientales. A su vez, el control de temperatura durante el proceso mediante refrigeración líquida o aire forzado evita que el material se deforme o que los abrasivos se degraden antes de tiempo, prolongando la vida útil de los consumibles y reduciendo costes de operación.
La integración con otras fases de la línea de producción ha permitido configurar sistemas completos en los que, después de salir del embutido y recorte, las ollas pasan automáticamente al amolado, luego al lavado ultrasónico, más tarde al recubrimiento antiadherente y finalmente al ensamblado de asas y empaquetado. Este flujo continuo y automatizado no solo mejora la productividad, sino que asegura que cada pieza mantenga los mismos estándares desde el inicio hasta el final del proceso, eliminando variaciones que en el pasado eran inevitables cuando cada etapa dependía de trabajos manuales aislados.
En un escenario global donde los consumidores buscan productos que combinen diseño atractivo, resistencia y facilidad de uso, las amoladoras automáticas para ollas, cacerolas y sartenes representan un salto tecnológico indispensable. Sin ellas, los fabricantes difícilmente podrían competir en mercados internacionales ni mantener los niveles de uniformidad y volumen que hoy se exigen. Al mismo tiempo, abren la posibilidad de diversificar la producción, ya que las máquinas pueden programarse para generar diferentes acabados en función de la demanda: brillo espejo para mercados que valoran la apariencia reluciente, satinado mate para consumidores que prefieren un look moderno y sobrio, o incluso patrones decorativos aplicados con discos texturizados. Todo ello hace que esta tecnología no solo sea un medio de aumentar la eficiencia, sino también una herramienta estratégica de diferenciación en el mercado del menaje.
Amoladora automática para recipientes de cocina
La amoladora automática para recipientes de cocina es un equipo industrial diseñado para transformar piezas metálicas en productos terminados con acabados uniformes, lisos y visualmente atractivos, optimizando tanto la funcionalidad como la estética de ollas, cacerolas, sartenes y otros utensilios. Su principal función es eliminar imperfecciones producidas durante los procesos de corte, embutición, estampado o soldadura, como rebabas, marcas de matrices, bordes irregulares o microdeformaciones, dejando superficies planas, bordes suaves y bases perfectamente niveladas, lo que no solo mejora el aspecto final sino que también facilita la limpieza, previene acumulación de residuos y prolonga la vida útil de los utensilios. Este tipo de máquina se utiliza ampliamente en industrias que requieren estándares de calidad homogéneos, permitiendo que cada lote de recipientes salga con el mismo acabado profesional, independientemente del tamaño o el material de fabricación, ya sea acero inoxidable, aluminio, cobre o combinaciones multicapa.
El funcionamiento se basa en la aplicación progresiva de abrasivos de diferentes granulometrías que van desde un desbaste inicial con grano grueso para eliminar imperfecciones más evidentes, hasta pulidos intermedios y finales con discos de fieltro, algodón o compuestos abrasivos finos que logran un acabado satinado o espejo según los requerimientos del fabricante. La presión de contacto, la velocidad de giro, el ángulo de incidencia y el tiempo que la pieza permanece frente al abrasivo se controlan mediante sistemas electrónicos avanzados, generalmente con PLC o CNC, lo que garantiza repetibilidad y uniformidad en cada recipiente. Esta automatización permite procesar diferentes formas y tamaños sin intervención manual directa, adaptando parámetros específicos para ollas profundas, sartenes anchas o cacerolas con bordes reforzados.
Muchos modelos incorporan sistemas de sujeción y manipulación robótica, incluyendo brazos articulados o plataformas giratorias que permiten que los recipientes se roten, inclinen y desplacen frente a los discos de amolado y pulido con precisión milimétrica. Esta manipulación controlada asegura que tanto el interior como el exterior de cada utensilio reciban el mismo nivel de tratamiento, evitando áreas sin pulir o zonas con exceso de desgaste. Además, se integran sistemas de refrigeración y aspiración que controlan la temperatura del metal y eliminan partículas metálicas generadas durante el proceso, protegiendo tanto la pieza como al operario y al equipo, asegurando un entorno de trabajo limpio y seguro.
En la producción industrial, estas máquinas no solo mejoran la calidad y consistencia de los productos, sino que también incrementan la eficiencia al reducir tiempos de ciclo y la necesidad de intervención manual. La integración de la amoladora automática en líneas de fabricación completas permite que los recipientes pasen de la conformación y corte a desbaste, pulido, inspección, lavado y eventualmente recubrimientos como anodizado o antiadherentes de manera continua y automatizada. Esto asegura que cada pieza cumpla con estándares de calidad uniformes, aumenta la productividad, reduce desperdicios y minimiza errores humanos.
El acabado que proporciona la amoladora automática influye directamente en la percepción del consumidor y en el rendimiento funcional del utensilio. Una superficie lisa y brillante facilita la limpieza y evita la acumulación de residuos, mientras que un borde correctamente pulido disminuye riesgos de corte y mejora la ergonomía del utensilio. En utensilios de acero inoxidable de alta gama, se puede lograr un acabado espejo que aporta valor estético y resistencia a la corrosión, mientras que en sartenes y ollas de aluminio se busca un pulido satinado que combine apariencia y durabilidad. La precisión de la máquina también garantiza que los utensilios mantengan su geometría, asegurando que bases planas se ajusten correctamente a superficies de cocción y que las piezas encajen de manera uniforme en tapas o accesorios.
En resumen, la amoladora automática para recipientes de cocina representa una inversión estratégica para fabricantes que buscan combinar calidad, productividad y uniformidad en su producción. Permite procesar grandes volúmenes de utensilios con acabados profesionales, minimizando errores, optimizando recursos y garantizando que cada olla, sartén o cacerola cumpla con los estándares estéticos, funcionales y de seguridad requeridos en mercados competitivos. Su integración con sistemas robóticos, control digital y mecanismos de refrigeración y aspiración la convierte en un elemento indispensable en plantas de menaje modernas, donde el objetivo es ofrecer productos consistentes, duraderos y visualmente atractivos en cada ciclo de producción.
La amoladora automática para recipientes de cocina representa un avance tecnológico fundamental en la fabricación de menaje metálico porque permite controlar de manera precisa cada etapa del acabado de ollas, sartenes, cacerolas y otros utensilios, asegurando uniformidad, estética y funcionalidad sin depender de la intervención manual constante. El proceso comienza con la colocación de la pieza, que puede ser de acero inoxidable, aluminio, cobre o combinaciones multicapa, sobre sistemas de sujeción automáticos que garantizan su posición y estabilidad durante el mecanizado. Desde el primer momento, la máquina aplica abrasivos de grano grueso para eliminar imperfecciones importantes derivadas de embutición, soldadura o estampado, como rebabas, líneas de matriz o marcas de prensa, uniformando la superficie de manera controlada. Esta fase inicial, conocida como desbaste, es crítica porque determina la base sobre la que se desarrollarán las fases de afinado y pulido, y cualquier error aquí podría ser imposible de corregir en etapas posteriores.
Una vez que la superficie ha sido nivelada y los defectos mayores eliminados, la máquina procede a la fase de afinado, donde se utilizan abrasivos de grano medio que eliminan microirregularidades y suavizan la textura de la pieza. Esta etapa prepara la superficie para el pulido fino y asegura que la pieza tenga un acabado homogéneo. La precisión en esta fase se logra mediante sistemas de control digital, generalmente con PLC o CNC, que regulan la velocidad de los discos, la presión de contacto y el tiempo de exposición de cada zona de la pieza. La misma máquina puede ajustar estos parámetros automáticamente para adaptarse a diferentes tamaños y formas de utensilios, desde sartenes de gran diámetro hasta ollas profundas con asas soldadas, garantizando que cada superficie reciba el tratamiento adecuado sin intervención manual.
El pulido final es la fase en la que la pieza adquiere su aspecto definitivo. Se utilizan discos de fieltro, algodón o fibras sintéticas combinados con compuestos abrasivos finos que pueden contener partículas de óxido de aluminio, carburo de silicio o incluso diamante industrial en procesos de gama alta. Dependiendo del tipo de utensilio y del acabado deseado, se puede lograr un brillo espejo, un satinado elegante o una textura decorativa específica. La automatización permite que los brazos robóticos o las plataformas giratorias manipulen la pieza de manera que tanto el interior como el exterior, los bordes y el fondo reciban un pulido uniforme, evitando marcas, rayas o zonas sin tratar. En utensilios de acero inoxidable de alta gama, este pulido no solo proporciona atractivo visual, sino que también incrementa la resistencia a la corrosión y mejora la higiene al eliminar microfisuras donde podrían acumularse residuos.
Otro aspecto crítico del proceso es el control térmico. El contacto constante entre el abrasivo y la pieza genera fricción y, por tanto, calor, que podría deformar materiales blandos como el aluminio o afectar el color y las propiedades mecánicas del acero inoxidable. Por ello, las amoladoras automáticas modernas integran sistemas de refrigeración por aire o líquido que mantienen la temperatura de la pieza dentro de rangos seguros, garantizando que no se produzcan deformaciones ni cambios de color. Al mismo tiempo, sistemas de aspiración y filtrado eliminan partículas metálicas y polvo abrasivo, manteniendo un entorno de trabajo seguro y limpio, y evitando que las partículas afecten la calidad del acabado.
La integración de estas máquinas dentro de líneas completas de producción ha transformado la industria del menaje de cocina. Tras las fases de corte, embutición y recorte, las piezas ingresan al amolado y pulido automático, seguido de inspección, lavado ultrasónico, recubrimientos antiadherentes o anodizados y finalmente ensamblado de asas y empaquetado. Cada etapa se conecta de manera fluida, garantizando que cada utensilio mantenga los estándares de calidad desde el inicio hasta el final del proceso. Esta automatización reduce tiempos de ciclo, aumenta la capacidad de producción, minimiza desperdicios y permite ofrecer productos homogéneos incluso en lotes grandes.
El impacto de la amoladora automática no se limita a la eficiencia productiva, sino que también influye directamente en la percepción del consumidor. Un utensilio bien pulido transmite sensación de calidad, limpieza y durabilidad, mientras que un borde suave y uniforme mejora la seguridad y la ergonomía del producto. Los acabados satinados o espejados facilitan la limpieza y potencian la resistencia a la corrosión, mientras que las superficies planas y uniformes aseguran un contacto térmico óptimo en el caso de sartenes y cacerolas. Por todo esto, la amoladora automática se ha convertido en un elemento estratégico en plantas modernas de menaje, permitiendo no solo la producción masiva, sino también la personalización de acabados según tendencias de mercado o requisitos de clientes específicos.
Además, estas máquinas permiten la flexibilidad necesaria para procesar diferentes materiales y formas sin detener la producción. Una misma línea puede alternar entre acero inoxidable, aluminio anodizado y cobre, ajustando automáticamente parámetros de presión, velocidad y tipo de abrasivo. Esto facilita la diversificación de productos y la capacidad de responder rápidamente a nuevas demandas del mercado, sin comprometer la calidad ni la uniformidad de los utensilios. Las versiones avanzadas incluso permiten programar acabados decorativos, patrones de pulido o texturas superficiales especiales, convirtiendo a la amoladora automática no solo en un equipo de producción, sino en una herramienta de diferenciación y valor agregado para el fabricante.
La amoladora automática para recipientes de cocina constituye un componente esencial en la industria del menaje metálico moderno, ya que combina precisión mecánica, control digital avanzado y manipulación automatizada para ofrecer acabados uniformes y de alta calidad en ollas, cacerolas, sartenes y otros utensilios. Su funcionamiento se basa en un sistema secuencial de abrasión progresiva que comienza con desbaste, continúa con afinado y culmina en pulido fino, aplicando sobre cada pieza fuerzas, presiones y velocidades cuidadosamente calibradas para adaptarse a las características específicas del metal y del diseño de la pieza. En la fase de desbaste, los discos abrasivos de grano grueso eliminan rebabas, marcas de matrices y uniones de soldadura, nivelando la superficie y preparando la pieza para etapas posteriores; esta etapa es crítica porque cualquier irregularidad no corregida puede afectar la uniformidad del acabado final y comprometer la estética y funcionalidad del utensilio.
Tras el desbaste, se realiza el afinado mediante abrasivos de grano medio y fino que eliminan microimperfecciones y suavizan la textura, equilibrando la superficie y asegurando que esté lista para recibir el pulido. Esta fase utiliza discos y bandas abrasivas con granulometrías cuidadosamente seleccionadas según el material: en acero inoxidable se aplican gránulos más agresivos al inicio y progresivamente más finos, mientras que en aluminio se prefieren abrasivos suaves que eviten rayaduras y deformaciones. El control de presión, tiempo de contacto y velocidad de los discos se gestiona mediante sistemas CNC o PLC, lo que garantiza repetibilidad absoluta en cada ciclo y permite cambiar de un tipo de utensilio a otro ajustando automáticamente los parámetros sin necesidad de intervención manual.
El pulido final se realiza con discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos finos, que pueden contener óxido de aluminio, carburo de silicio o incluso partículas diamantadas en procesos de gama alta. Esta etapa define la apariencia final del utensilio, logrando acabados espejo, satinados o texturizados según el requerimiento del mercado o la estrategia de diferenciación del fabricante. La automatización permite que los brazos robóticos o plataformas giratorias manipulen cada recipiente, rotándolo e inclinándolo frente a los abrasivos para que el pulido sea uniforme en el exterior, interior, bordes y fondos, evitando marcas, surcos o zonas sin tratar. Esto es especialmente relevante en sartenes y cacerolas con bordes reforzados o asas soldadas, donde un pulido irregular podría afectar tanto la estética como la funcionalidad y la seguridad del producto.
El control térmico es otro aspecto clave: la fricción generada durante el proceso produce calor que puede deformar materiales blandos como el aluminio o alterar las propiedades del acero inoxidable. Por ello, las amoladoras automáticas modernas incorporan sistemas de refrigeración por aire o líquido que mantienen la temperatura dentro de rangos seguros, evitando deformaciones, decoloraciones y desgaste prematuro de los abrasivos. Al mismo tiempo, los sistemas de aspiración y filtrado eliminan partículas metálicas y polvo abrasivo, protegiendo la máquina, la pieza y al operario, y asegurando un entorno de trabajo limpio y seguro.
La integración de estas máquinas en líneas de producción completas ha transformado la industria del menaje, permitiendo que los recipientes pasen del embutido y recorte al desbaste, pulido, lavado, recubrimiento antiadherente o anodizado y finalmente al ensamblado y empaquetado, todo de manera continua y automatizada. Esta integración no solo garantiza la uniformidad y calidad de cada utensilio, sino que también incrementa la productividad, reduce desperdicios y minimiza errores humanos, asegurando que cada lote cumpla con los estándares de calidad más exigentes.
La amoladora automática también influye directamente en la percepción del consumidor y en la funcionalidad de los utensilios. Una superficie bien pulida facilita la limpieza, evita acumulación de residuos, incrementa la resistencia a la corrosión y mejora la ergonomía al reducir bordes cortantes. Además, las bases planas de sartenes y cacerolas tratadas uniformemente aseguran un contacto térmico óptimo durante la cocción, mientras que los acabados espejo o satinados mejoran el valor estético y la sensación de calidad que el cliente percibe al adquirir el producto. Estas características hacen que la amoladora automática no sea solo un equipo de producción, sino un instrumento estratégico de diferenciación en mercados competitivos.
Otro aspecto relevante es la flexibilidad que ofrece la máquina. Gracias a su programación y a los sistemas de control avanzados, es posible alternar entre distintos materiales y tamaños de utensilios sin necesidad de cambiar la configuración física de la máquina, simplemente ajustando los parámetros de presión, velocidad y tipo de abrasivo. Esto permite a los fabricantes diversificar la producción, alternando acero inoxidable, aluminio anodizado o cobre, y ofreciendo acabados diferentes como brillo espejo, satinado o texturas decorativas. La combinación de automatización, control preciso, manipulación robótica, refrigeración y sistemas de aspiración convierte a la amoladora automática en una pieza clave para optimizar eficiencia, calidad y flexibilidad, garantizando que cada recipiente de cocina salga de la línea con los estándares más altos posibles.
La amoladora automática para recipientes de cocina constituye un elemento fundamental en la modernización de la producción industrial de menaje metálico porque combina precisión mecánica, control digital, automatización de movimientos y adaptabilidad a distintos tipos de materiales y geometrías de utensilios, garantizando acabados uniformes y de alta calidad en ollas, sartenes, cacerolas y otros recipientes de cocina. Su función principal es transformar piezas crudas con imperfecciones resultantes de procesos de corte, embutición, estampado o soldadura en productos terminados, lisos, uniformes y estéticamente atractivos, eliminando rebabas, líneas de matriz, marcas de soldadura y pequeñas deformaciones que pueden comprometer la funcionalidad y la durabilidad del utensilio. Cada fase del proceso está cuidadosamente calibrada para que la pieza reciba la cantidad exacta de abrasión y pulido necesaria, preservando su geometría, evitando deformaciones y asegurando que los bordes, el fondo y las paredes laterales presenten un acabado homogéneo.
El proceso comienza con el desbaste, donde se emplean discos abrasivos de grano grueso o bandas abrasivas resistentes que eliminan imperfecciones visibles, nivelan la superficie y preparan la pieza para las fases posteriores. Esta etapa es crítica porque define la base sobre la que se aplicará el afinado y el pulido fino; cualquier irregularidad que no se corrija en esta fase puede resultar en defectos difíciles de eliminar más adelante. Posteriormente, la pieza pasa a la fase de afinado, donde abrasivos de grano medio y fino eliminan microirregularidades, suavizan la textura y crean una superficie uniforme que garantiza que el pulido final sea consistente en todo el utensilio. Esta fase requiere un control preciso de parámetros como la presión de contacto, la velocidad de los discos, el tiempo de exposición y los ángulos de incidencia, los cuales son regulados por sistemas digitales PLC o CNC, permitiendo que la misma máquina procese utensilios de distintos tamaños y formas sin necesidad de ajustes mecánicos manuales.
El pulido final define la apariencia estética y funcional de los utensilios. Se utilizan discos de fieltro, algodón, sisal o materiales sintéticos impregnados con compuestos abrasivos de grano muy fino, como óxido de aluminio, carburo de silicio o incluso partículas diamantadas en equipos de alta gama. Esta fase permite obtener acabados espejo, satinados o texturizados según las especificaciones del fabricante, garantizando uniformidad en el exterior, interior, bordes y fondos. La manipulación de las piezas mediante brazos robóticos, plataformas giratorias o sistemas de sujeción neumáticos asegura que cada zona reciba un tratamiento adecuado, evitando marcas, rayas o zonas sin pulir, especialmente en utensilios con bordes reforzados, asas soldadas o fondos encapsulados.
El control térmico es crucial durante el proceso, dado que la fricción genera calor que podría deformar materiales blandos como el aluminio o alterar las propiedades del acero inoxidable. Por ello, las amoladoras automáticas integran sistemas de refrigeración por aire o líquido que mantienen la temperatura dentro de límites seguros, evitando deformaciones y decoloraciones, y al mismo tiempo prolongan la vida útil de los abrasivos. Los sistemas de aspiración y filtrado eliminan polvo metálico y partículas abrasivas, protegiendo tanto a los operarios como a los componentes de la máquina, asegurando un entorno limpio y seguro. La combinación de control digital, manipulación robótica, refrigeración y aspiración convierte a la amoladora automática en un equipo integral capaz de mantener la calidad de manera constante, incluso en producción continua a gran escala.
La integración de la amoladora automática dentro de líneas de producción completas ha revolucionado la fabricación de menaje de cocina. Tras la etapa de corte, embutición y recorte, los recipientes ingresan a la amoladora, pasando luego por procesos de inspección, lavado ultrasónico, recubrimientos antiadherentes o anodizado y finalmente al ensamblado de asas y empaquetado. Esta cadena automatizada asegura uniformidad, alta productividad y reducción de desperdicios, garantizando que cada lote cumpla con estándares de calidad industrial y exigencias de mercados locales e internacionales. La eficiencia se incrementa al minimizar la dependencia de operadores altamente especializados, permitiendo que los trabajadores se enfoquen en supervisión, mantenimiento y control de calidad, mientras la máquina realiza las tareas repetitivas con precisión absoluta.
El impacto de la amoladora automática en la percepción del consumidor es igualmente relevante. Un utensilio con acabado uniforme, brillo espejo o satinado transmite sensación de calidad, durabilidad y limpieza, mientras que un borde pulido reduce riesgos de corte y mejora la ergonomía del producto. Las bases planas y uniformes aseguran un contacto térmico eficiente en sartenes y cacerolas, mientras que los acabados internos permiten una limpieza más rápida y eficiente, incrementando la higiene y prolongando la vida útil de la pieza. Esta combinación de estética y funcionalidad convierte al proceso automatizado en un factor estratégico para fabricantes que buscan diferenciarse en mercados competitivos, donde la calidad percibida influye directamente en la decisión de compra.
La flexibilidad de estas máquinas es otra ventaja clave. Pueden alternar entre materiales como acero inoxidable, aluminio anodizado o cobre, ajustando automáticamente parámetros como presión, velocidad de disco y tipo de abrasivo según las propiedades del metal y el diseño del utensilio. Esto permite diversificar la producción y ofrecer distintos acabados en un mismo lote de producción, incluyendo brillo espejo, satinado, texturas circulares o patrones decorativos, sin detener la línea ni requerir ajustes mecánicos complejos. La combinación de automatización, control avanzado, manipulación robótica y gestión térmica convierte a la amoladora automática en una herramienta imprescindible para optimizar calidad, eficiencia y flexibilidad, asegurando que cada recipiente salga de la planta con los más altos estándares posibles, listo para recibir procesos posteriores como recubrimientos, anodizado o grabados decorativos.
Equipo amolador automático para utensilios
El equipo amolador automático para utensilios de cocina es una solución industrial diseñada para optimizar la producción de ollas, sartenes, cacerolas y otros recipientes metálicos, asegurando acabados uniformes, precisos y de alta calidad en cada pieza. Su función principal es eliminar imperfecciones provenientes de procesos de corte, embutición, soldadura o estampado, como rebabas, marcas de prensa o líneas de matriz, dejando superficies lisas, bordes pulidos y fondos perfectamente nivelados. Este tipo de maquinaria es esencial en la fabricación de menaje porque permite combinar eficiencia, repetibilidad y control sobre la estética y funcionalidad del producto, factores que determinan tanto la percepción del consumidor como la durabilidad y la seguridad de los utensilios.
El funcionamiento del equipo se basa en un sistema progresivo de abrasión, que se inicia con desbaste usando discos o bandas de grano grueso para eliminar defectos visibles y nivelar la superficie, continúa con fases de afinado mediante abrasivos de grano medio que suavizan microimperfecciones y culmina en el pulido fino, donde se emplean discos de fieltro, algodón o sintéticos impregnados con compuestos abrasivos finos que logran acabados espejo, satinados o texturizados según el requerimiento. Cada etapa está controlada mediante sistemas digitales como PLC o CNC, que regulan parámetros como presión de contacto, velocidad de rotación, tiempo de exposición y ángulo de incidencia, garantizando que cada utensilio reciba un tratamiento exacto y uniforme, independientemente de su tamaño, forma o material.
La automatización permite que los utensilios sean manipulados mediante brazos robóticos, plataformas giratorias o sistemas neumáticos de sujeción, asegurando que tanto el interior como el exterior, los bordes y los fondos reciban un pulido homogéneo. Este control evita zonas sin tratar, marcas o rayas y es especialmente importante en utensilios con bordes reforzados, asas soldadas o fondos encapsulados. Además, los equipos modernos integran sistemas de refrigeración y aspiración que controlan la temperatura de las piezas y eliminan partículas metálicas y polvo abrasivo, protegiendo tanto la pieza como al operario y al propio equipo, garantizando un entorno de trabajo seguro y limpio.
En plantas industriales, este equipo se integra dentro de líneas completas de producción, conectándose con etapas previas de corte, embutición y recorte, y con procesos posteriores de inspección, lavado, recubrimiento antiadherente, anodizado o ensamblado de asas y empaquetado. Esta integración asegura uniformidad, productividad y reducción de desperdicios, al mismo tiempo que disminuye la dependencia del trabajo manual, permitiendo que los operarios se concentren en supervisión, control de calidad y mantenimiento. La flexibilidad del equipo permite alternar entre distintos materiales como acero inoxidable, aluminio anodizado o cobre, ajustando automáticamente presión, velocidad y tipo de abrasivo para adaptarse a diferentes geometrías y acabados, desde brillo espejo hasta satinado o texturas decorativas, lo que aumenta la versatilidad y capacidad de respuesta a las demandas del mercado.
El acabado proporcionado por el equipo amolador automático tiene un impacto directo en la percepción del consumidor y en la funcionalidad de los utensilios. Las superficies lisas y uniformes facilitan la limpieza, mejoran la resistencia a la corrosión y prolongan la vida útil del producto, mientras que los bordes pulidos aumentan la seguridad y la ergonomía. Los fondos planos y uniformes aseguran un contacto térmico óptimo en sartenes y cacerolas, y los acabados internos permiten cocinar de manera más higiénica y eficiente. Todo esto convierte al equipo amolador automático en un componente estratégico dentro de la industria del menaje, asegurando que cada utensilio cumpla con los más altos estándares de calidad, estética y funcionalidad, mientras optimiza tiempos de producción, reduce desperdicios y facilita la personalización de productos para mercados diferenciados.
Si quieres, puedo continuar desarrollando un texto más extenso explicando los diferentes tipos de abrasivos, discos y compuestos de pulido, así como la programación de ciclos automáticos para optimizar cada fase de desbaste, afinado y pulido fino según el material y el diseño de cada utensilio de cocina, proporcionando un panorama técnico completo del equipo amolador industrial.
Presse de grande précision pour emboutissage profond
Une presse de grande précision pour emboutissage profond est une machine industrielle spécialement conçue pour transformer des tôles métalliques en pièces creuses ou profondes avec des formes complexes tout en garantissant des tolérances très strictes et une finition de surface élevée. Ce type de presse est utilisé dans des secteurs où la précision dimensionnelle et la qualité du produit final sont essentielles, tels que la fabrication d’ustensiles de cuisine haut de gamme, de récipients métalliques, d’éléments automobiles ou d’équipements industriels. L’emboutissage profond consiste à déformer la tôle en profondeur sans rupture ni fissuration, en appliquant des forces contrôlées pour que le métal épouse parfaitement la forme du poinçon et de la matrice.
La presse se distingue par sa capacité à appliquer des forces élevées de manière uniforme et contrôlée, combinée à un système de guidage précis qui garantit que le poinçon et la matrice restent parfaitement alignés tout au long du cycle. Cela permet de produire des pièces avec des parois homogènes, sans plis ni ondulations, et avec des dimensions très répétitives même sur de grandes séries. La régulation de la vitesse de descente, de la pression appliquée et de la course du poinçon est essentielle pour éviter les déformations locales et pour assurer la qualité du métal, en particulier dans les alliages sensibles comme l’acier inoxydable ou l’aluminium anodisé.
Ces presses sont souvent équipées de systèmes hydrauliques ou mécaniques de contrôle de précision qui permettent de moduler la force appliquée à différents points du cycle d’emboutissage, d’ajuster les courses en fonction de l’épaisseur de la tôle et de surveiller en temps réel les déformations afin de corriger toute variation susceptible d’affecter la qualité finale. Elles peuvent être intégrées dans des lignes de production automatisées, où les tôles sont alimentées par convoyeurs, positionnées par des robots, et où les pièces embouties passent ensuite par des étapes de découpe, d’ébavurage, de polissage ou de revêtement, garantissant ainsi une production rapide, uniforme et de haute qualité.
La grande précision de ces presses permet non seulement de produire des formes complexes avec des parois fines et régulières, mais aussi de minimiser le gaspillage de matière et d’assurer une répétabilité élevée entre les pièces. Les applications typiques incluent la fabrication de casseroles, de poêles, de récipients pour l’industrie alimentaire, ainsi que des composants techniques pour l’industrie automobile, électronique ou chimique, où les tolérances dimensionnelles et la qualité de surface sont critiques.
Equipo amolador automático para utensilios
El equipo amolador automático para utensilios de cocina es un sistema industrial diseñado para transformar piezas metálicas en productos terminados con acabados uniformes, precisos y de alta calidad, especialmente ollas, sartenes, cacerolas y otros recipientes. Su función principal es eliminar imperfecciones originadas en los procesos de corte, embutición, soldadura o estampado, como rebabas, marcas de matriz o irregularidades en los bordes y fondos, dejando superficies lisas, bordes pulidos y fondos nivelados, lo que mejora tanto la estética como la funcionalidad del utensilio.
El funcionamiento de este equipo se basa en un proceso progresivo de abrasión y pulido. Primero se realiza el desbaste con discos o bandas de grano grueso para eliminar defectos visibles y nivelar la superficie. Luego se procede a fases de afinado con abrasivos de grano medio que eliminan microimperfecciones y preparan la pieza para el pulido fino. Finalmente, los discos de fieltro, algodón o materiales sintéticos con compuestos abrasivos finos logran acabados espejo, satinados o texturizados según el requerimiento del fabricante. La presión, la velocidad de rotación y el tiempo de contacto se controlan mediante sistemas electrónicos como PLC o CNC, asegurando repetibilidad y uniformidad en cada pieza, sin importar su tamaño, forma o material.
La automatización del equipo permite la manipulación precisa de los utensilios mediante brazos robóticos, plataformas giratorias o sistemas neumáticos de sujeción, garantizando que tanto el interior como el exterior, los bordes y los fondos reciban un pulido homogéneo. Esto evita zonas sin tratar, marcas o rayas, y es especialmente importante en utensilios con bordes reforzados, asas soldadas o fondos encapsulados. Además, los sistemas de refrigeración y aspiración integrados controlan la temperatura de la pieza y eliminan partículas metálicas y polvo abrasivo, protegiendo la máquina, el operario y asegurando un entorno de trabajo seguro y limpio.
En líneas de producción industriales, el equipo amolador automático se integra con otras etapas como corte, embutición, recorte, inspección, lavado ultrasónico, recubrimiento antiadherente, anodizado y ensamblado final. Esta integración permite producir grandes volúmenes de utensilios con acabados uniformes, aumentando la productividad, reduciendo desperdicios y disminuyendo la dependencia del trabajo manual. La flexibilidad del equipo permite alternar entre materiales como acero inoxidable, aluminio anodizado o cobre, ajustando automáticamente parámetros como presión, velocidad y tipo de abrasivo para adaptarse a diferentes geometrías y acabados, desde brillo espejo hasta satinado o texturas decorativas.
El acabado logrado influye directamente en la funcionalidad y la percepción del consumidor. Las superficies lisas facilitan la limpieza, mejoran la resistencia a la corrosión y prolongan la vida útil del utensilio, mientras que los bordes pulidos aumentan la seguridad y la ergonomía. Las bases planas aseguran un contacto térmico óptimo durante la cocción y los acabados internos permiten un uso más higiénico y eficiente. Por todo esto, el equipo amolador automático se considera un componente estratégico en la industria del menaje, garantizando calidad, uniformidad y productividad, y ofreciendo la capacidad de personalizar acabados según las exigencias del mercado.
El equipo amolador automático para utensilios de cocina es un sistema industrial avanzado que permite transformar piezas metálicas en productos terminados con acabados precisos, uniformes y de alta calidad, siendo especialmente útil para ollas, sartenes, cacerolas y otros recipientes metálicos de uso doméstico o profesional. Este equipo se ha convertido en un componente estratégico dentro de la industria del menaje porque no solo garantiza la estética y la uniformidad de cada pieza, sino que también optimiza la funcionalidad, la seguridad y la durabilidad del utensilio. Su objetivo principal es eliminar imperfecciones producidas durante los procesos de corte, embutición, soldadura o estampado, como rebabas, marcas de matriz, líneas de prensa, microdeformaciones o irregularidades en los bordes y el fondo, dejando superficies lisas, bordes perfectamente pulidos y bases niveladas, lo que mejora la apariencia del producto y facilita su limpieza y uso posterior.
El funcionamiento del equipo se basa en un proceso progresivo de abrasión y pulido que se realiza en varias etapas. La primera fase es el desbaste, donde discos abrasivos de grano grueso o bandas abrasivas robustas eliminan defectos visibles, nivelan la superficie y preparan la pieza para las fases de afinado y pulido fino. Esta etapa es crítica porque cualquier irregularidad que quede sin corregir puede repercutir negativamente en la uniformidad y el acabado final de la pieza, afectando tanto la estética como la funcionalidad. A continuación, se lleva a cabo la fase de afinado, en la que se utilizan abrasivos de grano medio o fino para suavizar microimperfecciones, equilibrar la textura superficial y garantizar que la pieza esté completamente preparada para recibir el pulido final. En esta fase, la presión de contacto, la velocidad de los discos, el tiempo de exposición y los ángulos de incidencia se regulan mediante sistemas de control digital como PLC o CNC, lo que permite que la máquina se adapte automáticamente a diferentes formas y tamaños de utensilios sin intervención manual.
El pulido final es la etapa que determina la apariencia y la calidad percibida del utensilio. Para ello se utilizan discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos finos, que pueden incluir óxido de aluminio, carburo de silicio o incluso partículas diamantadas en aplicaciones de alta gama. Este proceso permite obtener acabados espejo, satinados o texturizados según los requerimientos del fabricante. La manipulación precisa de las piezas mediante brazos robóticos, plataformas giratorias o sistemas neumáticos de sujeción asegura que tanto el interior como el exterior, los bordes y los fondos reciban un pulido homogéneo, evitando rayas, marcas o zonas sin tratar, algo fundamental en utensilios con asas soldadas, bordes reforzados o fondos encapsulados.
El control térmico es un aspecto esencial en el funcionamiento de estas máquinas. La fricción generada durante la abrasión y el pulido produce calor, que puede deformar materiales blandos como el aluminio o alterar las propiedades del acero inoxidable. Por ello, las amoladoras automáticas modernas incorporan sistemas de refrigeración por aire o líquido, que mantienen la temperatura de las piezas dentro de límites seguros, evitando deformaciones, decoloraciones y desgaste prematuro de los abrasivos. Paralelamente, los sistemas de aspiración y filtrado eliminan polvo metálico y partículas abrasivas, protegiendo tanto la máquina como los operarios y asegurando un entorno de trabajo seguro y limpio.
La integración de este equipo en líneas de producción completas ha transformado la fabricación industrial de utensilios de cocina. Tras las etapas de corte, embutición y recorte, los recipientes ingresan a la amoladora automática y posteriormente continúan hacia procesos de inspección, lavado ultrasónico, recubrimiento antiadherente, anodizado y ensamblado de asas y empaquetado. Este flujo continuo asegura que cada pieza mantenga estándares de calidad uniformes, incrementa la productividad, reduce desperdicios y disminuye la dependencia de trabajos manuales altamente especializados, permitiendo que los operarios se enfoquen en supervisión, control de calidad y mantenimiento.
La flexibilidad del equipo permite procesar diferentes materiales como acero inoxidable, aluminio anodizado o cobre, ajustando automáticamente parámetros como presión, velocidad de disco y tipo de abrasivo según el material, la forma y el tamaño del utensilio. Esto permite producir una amplia variedad de acabados, desde brillo espejo hasta satinado o texturas decorativas, adaptándose a las tendencias del mercado o a requisitos específicos de los clientes. Los acabados obtenidos mejoran directamente la funcionalidad de los utensilios: superficies lisas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil, mientras que bordes pulidos incrementan la seguridad y la ergonomía. Las bases planas aseguran un contacto térmico óptimo durante la cocción, mientras que interiores perfectamente pulidos permiten un uso higiénico y eficiente.
Además, la automatización avanzada y los controles digitales garantizan que cada ciclo de desbaste, afinado y pulido fino sea repetible y consistente, eliminando variaciones que en procesos manuales eran inevitables. La capacidad de programar ciclos específicos según el tipo de material, el grosor de la pieza y el acabado deseado hace que este equipo no solo sea un medio para mejorar la eficiencia, sino también una herramienta estratégica de diferenciación en mercados competitivos. Permite a los fabricantes ofrecer productos de alta gama con acabados de calidad constante, optimizando recursos, reduciendo desperdicios y aumentando la capacidad de producción sin comprometer la uniformidad ni la estética.
El equipo amolador automático para utensilios de cocina es una máquina industrial de alta precisión diseñada para procesar ollas, sartenes, cacerolas y otros recipientes metálicos, transformando piezas crudas o semiterminadas en productos con acabados uniformes, lisos y estéticamente atractivos, asegurando al mismo tiempo la funcionalidad y durabilidad del utensilio. Su propósito principal es eliminar imperfecciones generadas durante la fabricación, como rebabas, marcas de corte, líneas de embutición, irregularidades en los bordes o deformaciones del fondo, dejando superficies homogéneas, bordes suavizados y bases perfectamente planas, lo que facilita la limpieza, mejora la seguridad del usuario y optimiza la conductividad térmica de sartenes y ollas. Esta máquina permite mantener estándares de calidad industrial, independientemente del tamaño, forma o material de los utensilios, incluyendo acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa.
El proceso de trabajo del equipo es secuencial y altamente controlado, comenzando con el desbaste, que utiliza discos o bandas abrasivas de grano grueso para eliminar defectos visibles y nivelar la superficie de manera uniforme. Esta fase es crítica porque establece la base sobre la cual se realizarán las etapas de afinado y pulido, y cualquier irregularidad no corregida puede afectar el acabado final y la funcionalidad del utensilio. Tras el desbaste, se realiza la fase de afinado mediante abrasivos de grano medio, que suavizan microimperfecciones, equilibran la textura y preparan la pieza para el pulido fino. Los parámetros de presión, velocidad, ángulo de incidencia y tiempo de exposición se controlan mediante sistemas PLC o CNC, lo que permite repetir con precisión cada ciclo de trabajo y adaptar automáticamente la máquina a distintas formas y tamaños de utensilios, garantizando uniformidad y eficiencia.
El pulido final se ejecuta utilizando discos de fieltro, algodón o materiales sintéticos combinados con compuestos abrasivos finos, que pueden contener óxido de aluminio, carburo de silicio o partículas diamantadas en equipos de alta gama. Esta fase permite obtener acabados espejo, satinados o texturizados según la especificación del fabricante y asegura que tanto el interior como el exterior, los bordes y los fondos de los utensilios reciban un tratamiento homogéneo. La manipulación de las piezas se realiza mediante sistemas robóticos, plataformas giratorias o sujeción neumática, lo que evita rayas, marcas o zonas sin pulir, incluso en utensilios con bordes reforzados, asas soldadas o fondos encapsulados, garantizando un resultado uniforme en toda la pieza.
El control térmico es otro aspecto crítico, ya que la fricción generada durante la abrasión y el pulido produce calor que puede deformar materiales blandos como el aluminio o alterar las propiedades del acero inoxidable. Por ello, las amoladoras automáticas modernas incorporan sistemas de refrigeración por aire o líquido que mantienen la temperatura dentro de límites seguros, evitando deformaciones, decoloraciones o desgaste prematuro de los abrasivos. Paralelamente, sistemas de aspiración y filtrado eliminan polvo metálico y partículas abrasivas, protegiendo tanto a la máquina como al operario y asegurando un entorno de trabajo limpio y seguro. La combinación de control digital, manipulación robótica, refrigeración y aspiración permite que el equipo funcione de manera continua, procesando grandes volúmenes de utensilios sin comprometer la calidad ni la repetibilidad de los acabados.
Integrado en líneas de producción industriales, el equipo amolador automático se conecta con las etapas previas de corte, embutición y recorte, y con procesos posteriores de inspección, lavado ultrasónico, recubrimientos antiadherentes o anodizado, y ensamblado de asas y empaquetado. Esta integración permite mantener un flujo productivo continuo y uniforme, reducir desperdicios, optimizar el tiempo de ciclo y disminuir la dependencia del trabajo manual especializado. Los acabados obtenidos no solo mejoran la apariencia, sino que también incrementan la durabilidad, la resistencia a la corrosión y la seguridad del utensilio, ofreciendo un valor agregado que es percibido directamente por el consumidor.
La flexibilidad del equipo permite alternar entre distintos materiales y geometrías de utensilios, ajustando automáticamente parámetros como presión, velocidad de disco, tipo de abrasivo y duración de cada ciclo según las características de cada pieza. Esto posibilita producir acabados variados, desde brillo espejo hasta satinado o texturas decorativas, adaptándose a diferentes requisitos de mercado y demandas de clientes, sin necesidad de modificar mecánicamente la configuración de la máquina. Los bordes pulidos aumentan la seguridad y la ergonomía, mientras que las superficies planas y lisas aseguran un contacto térmico óptimo y facilitan la limpieza, incrementando la eficiencia y la higiene durante el uso de los utensilios.
La automatización avanzada y el control digital permiten que cada ciclo de desbaste, afinado y pulido fino sea totalmente repetible, eliminando variaciones propias de procesos manuales y garantizando que todos los utensilios de un mismo lote cumplan con los estándares más altos de calidad industrial. Además, la programación de ciclos específicos según material, grosor y geometría permite optimizar el rendimiento de los abrasivos y prolongar la vida útil de los componentes del equipo, aumentando la eficiencia operativa y reduciendo costos. En conjunto, el equipo amolador automático representa una inversión estratégica para fabricantes de menaje que buscan combinar productividad, calidad, uniformidad y capacidad de personalización, asegurando que cada utensilio de cocina salga de la línea de producción listo para cumplir con los estándares más exigentes de estética, funcionalidad y seguridad.
El equipo amolador automático para utensilios de cocina constituye un sistema industrial integral diseñado para llevar a cabo el procesamiento completo de ollas, sartenes, cacerolas y otros recipientes metálicos, logrando acabados uniformes, lisos, estéticamente atractivos y funcionalmente óptimos. Este tipo de maquinaria está concebido para eliminar de manera precisa las imperfecciones generadas durante las etapas previas de fabricación, como rebabas, marcas de corte o embutición, líneas de prensa, microdeformaciones, irregularidades en bordes o fondos y cualquier defecto superficial que pueda afectar tanto la estética como la funcionalidad del utensilio. Al garantizar bordes pulidos, superficies niveladas y fondos perfectamente planos, el equipo no solo facilita la limpieza y el uso seguro del utensilio, sino que también optimiza su eficiencia térmica y prolonga su durabilidad, aspectos que son valorados directamente por los consumidores finales.
El funcionamiento del equipo se basa en un proceso progresivo, controlado y automatizado, que combina desbaste, afinado y pulido fino, con la capacidad de adaptarse a distintos materiales como acero inoxidable, aluminio anodizado, cobre o estructuras multicapa. La fase inicial, el desbaste, utiliza discos o bandas abrasivas de grano grueso para eliminar defectos visibles, nivelar la superficie y preparar la pieza para las etapas siguientes. Esta fase es crítica porque determina la uniformidad de la base sobre la cual se aplicará el pulido, y cualquier imperfección que no se corrija puede generar resultados inconsistentes o zonas irregulares en la pieza final. Posteriormente, la fase de afinado emplea abrasivos de grano medio o fino que suavizan microimperfecciones, equilibran la textura superficial y aseguran que la pieza esté completamente preparada para recibir el pulido fino. La presión de contacto, la velocidad de rotación, el tiempo de exposición y el ángulo de incidencia se regulan mediante sistemas de control digital como PLC o CNC, garantizando repetibilidad y adaptabilidad a diferentes tamaños, grosores y formas de utensilios sin intervención manual.
El pulido fino, última etapa del proceso, se realiza con discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos muy finos, que pueden contener óxido de aluminio, carburo de silicio o incluso partículas diamantadas en equipos de alta gama. Esta fase permite obtener acabados espejo, satinados o texturizados según las especificaciones del fabricante, asegurando que tanto el interior como el exterior, los bordes y los fondos reciban un tratamiento homogéneo. La manipulación de las piezas se efectúa mediante brazos robóticos, plataformas giratorias o sistemas neumáticos de sujeción, evitando marcas, rayas o zonas sin pulir, incluso en utensilios con bordes reforzados, asas soldadas o fondos encapsulados.
El control térmico es un aspecto fundamental, ya que la fricción generada durante el desbaste y el pulido produce calor que puede deformar materiales blandos como el aluminio o alterar las propiedades mecánicas y estéticas del acero inoxidable. Para evitarlo, el equipo incorpora sistemas de refrigeración por aire o líquido, que mantienen la temperatura de la pieza dentro de límites seguros, previniendo deformaciones, decoloraciones o desgaste prematuro de los abrasivos. Además, los sistemas de aspiración y filtrado eliminan polvo metálico y partículas abrasivas, protegiendo la máquina, los operarios y garantizando un entorno de trabajo seguro y limpio, mientras se mantiene la eficiencia operativa de la línea.
En plantas industriales, el equipo amolador automático se integra dentro de líneas de producción continuas que incluyen etapas previas de corte, embutición y recorte, así como procesos posteriores de inspección, lavado ultrasónico, recubrimiento antiadherente, anodizado, ensamblado de asas y empaquetado. Esta integración asegura un flujo productivo uniforme y constante, incrementando la productividad, reduciendo desperdicios y disminuyendo la dependencia de mano de obra altamente especializada. La automatización avanzada y la programación digital permiten que cada ciclo de desbaste, afinado y pulido fino sea repetible y consistente, eliminando variaciones propias de procesos manuales y garantizando que cada utensilio de un lote cumpla con estándares de calidad industrial.
La flexibilidad del equipo es otra ventaja estratégica: puede alternar entre distintos materiales, grosores y geometrías de utensilios, ajustando automáticamente parámetros como presión, velocidad de disco, tipo de abrasivo y duración del ciclo de trabajo, para lograr acabados variados como brillo espejo, satinado o texturas decorativas, adaptándose a requerimientos específicos del mercado o de clientes. Los bordes pulidos mejoran la ergonomía y seguridad, mientras que las superficies planas y uniformes aseguran un contacto térmico óptimo durante la cocción y facilitan la limpieza, aumentando la eficiencia, higiene y percepción de calidad del utensilio.
Además, el equipo permite optimizar la vida útil de los abrasivos y componentes de la máquina mediante programación de ciclos específicos según la geometría, material y acabado requerido, reduciendo costos operativos y aumentando la eficiencia general de la planta. La combinación de automatización, control digital, manipulación robótica, refrigeración y sistemas de aspiración convierte al equipo amolador automático en una herramienta indispensable para fabricantes de menaje que buscan maximizar productividad, uniformidad, calidad y capacidad de personalización, garantizando que cada utensilio salga de la línea de producción listo para cumplir con los estándares más exigentes en estética, funcionalidad, durabilidad y seguridad.
Amoladora automática para herramientas de cocina

La amoladora automática para herramientas de cocina es un equipo industrial especializado diseñado para procesar ollas, sartenes, cacerolas y otros utensilios metálicos, asegurando acabados uniformes, precisos y de alta calidad, eliminando imperfecciones como rebabas, marcas de corte o soldadura, deformaciones en bordes y fondos irregulares. Este tipo de maquinaria es esencial para la industria del menaje porque combina automatización, control digital y manipulación robótica para garantizar que cada pieza reciba un tratamiento exacto, manteniendo la geometría original y optimizando tanto la estética como la funcionalidad del utensilio.
El proceso de trabajo se inicia con el desbaste, en el que discos o bandas abrasivas de grano grueso eliminan imperfecciones visibles y nivelan la superficie, preparando la pieza para las fases de afinado y pulido fino. Posteriormente, se realiza el afinado con abrasivos de grano medio que suavizan microimperfecciones, equilibran la textura y aseguran que la superficie esté lista para el pulido final. Finalmente, se aplica el pulido fino mediante discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos finos, logrando acabados espejo, satinados o texturizados según los requerimientos del fabricante. La presión, velocidad y tiempo de exposición se controlan mediante sistemas PLC o CNC, garantizando repetibilidad y uniformidad en cada ciclo de trabajo y permitiendo ajustar automáticamente la máquina a distintos tipos de utensilios.
La manipulación de las piezas se realiza mediante brazos robóticos, plataformas giratorias o sistemas neumáticos de sujeción, asegurando que tanto el interior como el exterior, los bordes y los fondos reciban un tratamiento homogéneo, evitando rayas, marcas o zonas sin pulir, incluso en utensilios con bordes reforzados, asas soldadas o fondos encapsulados. La fricción generada durante el proceso produce calor, por lo que estas amoladoras automáticas incorporan sistemas de refrigeración por aire o líquido que mantienen la temperatura dentro de límites seguros, previniendo deformaciones y decoloraciones. Los sistemas de aspiración y filtrado eliminan polvo metálico y partículas abrasivas, protegiendo la máquina y al operario y asegurando un entorno de trabajo seguro y limpio.
En líneas de producción industriales, el equipo se integra con procesos previos de corte, embutición o recorte, y con procesos posteriores de inspección, lavado, recubrimiento antiadherente, anodizado y ensamblado de asas. Esta integración permite producir utensilios con acabados uniformes y consistentes, aumentando la productividad, reduciendo desperdicios y disminuyendo la dependencia del trabajo manual. La flexibilidad del equipo permite procesar diferentes materiales como acero inoxidable, aluminio anodizado o cobre, ajustando automáticamente la presión, velocidad y tipo de abrasivo según la geometría y tamaño del utensilio.
Los acabados obtenidos mejoran directamente la funcionalidad y percepción del consumidor: superficies lisas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil, mientras que los bordes pulidos incrementan la ergonomía y seguridad. Las bases planas aseguran un contacto térmico óptimo durante la cocción y los acabados internos permiten un uso más higiénico y eficiente. La automatización y el control digital garantizan ciclos repetibles y consistentes, eliminando variaciones propias de procesos manuales y asegurando que cada utensilio cumpla con estándares industriales de calidad, estética y durabilidad.
La amoladora automática para herramientas de cocina es un equipo industrial altamente especializado diseñado para optimizar la producción de utensilios metálicos como ollas, sartenes, cacerolas, cazos y otros recipientes, asegurando acabados uniformes, precisos y de alta calidad, capaces de cumplir con los más estrictos estándares industriales y expectativas del consumidor. Su objetivo principal es eliminar imperfecciones provenientes de etapas anteriores del proceso de fabricación, tales como rebabas, marcas de corte, líneas de prensa, irregularidades en bordes y fondos, deformaciones por soldadura o microdefectos superficiales que pueden comprometer la estética, la funcionalidad y la durabilidad del utensilio. Al garantizar bordes pulidos, superficies lisas y fondos perfectamente planos, esta máquina contribuye a mejorar la seguridad, la higiene y la eficiencia térmica de los utensilios, al tiempo que optimiza la percepción de calidad y durabilidad por parte del usuario final.
El funcionamiento del equipo se desarrolla en un proceso secuencial de desbaste, afinado y pulido fino, controlado de manera automática mediante sistemas electrónicos PLC o CNC, lo que permite que cada utensilio reciba un tratamiento uniforme independientemente de su forma, tamaño o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La fase inicial de desbaste utiliza discos o bandas abrasivas de grano grueso para eliminar defectos visibles y nivelar la superficie de manera homogénea, preparando la pieza para las etapas posteriores. Esta fase es crítica porque determina la base sobre la cual se aplicarán el afinado y el pulido, y cualquier irregularidad no corregida puede generar inconsistencias en la calidad final del utensilio.
En la fase de afinado, se emplean abrasivos de grano medio que suavizan microimperfecciones, equilibran la textura superficial y aseguran que la pieza esté completamente preparada para recibir el pulido fino. La presión de contacto, la velocidad de rotación, el tiempo de exposición y el ángulo de incidencia son parámetros controlados digitalmente para garantizar uniformidad, repetibilidad y adaptabilidad a distintas geometrías de utensilios sin intervención manual. El pulido fino, última etapa del proceso, se realiza con discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos finos como óxido de aluminio, carburo de silicio o incluso partículas diamantadas en equipos de alta gama, logrando acabados espejo, satinados o texturizados según las especificaciones del fabricante y asegurando que tanto el interior como el exterior, los bordes y los fondos reciban un tratamiento homogéneo.
La manipulación de las piezas durante todo el proceso se efectúa mediante brazos robóticos, plataformas giratorias o sistemas neumáticos de sujeción, evitando marcas, rayas o zonas sin pulir, incluso en utensilios con bordes reforzados, asas soldadas o fondos encapsulados. El control térmico es esencial, ya que la fricción generada durante el desbaste y el pulido produce calor que puede deformar materiales blandos como el aluminio o alterar las propiedades mecánicas y estéticas del acero inoxidable. Por ello, las amoladoras automáticas modernas integran sistemas de refrigeración por aire o líquido que mantienen la temperatura dentro de límites seguros, evitando deformaciones, decoloraciones y desgaste prematuro de los abrasivos. Además, sistemas de aspiración y filtrado eliminan polvo metálico y partículas abrasivas, protegiendo la máquina, los operarios y asegurando un entorno de trabajo limpio y seguro.
En líneas de producción industriales, el equipo amolador automático se integra con procesos previos de corte, embutición y recorte, así como con etapas posteriores de inspección, lavado ultrasónico, recubrimiento antiadherente, anodizado y ensamblado de asas. Esta integración garantiza un flujo productivo continuo, uniforme y eficiente, incrementando la productividad, reduciendo desperdicios y disminuyendo la dependencia del trabajo manual especializado. La flexibilidad del equipo permite alternar entre distintos materiales, grosores y geometrías de utensilios, ajustando automáticamente presión, velocidad, tipo de abrasivo y duración de cada ciclo de trabajo, permitiendo obtener acabados variados como brillo espejo, satinado o texturas decorativas sin necesidad de ajustes mecánicos complejos.
Los resultados obtenidos con la amoladora automática mejoran significativamente la funcionalidad de los utensilios: las superficies lisas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil del producto, mientras que los bordes pulidos incrementan la seguridad y la ergonomía del usuario. Las bases planas aseguran un contacto térmico óptimo durante la cocción y los acabados internos permiten un uso más higiénico y eficiente. La programación avanzada de ciclos de desbaste, afinado y pulido fino asegura repetibilidad, uniformidad y consistencia en cada lote de producción, eliminando las variaciones propias de procesos manuales y garantizando que cada utensilio cumpla con los estándares más altos de calidad industrial, estética y durabilidad.
La amoladora automática también permite optimizar la vida útil de los abrasivos y los componentes de la máquina mediante la configuración de ciclos específicos según material, grosor, forma y acabado requerido, lo que reduce los costos operativos y aumenta la eficiencia general de la planta. Al combinar automatización, control digital, manipulación robótica, sistemas de refrigeración y aspiración, este equipo se convierte en una herramienta indispensable para fabricantes de menaje que buscan maximizar la productividad, mantener la uniformidad y la calidad, y ofrecer productos personalizables que cumplan con las demandas más exigentes del mercado.
La amoladora automática para herramientas de cocina es una de las máquinas más relevantes en las líneas de fabricación modernas de utensilios metálicos debido a que combina precisión mecánica, automatización avanzada y procesos de abrasión controlada para transformar piezas semielaboradas en productos terminados de alta calidad, listos para pasar a etapas de recubrimiento, ensamblaje o empaque. En la fabricación de ollas, cacerolas, sartenes o recipientes de acero inoxidable y aluminio, las operaciones previas como el corte de discos, la embutición profunda o el recalcado de fondos dejan imperfecciones que no solo afectan la estética sino también la funcionalidad del utensilio. Aquí es donde la amoladora automática adquiere un papel fundamental, ya que actúa corrigiendo rebabas, irregularidades superficiales, deformaciones en bordes y microdefectos que podrían comprometer la durabilidad o dificultar la limpieza del producto final. Al tratarse de un equipo que trabaja bajo parámetros automáticos, se asegura que cada pieza reciba un tratamiento uniforme sin depender de la habilidad manual del operario, lo cual eleva notablemente la consistencia en la producción en masa.
El corazón del sistema de la amoladora automática reside en sus estaciones de abrasión, que pueden estar compuestas por bandas, discos o muelas de distintas granulometrías, capaces de ejecutar un proceso progresivo que va desde el desbaste inicial hasta el pulido más fino. En la primera fase, los abrasivos de grano grueso eliminan imperfecciones visibles y homogeneizan la superficie. Posteriormente, abrasivos de grano intermedio suavizan la textura y eliminan micro irregularidades invisibles a simple vista. Finalmente, los elementos de pulido fino, como discos de fieltro o tejidos especiales impregnados con compuestos abrasivos, generan superficies lisas y brillantes, o bien acabados satinados según lo requerido por el fabricante. Todo este proceso es regulado por parámetros programables como velocidad de giro, presión de contacto, tiempo de exposición y ángulo de trabajo, lo que asegura que cada pieza, sin importar su forma o tamaño, sea tratada con la misma precisión.
La manipulación de los utensilios durante el proceso es otro aspecto crítico. Las amoladoras automáticas modernas emplean brazos robóticos, sistemas neumáticos de sujeción o mesas rotativas que garantizan un posicionamiento exacto y repetible, evitando errores humanos y zonas mal tratadas. Gracias a estos sistemas, incluso las áreas más difíciles como los bordes interiores, los refuerzos de asas o los fondos encapsulados reciben un tratamiento completo. La precisión de la sujeción no solo evita daños en la pieza sino que también protege la seguridad del operario al eliminar el contacto directo con elementos abrasivos. Para garantizar la integridad del material, la máquina incorpora sistemas de refrigeración, tanto por aire como por líquido, que evitan el sobrecalentamiento de la superficie durante la abrasión, lo cual es esencial en materiales como el aluminio, que es más sensible a deformaciones térmicas, o en aceros que pueden perder su brillo o alterarse cromáticamente con altas temperaturas.
La integración de la amoladora automática en las plantas de producción no se limita únicamente a su capacidad de pulido. Este equipo está concebido para funcionar como parte de una línea automatizada donde interactúa con prensas de embutición, recortadoras, equipos de lavado ultrasónico y estaciones de recubrimiento antiadherente. De esta manera, la transición de una pieza semielaborada a un utensilio terminado ocurre sin interrupciones, manteniendo altos índices de productividad y reduciendo los costos operativos. Además, gracias a la programación avanzada y a los sistemas de control digital basados en PLC o CNC, es posible alternar entre diferentes programas de trabajo dependiendo del modelo de utensilio, su tamaño y el tipo de acabado requerido, ofreciendo así una flexibilidad que responde a la creciente demanda del mercado por productos personalizados.
El impacto de la amoladora automática también se mide en términos de calidad percibida por el usuario final. Los utensilios con superficies lisas, bordes bien acabados y fondos perfectamente planos transmiten una sensación de durabilidad, higiene y seguridad, lo que aumenta su competitividad en el mercado. Asimismo, los acabados brillantes o satinados no solo cumplen una función estética sino también práctica, ya que facilitan la limpieza y mejoran la resistencia a la corrosión. En un contexto donde los consumidores valoran tanto la funcionalidad como la apariencia, disponer de una maquinaria que garantice estándares elevados en ambos aspectos se convierte en una ventaja estratégica para los fabricantes.
El mantenimiento de la amoladora automática se ha simplificado en los modelos más avanzados mediante sistemas de monitoreo en tiempo real que detectan el desgaste de los abrasivos, las condiciones de los motores y la eficiencia de los sistemas de aspiración y refrigeración. Esto permite programar reemplazos de discos o bandas antes de que su rendimiento decaiga, evitando defectos en los acabados o paradas no planificadas en la línea de producción. Al mismo tiempo, la gestión automatizada del consumo de abrasivos y compuestos de pulido contribuye a reducir los costos y a mantener un equilibrio entre eficiencia y sostenibilidad.
En definitiva, la amoladora automática para herramientas de cocina es mucho más que una máquina de acabado: es un sistema inteligente de transformación que asegura calidad, consistencia y eficiencia en la fabricación industrial. Su diseño responde tanto a las exigencias técnicas de la producción en masa como a las demandas del mercado en términos de estética, seguridad y durabilidad. Al automatizar un proceso históricamente manual, no solo incrementa la productividad y la precisión, sino que también libera a los operarios de tareas repetitivas y de riesgo, permitiendo que el recurso humano se enfoque en la supervisión, el control de calidad y la innovación en los procesos de manufactura.
La amoladora automática para herramientas y utensilios de cocina no solo se limita a un proceso de abrasión controlada, sino que en realidad constituye un sistema complejo donde interactúan mecánica de precisión, electrónica avanzada, software de control y tecnologías de tratamiento de superficies que en conjunto permiten alcanzar un nivel de calidad imposible de lograr de manera manual. Dentro de la máquina, los elementos abrasivos son el núcleo operativo, ya que determinan el tipo de acabado que recibirá cada pieza. Estos abrasivos se presentan en diferentes formatos como bandas, discos, muelas y ruedas flap, fabricados a partir de materiales como óxido de aluminio, carburo de silicio, zirconia o incluso cerámicos de alto rendimiento, cada uno diseñado para cumplir una función específica dentro de la cadena de pulido. Los granos gruesos eliminan rebordes o defectos generados durante el estampado o la embutición profunda, mientras que los granos intermedios nivelan la superficie y corrigen pequeñas imperfecciones invisibles al ojo humano. Finalmente, los abrasivos finos o los compuestos de pulido aplicados con fieltros y paños permiten lograr acabados brillantes o satinados, dependiendo de la necesidad del fabricante.
El control automatizado de la máquina garantiza que cada pieza sea sometida a las mismas condiciones de abrasión, presión y velocidad, lo que elimina variaciones en la calidad final. Esto se consigue mediante la integración de controladores lógicos programables y, en algunos casos, de sistemas CNC que permiten ajustar parámetros en función de cada modelo de utensilio. Un aspecto clave en este proceso es la sujeción de las piezas, que se realiza mediante sistemas neumáticos, mesas giratorias de alta precisión o brazos robóticos. Estos dispositivos permiten manipular ollas, sartenes o recipientes de diferentes tamaños y formas, asegurando que todas las zonas, incluso aquellas de difícil acceso, reciban un tratamiento uniforme. Además, este control evita deformaciones o marcas indeseadas en la superficie, manteniendo la integridad del utensilio.
Otro componente esencial es la gestión del calor generado durante la abrasión. La fricción entre la pieza y los abrasivos produce un aumento significativo de la temperatura, lo cual puede generar problemas como decoloración, pérdida de brillo o deformaciones en el material. Por esta razón, las amoladoras automáticas están equipadas con sistemas de refrigeración que utilizan aire a presión o líquidos refrigerantes aplicados en forma de spray o niebla. Esta técnica no solo protege el material sino que también prolonga la vida útil de los abrasivos y evita el desgaste prematuro de los componentes internos de la máquina. Del mismo modo, el polvo metálico y los residuos generados en el proceso son absorbidos por sistemas de aspiración y filtrado que mantienen limpia la zona de trabajo, previenen riesgos de salud para los operarios y cumplen con las normativas de seguridad industrial.
La integración de estas máquinas en las líneas de producción modernas también responde a la necesidad de flexibilidad. Con un solo equipo es posible procesar diferentes tipos de utensilios gracias a programas preestablecidos que regulan cada detalle del pulido. Por ejemplo, en una misma jornada de trabajo, la máquina puede encargarse primero de grandes ollas de acero inoxidable con acabados satinados y luego pasar a pequeños sartenes de aluminio anodizado que requieren un pulido espejo. Este cambio rápido de parámetros sin detener la producción representa una ventaja competitiva para los fabricantes, ya que les permite atender pedidos variados sin tener que invertir en múltiples máquinas especializadas.
El impacto final de la amoladora automática se aprecia en el producto terminado. Utensilios con bordes lisos, superficies brillantes, fondos planos y acabados homogéneos transmiten al consumidor una percepción de calidad superior. En el mercado actual, donde los usuarios no solo buscan funcionalidad sino también diseño y durabilidad, este tipo de maquinaria se convierte en un aliado estratégico para los fabricantes. Incluso pequeñas diferencias en el acabado pueden ser decisivas a la hora de posicionar una marca frente a la competencia. Por ello, los fabricantes que adoptan este tipo de tecnología no solo optimizan sus procesos internos sino que también elevan el valor percibido de sus productos en el mercado.
Finalmente, las amoladoras automáticas modernas también se benefician de la digitalización y la conectividad. Algunos modelos están preparados para registrar datos de producción, consumo de abrasivos, tiempos de ciclo y eficiencia energética, lo que permite a las empresas implementar un mantenimiento predictivo y tomar decisiones basadas en información real y continua. Este monitoreo en tiempo real no solo evita paradas inesperadas, sino que también facilita la planificación de la producción y el control de calidad. Así, la máquina deja de ser un simple equipo de abrasión para convertirse en una unidad integral de gestión de calidad y eficiencia dentro de la planta.
Amoladora eléctrica para ollas y sartenes
La amoladora eléctrica para ollas y sartenes representa una herramienta indispensable en la industria del menaje de cocina, ya que cumple con la función de preparar, refinar y dar acabado a superficies metálicas que requieren altos niveles de calidad estética y funcional. A diferencia de los procesos manuales, que dependen de la habilidad del operario y suelen generar variaciones en el resultado final, una amoladora eléctrica garantiza uniformidad, velocidad y precisión en cada pieza procesada. Su aplicación es especialmente importante en la fabricación de ollas y sartenes de acero inoxidable, aluminio anodizado o incluso materiales multicapa, donde el acabado superficial no solo cumple una función decorativa, sino también higiénica y protectora frente al desgaste por uso y lavado.
El principio de funcionamiento se basa en el uso de discos abrasivos o ruedas de pulido que giran a alta velocidad, transmitiendo su energía mecánica a la superficie de la pieza. La elección del abrasivo depende de la fase del proceso: en las etapas iniciales se utilizan granos más gruesos para eliminar rebordes, soldaduras o imperfecciones dejadas por el embutido y el conformado; en fases intermedias se aplican discos de grano medio que corrigen la superficie, nivelan irregularidades y dejan un acabado satinado; y finalmente, en la fase de terminación, se emplean discos de fieltro, paños de algodón o compuestos especiales de pulido que permiten alcanzar un acabado espejo de alta calidad. Esta versatilidad convierte a la amoladora eléctrica en un equipo capaz de adaptarse a diferentes requerimientos de diseño y estilo de cada fabricante.
Otro aspecto esencial de estas máquinas es la ergonomía y el sistema de sujeción. En la industria, se utilizan amoladoras eléctricas de banco, portátiles o integradas en sistemas automáticos. Para el caso específico de ollas y sartenes, suelen incorporarse dispositivos de fijación que permiten mantener la pieza estable mientras recibe el tratamiento abrasivo. Esto garantiza que la presión aplicada sea constante en toda la superficie, evitando deformaciones y asegurando un acabado uniforme. Además, el diseño moderno de estas amoladoras integra sistemas de control electrónico que permiten ajustar la velocidad de rotación en función del material y del tipo de acabado buscado, lo cual ofrece mayor flexibilidad y precisión al operario.
El proceso de amolado también está estrechamente ligado a la gestión térmica, ya que el contacto prolongado entre disco y superficie metálica genera fricción y calor. Si este calor no se controla, pueden producirse decoloraciones, manchas o incluso pérdida de propiedades mecánicas del material. Por esta razón, muchas amoladoras eléctricas para utensilios de cocina incorporan sistemas de refrigeración, ya sea mediante aire forzado o refrigerantes líquidos aplicados en pulverización fina. De esta manera se protege tanto la pieza como el abrasivo, prolongando su vida útil y garantizando un acabado de mayor calidad.
La importancia de la amoladora eléctrica en la industria del menaje no se limita únicamente al aspecto funcional, sino que influye directamente en la percepción del consumidor. Un sartén con acabado espejo transmite elegancia y limpieza, mientras que uno con acabado satinado ofrece un aspecto moderno y resistente a rayaduras visibles. Esta capacidad de diversificar los acabados a partir de un mismo proceso hace que los fabricantes puedan ofrecer líneas de productos diferenciadas con un solo tipo de máquina.
Por último, cabe destacar que la integración de amoladoras eléctricas con sistemas automáticos y robóticos ha llevado este proceso a un nivel de alta eficiencia industrial. Hoy en día, existen líneas de producción donde la amoladora eléctrica forma parte de estaciones automatizadas que trabajan de manera continua, garantizando no solo precisión y repetibilidad, sino también una significativa reducción de costos y tiempos de producción. En un mercado altamente competitivo, donde la estética, la durabilidad y la calidad percibida de ollas y sartenes determinan la preferencia del consumidor, estas máquinas se convierten en un factor estratégico para cualquier empresa dedicada al menaje metálico.
La amoladora eléctrica para ollas y sartenes se ha consolidado como una de las máquinas más relevantes en la industria de fabricación de utensilios de cocina metálicos, no solo por su capacidad de remover imperfecciones y dar forma a las superficies, sino también por la posibilidad de ofrecer acabados de alta calidad que se adaptan a diferentes necesidades del mercado. Cuando un utensilio metálico como una sartén, una cacerola o una olla sale del proceso de embutición o conformado, suele presentar rebabas, marcas de presión, líneas de soldadura o irregularidades superficiales que afectan tanto a su estética como a su durabilidad. Es en este punto donde la amoladora eléctrica entra en acción, proporcionando un proceso estandarizado que asegura uniformidad y precisión en cada pieza. El principio básico consiste en el giro de discos abrasivos a gran velocidad, que al entrar en contacto con la superficie metálica desgastan el material sobrante, suavizan bordes y preparan la base para posteriores tratamientos de pulido o recubrimiento. La versatilidad de la máquina reside en la posibilidad de intercambiar diferentes tipos de discos o ruedas, cada uno con propiedades específicas de abrasión o de pulido, lo que permite avanzar de manera progresiva desde un desbaste inicial hasta un acabado espejo o satinado. En un primer paso se suelen utilizar discos de grano grueso que eliminan las irregularidades más notorias, corrigen deformaciones menores y dan homogeneidad a la pieza. Luego, se pasa a un grano más fino que genera una textura uniforme y mate, y finalmente se emplean paños de algodón, fieltro o ruedas de sisal impregnadas con compuestos de pulido que proporcionan el brillo característico y una apariencia impecable.
La amoladora eléctrica no solo cumple una función estética, sino también funcional e higiénica. Una olla o sartén con superficies rugosas tiende a acumular residuos, grasa y bacterias, lo que afecta la seguridad alimentaria y dificulta la limpieza. Un acabado pulido, en cambio, reduce los microporos y facilita la higiene, además de aportar mayor resistencia a la corrosión, especialmente en el caso del acero inoxidable. De igual manera, un acabado satinado puede resultar más práctico en piezas de uso intensivo, ya que disimula rayaduras superficiales producidas por el contacto con utensilios durante la cocción o el lavado. En este sentido, la elección del tipo de acabado se convierte en un factor estratégico de diseño, en el que la amoladora eléctrica desempeña un papel fundamental, permitiendo a los fabricantes ofrecer distintas gamas de producto en función de la estética y el nivel de resistencia que buscan transmitir a sus clientes.
El proceso de amolado implica también un control cuidadoso del calor generado, ya que la fricción entre el disco abrasivo y la pieza metálica puede ocasionar un sobrecalentamiento que altere la estructura superficial del material o provoque manchas de coloración indeseadas. Por ello, muchas amoladoras eléctricas modernas incorporan sistemas de refrigeración que funcionan mediante aire comprimido o mediante una fina pulverización de líquidos refrigerantes que reducen la temperatura sin dañar el acabado. Este control térmico no solo protege el utensilio, sino que además prolonga la vida útil de los discos abrasivos y de pulido, lo que se traduce en un ahorro de costos y una mayor eficiencia productiva. En paralelo, la evolución tecnológica de estas máquinas ha permitido que hoy en día se encuentren modelos con controles electrónicos que regulan la velocidad de giro de manera precisa, ajustándola al tipo de material, al estado de la superficie y al acabado buscado. Esto garantiza un control total del proceso y una mayor repetitividad en lotes de producción masiva.
En el ámbito de la ergonomía y la producción industrial, existen amoladoras eléctricas de diferentes formatos, desde modelos portátiles empleados en talleres artesanales hasta sistemas automatizados de gran tamaño integrados en líneas de fabricación. En la industria del menaje de cocina, la tendencia es incorporar amoladoras eléctricas automatizadas que incluyen brazos robóticos o dispositivos de sujeción que aseguran la pieza mientras la máquina trabaja de manera continua sobre ella. De esta forma, se elimina la dependencia del esfuerzo manual del operario, se logra una mayor uniformidad y se aumenta la capacidad de producción. En los talleres más pequeños, en cambio, se utilizan versiones de banco o portátiles que permiten al operario manipular cada pieza de forma individual, conservando la flexibilidad para trabajos a menor escala o para acabados personalizados. En ambos casos, el principio es el mismo, pero la automatización ha llevado a un salto cualitativo en términos de productividad y competitividad, dado que reduce errores humanos, acorta los tiempos de proceso y asegura estándares más elevados de calidad.
La importancia de la amoladora eléctrica en la producción de ollas y sartenes se refleja directamente en la percepción del consumidor final. Un utensilio con un acabado espejo transmite una imagen de lujo y calidad superior, asociado a la alta cocina y a la durabilidad, mientras que un acabado satinado puede dar la impresión de modernidad, sobriedad y resistencia práctica. Estos detalles influyen en la decisión de compra, pues el consumidor no solo evalúa la funcionalidad de la pieza, sino también su estética y facilidad de limpieza. En un mercado global altamente competitivo, los fabricantes recurren a estas máquinas para diferenciar sus líneas de productos y cumplir con los estándares internacionales de acabado superficial. La amoladora eléctrica, por lo tanto, no es simplemente una máquina de abrasión, sino una herramienta estratégica que conecta el proceso productivo con la experiencia del usuario final, aportando valor agregado en cada etapa de la cadena.
La amoladora eléctrica para ollas y sartenes, cuando se integra en una línea de producción moderna de menaje, deja de ser simplemente una herramienta de pulido y se convierte en un componente central de un sistema altamente automatizado que garantiza uniformidad, velocidad y calidad repetible en cada pieza. En la fabricación industrial, los utensilios de cocina pasan por múltiples etapas antes de llegar a la amoladora: corte de discos metálicos, embutición profunda, conformado de fondos, recorte de bordes y, en algunos casos, soldadura o ensamblado de asas. Cada uno de estos procesos deja marcas, rebabas y microdeformaciones que, de no corregirse, afectarían tanto la estética como la funcionalidad final de la pieza. La amoladora eléctrica automatizada actúa corrigiendo estas imperfecciones mediante un proceso secuencial de desbaste, afinado y pulido fino, en el que cada fase utiliza abrasivos y compuestos especializados adaptados al material de la pieza, su grosor y la forma específica del utensilio.
En la fase de desbaste, discos o bandas abrasivas de grano grueso eliminan los defectos más evidentes y nivelan la superficie, preparando la pieza para la siguiente etapa. Posteriormente, discos de grano medio o fino suavizan las microimperfecciones y homogéneizan la textura de la superficie, mientras que en la fase final de pulido se emplean ruedas de fieltro, discos de algodón o materiales sintéticos impregnados con compuestos abrasivos que permiten alcanzar acabados espejo, satinados o mate, según las especificaciones del fabricante. La automatización permite ajustar en tiempo real la velocidad de rotación, la presión aplicada y el ángulo de contacto del abrasivo, asegurando que cada utensilio reciba un tratamiento uniforme sin importar su tamaño, forma o material, ya sea acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa.
La sujeción y manipulación de los utensilios en la línea automatizada se realiza mediante sistemas robóticos, mesas giratorias de alta precisión y pinzas neumáticas que aseguran estabilidad y posicionamiento exacto durante todo el proceso. Esto evita deformaciones y garantiza que incluso zonas de difícil acceso, como bordes interiores, refuerzos de asas o fondos encapsulados, sean tratadas de manera homogénea. La fricción generada durante la abrasión produce calor, por lo que se integran sistemas de refrigeración por aire o líquidos pulverizados para mantener la temperatura controlada, evitando deformaciones, decoloraciones y pérdida de propiedades mecánicas del material. Además, los sistemas de aspiración y filtrado capturan polvo metálico y residuos de abrasivo, protegiendo tanto al equipo como al operario y asegurando un entorno de trabajo seguro y limpio.
La programación de ciclos automáticos permite cambiar rápidamente entre diferentes tipos de utensilios y acabados sin detener la producción. Por ejemplo, en una misma línea, la máquina puede procesar ollas grandes de acero inoxidable con acabado satinado y, seguidamente, sartenes de aluminio con pulido espejo, adaptando automáticamente la presión, velocidad, tipo de abrasivo y duración de cada ciclo. Este nivel de flexibilidad no solo aumenta la eficiencia productiva sino que también permite a los fabricantes responder rápidamente a cambios en la demanda o a pedidos personalizados, ofreciendo distintas líneas de productos con acabados diferenciados.
El impacto de la amoladora eléctrica automatizada en la calidad final de los utensilios es significativo. Las superficies lisas y uniformes facilitan la limpieza, reducen la acumulación de residuos y aumentan la resistencia a la corrosión, mientras que los bordes pulidos mejoran la seguridad y ergonomía del usuario. Los fondos planos garantizan un contacto térmico óptimo durante la cocción, lo que incrementa la eficiencia energética de los utensilios y mejora la experiencia culinaria. Además, los acabados espejo o satinados transmiten al consumidor una sensación de lujo, modernidad y durabilidad, elementos que son determinantes en la percepción de calidad y en la decisión de compra.
El mantenimiento de estas máquinas también se ha optimizado gracias a la digitalización y el monitoreo en tiempo real. Los sensores incorporados permiten registrar la vida útil de los abrasivos, el consumo de energía, el desgaste de componentes y la eficiencia de los sistemas de refrigeración y aspiración. Esto posibilita un mantenimiento predictivo que evita paradas no planificadas y asegura la continuidad de la producción sin comprometer la calidad. Al mismo tiempo, el registro de datos permite analizar patrones de producción, optimizar ciclos de trabajo y reducir desperdicios, generando eficiencia tanto económica como operativa.
En conjunto, la amoladora eléctrica para ollas y sartenes en un entorno industrial automatizado representa una inversión estratégica que combina productividad, precisión, calidad estética y funcionalidad. Su capacidad para integrarse en líneas de producción completas, automatizar procesos críticos y garantizar acabados repetibles convierte a estas máquinas en una herramienta indispensable para fabricantes de menaje que buscan mantener estándares internacionales de excelencia, satisfacer las demandas del mercado y ofrecer productos duraderos, higiénicos y visualmente atractivos.
La amoladora eléctrica para ollas y sartenes, en un contexto industrial moderno, se ha convertido en un elemento clave no solo por su capacidad de eliminar imperfecciones y uniformizar superficies metálicas, sino también por su papel central en la optimización de líneas de producción completas y en la garantía de calidad constante de los utensilios. Desde que un disco de acero inoxidable o aluminio sale de la etapa de corte, embutición profunda o conformado, ya presenta irregularidades como rebabas, marcas de presión, microdeformaciones en bordes y fondos que pueden comprometer tanto la estética como la funcionalidad de la pieza. La amoladora eléctrica automatizada actúa eliminando estas imperfecciones mediante un proceso secuencial que combina desbaste inicial, afinado intermedio y pulido fino, controlando de manera precisa cada parámetro del proceso, incluyendo velocidad de rotación, presión, ángulo de contacto y duración de cada ciclo, garantizando uniformidad en piezas de distintos tamaños, formas y materiales, incluyendo acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa.
El desbaste inicial, ejecutado con discos abrasivos de grano grueso o bandas de alta resistencia, permite remover las imperfecciones más evidentes, nivelar la superficie y preparar la pieza para las etapas posteriores de refinamiento. Posteriormente, se utiliza un grano intermedio para suavizar microdefectos y homogeneizar la textura de la superficie, asegurando que no queden irregularidades que puedan afectar la calidad del pulido final. En la fase de pulido fino se aplican discos de fieltro, ruedas de algodón, materiales sintéticos o ruedas impregnadas con compuestos abrasivos finos como óxido de aluminio, carburo de silicio o incluso partículas diamantadas en equipos de alta gama, obteniendo acabados espejo, satinados o mate según las necesidades de diseño y funcionalidad del utensilio. Cada una de estas etapas es controlada digitalmente, garantizando que incluso las áreas de difícil acceso, como bordes interiores, asas soldadas o fondos encapsulados, reciban un tratamiento homogéneo sin intervención manual, eliminando variaciones propias de procesos artesanales y asegurando estándares industriales de calidad.
La manipulación de las piezas en la línea automatizada se realiza mediante sistemas robóticos, brazos articulados, mesas giratorias y pinzas neumáticas que mantienen cada utensilio en posición exacta durante todo el proceso. Esto no solo protege la integridad de la pieza, evitando deformaciones o marcas indeseadas, sino que también aumenta la seguridad del operario, al minimizar el contacto directo con discos abrasivos en movimiento. Además, la fricción generada durante el proceso produce calor, por lo que se incorporan sistemas de refrigeración por aire o líquidos pulverizados que mantienen la temperatura bajo control, evitando deformaciones, decoloraciones o alteraciones en las propiedades mecánicas del material. Los sistemas de aspiración y filtrado integrados eliminan polvo metálico y partículas abrasivas, manteniendo la zona de trabajo limpia, segura y libre de contaminantes que podrían afectar tanto la calidad del acabado como la seguridad industrial.
La automatización avanzada permite también una flexibilidad excepcional: la máquina puede alternar entre distintos tipos de utensilios y acabados sin necesidad de detener la producción. Por ejemplo, una línea puede procesar grandes ollas de acero inoxidable con acabado satinado y, de manera consecutiva, sartenes de aluminio con acabado espejo, ajustando automáticamente presión, velocidad de abrasión y duración del ciclo para cada tipo de pieza. Esto asegura productividad continua y reducción de desperdicio de material, así como la capacidad de cumplir con pedidos personalizados o variantes de diseño que requieren acabados diferenciados.
El impacto de la amoladora eléctrica en la calidad final de los utensilios es directo y perceptible. Superficies lisas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil del utensilio. Los bordes pulidos mejoran la ergonomía y la seguridad durante su uso, mientras que fondos perfectamente planos aseguran un contacto térmico óptimo en la cocción, aumentando la eficiencia energética y la uniformidad del calentamiento. Acabados espejo o satinados no solo aportan valor estético y sensación de alta calidad, sino que también refuerzan la percepción de durabilidad y modernidad del producto, factores decisivos en la elección del consumidor.
La integración de sensores y sistemas de monitoreo en tiempo real ha elevado el nivel de control sobre el proceso. Sensores de desgaste de abrasivos, control de temperatura, vibración y eficiencia de aspiración permiten realizar mantenimiento predictivo y optimizar el consumo de materiales, evitando paradas no planificadas y garantizando la repetibilidad de los acabados. La recopilación de datos de producción permite analizar tendencias, ajustar parámetros y mejorar la eficiencia operativa, generando un equilibrio entre productividad, costos y calidad final.
En definitiva, la amoladora eléctrica automatizada para ollas y sartenes no es solo un equipo de pulido, sino un sistema integral que combina precisión mecánica, control digital, automatización robótica, refrigeración, aspiración y monitoreo inteligente para transformar piezas semielaboradas en utensilios terminados, uniformes y de alta calidad. Su implementación en líneas de producción modernas permite a los fabricantes ofrecer productos consistentes, estéticamente atractivos, funcionalmente eficientes y duraderos, mientras optimizan tiempos, costos y seguridad industrial, consolidando la competitividad en un mercado global exigente.
Si quieres, puedo continuar desarrollando un texto aún más detallado sobre los distintos tipos de abrasivos, granulometrías, compuestos de pulido, configuraciones de discos y sistemas robóticos, mostrando cómo cada combinación permite alcanzar acabados específicos en ollas, sartenes y utensilios metálicos, incluyendo procesos avanzados de automatización industrial.
Máquina amoladora para utensilios de cocina
La máquina amoladora para utensilios de cocina es un equipo industrial diseñado para proporcionar acabados precisos y uniformes a ollas, sartenes, cacerolas y otros recipientes metálicos, combinando automatización, control digital y sistemas de manipulación avanzados. Su función principal es eliminar rebabas, marcas de corte, microdeformaciones de bordes y fondos, y cualquier imperfección que haya quedado tras procesos de embutición, corte o soldadura, garantizando que cada pieza cumpla con altos estándares de calidad estética y funcional. La máquina trabaja mediante discos, bandas o ruedas abrasivas de distintas granulometrías, pasando por fases progresivas que incluyen desbaste inicial, afinado intermedio y pulido fino, permitiendo obtener desde acabados mate o satinado hasta acabados espejo según los requerimientos del fabricante.
El control de la presión, velocidad y ángulo de los abrasivos se realiza mediante sistemas PLC o CNC, asegurando uniformidad y repetibilidad en cada ciclo de trabajo, sin importar la geometría o el tamaño del utensilio. La manipulación de las piezas se efectúa mediante brazos robóticos, mesas giratorias y sistemas neumáticos que mantienen la posición exacta de los utensilios durante todo el proceso, garantizando que incluso zonas de difícil acceso, como fondos encapsulados, bordes interiores y refuerzos de asas, reciban un tratamiento homogéneo. Para evitar sobrecalentamiento y deformaciones, la máquina integra sistemas de refrigeración por aire o líquidos pulverizados y sistemas de aspiración que eliminan polvo metálico y partículas abrasivas, protegiendo tanto la pieza como al operario.
En el contexto de una línea de producción industrial, la máquina amoladora se integra con procesos previos de corte, embutición, conformado de fondos y recorte de bordes, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas. Esta integración permite que el proceso de acabado se realice de manera continua, aumentando la productividad, reduciendo desperdicios y asegurando consistencia en la calidad final de los utensilios. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente la velocidad de los discos, la presión aplicada y la duración del ciclo según el material y la geometría de la pieza.
El impacto del uso de la amoladora industrial se refleja en la funcionalidad, durabilidad y estética de los utensilios de cocina. Superficies lisas y uniformes facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil del producto, mientras que los bordes pulidos mejoran la ergonomía y la seguridad durante el uso. Los fondos perfectamente planos garantizan un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad de cocción. Acabados espejo o satinados no solo aportan valor estético, sino que también aumentan la percepción de calidad y modernidad del producto, un factor determinante en la decisión de compra del consumidor.
La máquina amoladora para utensilios de cocina también incorpora sistemas de monitoreo y mantenimiento predictivo que permiten controlar el desgaste de abrasivos, la eficiencia de los sistemas de refrigeración y aspiración, y los parámetros de trabajo de manera constante. Esto evita paradas no planificadas, prolonga la vida útil de los componentes y asegura la repetibilidad de los acabados, optimizando la eficiencia de toda la línea de producción. Gracias a estas capacidades, la máquina no solo actúa como un equipo de acabado, sino como un sistema integral que combina precisión mecánica, automatización, control digital y seguridad industrial, transformando piezas semielaboradas en utensilios terminados, consistentes, estéticos y funcionales, preparados para su distribución y uso en el mercado de menaje de cocina.
La máquina amoladora para utensilios de cocina es un sistema industrial avanzado que combina precisión mecánica, automatización y control digital para transformar piezas semielaboradas en productos terminados con acabados uniformes, duraderos y estéticamente atractivos. En la fabricación de ollas, sartenes, cacerolas y otros recipientes metálicos, los procesos previos de corte, embutición, recorte y conformado suelen dejar rebabas, marcas de presión, microdeformaciones y otras imperfecciones que afectan tanto la apariencia como la funcionalidad del utensilio. La amoladora se encarga de eliminar estos defectos mediante un proceso secuencial que involucra desbaste inicial con abrasivos de grano grueso, afinado intermedio con grano medio y pulido fino con discos de fieltro, algodón o ruedas impregnadas con compuestos abrasivos, logrando acabados que pueden variar desde mate y satinado hasta espejo de alta calidad. Cada fase del proceso se controla mediante sistemas PLC o CNC, ajustando parámetros como velocidad de rotación, presión de contacto y ángulo de incidencia, asegurando uniformidad y repetibilidad en cada pieza, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa.
La manipulación de las piezas dentro de la amoladora se realiza mediante brazos robóticos, mesas giratorias y sistemas neumáticos de sujeción que mantienen la posición exacta del utensilio durante todo el proceso, permitiendo que incluso zonas complejas como bordes interiores, asas soldadas o fondos encapsulados reciban un tratamiento homogéneo. La fricción generada por el contacto entre los abrasivos y el metal produce calor, por lo que la máquina integra sistemas de refrigeración por aire o líquidos pulverizados que evitan deformaciones, decoloraciones o alteraciones de las propiedades mecánicas del material. Además, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de abrasivo, garantizando un entorno de trabajo seguro y limpio, protegiendo tanto la máquina como al operario y asegurando la calidad final de los utensilios.
En una línea de producción industrial, la amoladora se integra con etapas previas de corte, embutición y recorte de bordes, así como con procesos posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, generando un flujo continuo y eficiente que incrementa la productividad y minimiza desperdicios. La automatización avanzada permite alternar entre diferentes tipos de utensilios y acabados sin detener la línea, ajustando automáticamente los parámetros de abrasión, tiempo de exposición y presión aplicada para adaptarse a cada material y geometría. Esto proporciona una flexibilidad estratégica que permite a los fabricantes atender pedidos variados o personalizados, manteniendo la calidad y uniformidad en cada lote de producción.
El impacto del uso de la amoladora industrial se refleja directamente en la funcionalidad y estética de los utensilios de cocina. Superficies lisas facilitan la limpieza, reducen la acumulación de residuos y mejoran la resistencia a la corrosión, mientras que bordes y asas pulidos aumentan la ergonomía y la seguridad durante el uso. Los fondos perfectamente planos aseguran un contacto térmico uniforme con la fuente de calor, mejorando la eficiencia energética y la distribución del calor durante la cocción. Acabados espejo o satinados no solo aportan valor estético y elegancia, sino que también incrementan la percepción de calidad, durabilidad y modernidad del producto, factores decisivos en la decisión de compra del consumidor final.
La máquina amoladora para utensilios de cocina también está equipada con sistemas de monitoreo en tiempo real que registran el desgaste de abrasivos, la eficiencia de refrigeración y aspiración, las vibraciones y parámetros de operación, lo que permite implementar un mantenimiento predictivo y reducir paradas inesperadas. Esto asegura la repetibilidad de los acabados, prolonga la vida útil de los componentes de la máquina y optimiza la eficiencia de toda la línea de producción. Gracias a estas capacidades, la amoladora deja de ser simplemente un equipo de pulido para convertirse en un sistema integral de transformación de piezas, garantizando que cada utensilio salga con acabado uniforme, libre de defectos, funcional, duradero y estéticamente atractivo.
Además, la integración de tecnologías robóticas y de control digital permite configurar ciclos específicos para cada tipo de utensilio, adaptando la presión, velocidad, tipo de abrasivo y duración de cada fase de trabajo para lograr acabados diferenciados según las necesidades del fabricante o del mercado. Esto incluye desde utensilios de cocina profesionales con acabado espejo y máxima durabilidad, hasta piezas con acabados satinados que requieren mayor resistencia a rayaduras o utensilios con texturas decorativas. La capacidad de programar estos ciclos y de monitorear cada parámetro en tiempo real optimiza los recursos, minimiza el desperdicio de abrasivos y asegura que la producción sea eficiente, continua y de alta calidad, consolidando la competitividad de los fabricantes en un mercado global exigente.
La máquina amoladora para utensilios de cocina es un equipo industrial que representa la convergencia entre ingeniería mecánica de precisión, automatización avanzada y control digital, diseñada para transformar piezas metálicas semielaboradas en productos terminados con acabados uniformes, funcionales y estéticamente atractivos. En la fabricación de ollas, sartenes, cacerolas y otros recipientes metálicos, los procesos previos de corte de discos, embutición profunda, conformado de fondos y recorte de bordes generan imperfecciones como rebabas, marcas de presión, microdeformaciones, líneas de soldadura y pequeñas irregularidades en los bordes que afectan tanto la apariencia como la funcionalidad del utensilio. La máquina amoladora automatizada se encarga de corregir estas imperfecciones mediante un proceso secuencial altamente controlado que combina desbaste inicial con abrasivos de grano grueso, afinado intermedio con grano medio y pulido fino con ruedas de fieltro, discos de algodón o materiales sintéticos impregnados con compuestos abrasivos, logrando acabados que pueden variar entre mate, satinado o espejo, de acuerdo con los requerimientos específicos del fabricante y del mercado.
El control de cada etapa del proceso se realiza mediante sistemas electrónicos PLC o CNC, que permiten ajustar en tiempo real la velocidad de rotación de los discos, la presión de contacto, el ángulo de incidencia y la duración del ciclo de pulido, garantizando uniformidad y repetibilidad en todas las piezas, independientemente de su tamaño, forma o material. La manipulación de los utensilios durante el proceso de amolado se realiza mediante brazos robóticos, mesas giratorias y sistemas neumáticos de sujeción que aseguran que cada pieza se mantenga en la posición óptima mientras se trabaja sobre ella. Esto permite que incluso zonas complejas, como bordes interiores, asas soldadas o fondos encapsulados, reciban un tratamiento homogéneo sin intervención manual, eliminando variaciones y garantizando acabados consistentes y de alta calidad.
El calor generado por la fricción entre los abrasivos y el metal durante el proceso puede causar deformaciones, decoloraciones o alteraciones de las propiedades mecánicas del material. Para contrarrestar este efecto, las máquinas modernas integran sistemas de refrigeración por aire o líquidos pulverizados que mantienen la temperatura bajo control, protegiendo tanto el utensilio como los abrasivos y prolongando la vida útil de los componentes de la máquina. Adicionalmente, sistemas de aspiración y filtrado capturan el polvo metálico y los residuos de abrasivo, asegurando un ambiente limpio y seguro, cumpliendo con normativas industriales y protegiendo la salud de los operarios.
La integración de la amoladora eléctrica en líneas de producción industriales permite que el flujo de trabajo sea continuo y eficiente. La máquina se coordina con procesos previos de corte, embutición, conformado y recorte, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, optimizando la productividad y reduciendo desperdicios. La automatización avanzada también permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente los parámetros de abrasión, presión y duración del ciclo según el material y la geometría de la pieza, proporcionando flexibilidad para atender pedidos personalizados o lotes variados.
El impacto de la amoladora eléctrica sobre la calidad de los utensilios es inmediato y tangible. Superficies lisas y homogéneas facilitan la limpieza, mejoran la resistencia a la corrosión y aumentan la durabilidad de la pieza, mientras que bordes pulidos y acabados uniformes garantizan ergonomía y seguridad durante el uso. Fondos planos y nivelados aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad de cocción. Los acabados espejo, satinados o mate aportan un valor estético que influye directamente en la percepción de calidad del consumidor, diferenciando los productos en un mercado competitivo donde la apariencia y la durabilidad son factores clave para la decisión de compra.
Los sistemas de monitoreo en tiempo real y mantenimiento predictivo son elementos adicionales que consolidan la eficiencia de la amoladora. Sensores de desgaste de abrasivos, control de temperatura, vibraciones y eficiencia de aspiración permiten anticipar reemplazos de componentes y prevenir paradas inesperadas, asegurando la repetibilidad de los acabados y prolongando la vida útil del equipo. Asimismo, la recopilación de datos de producción facilita el análisis de rendimiento, optimiza el consumo de abrasivos y compuestos de pulido, y permite ajustar los parámetros de operación para mantener estándares elevados de calidad en toda la línea.
La automatización también posibilita la creación de ciclos específicos de trabajo adaptados a cada tipo de utensilio y acabado, desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado resistente a rayaduras, pasando por piezas con texturas decorativas o mates. La combinación de abrasivos de diferentes granulometrías, discos de pulido especializados, compuestos abrasivos y sistemas de sujeción robóticos permite controlar con precisión cada fase del proceso, logrando resultados consistentes y de alto valor agregado para el mercado.
En definitiva, la máquina amoladora para utensilios de cocina se ha convertido en un componente estratégico dentro de la industria del menaje metálico. No solo garantiza acabados uniformes, funcionalidad y estética superior, sino que también optimiza la productividad, reduce costos operativos, asegura la seguridad industrial y eleva la competitividad de los fabricantes en un mercado global exigente. Su integración con sistemas robóticos, control digital y automatización de líneas de producción convierte a la amoladora en un equipo integral capaz de transformar piezas semielaboradas en utensilios terminados listos para su distribución, uso y venta, cumpliendo con altos estándares de calidad, durabilidad y diseño industrial.
La máquina amoladora para utensilios de cocina, en su versión industrial completamente automatizada, representa una pieza clave en la transformación de piezas semielaboradas en productos terminados que cumplen con los más altos estándares de calidad, durabilidad y estética. En la fabricación de ollas, sartenes, cacerolas y otros recipientes metálicos, los procesos iniciales de corte, embutición profunda, conformado de fondos, recorte de bordes y, en algunos casos, soldadura de asas, generan rebabas, microdeformaciones, marcas de presión y pequeñas irregularidades superficiales que afectan la funcionalidad y la apariencia final de los utensilios. La amoladora automatizada se encarga de corregir estos defectos mediante un proceso secuencial de desbaste, afinado y pulido, utilizando abrasivos de diferentes granulometrías y materiales, desde granos gruesos que eliminan rebordes hasta compuestos finos aplicados con discos de fieltro o algodón que permiten obtener acabados espejo, satinado o mate según la necesidad de producción. La precisión de la máquina se controla digitalmente mediante sistemas PLC o CNC, que ajustan la velocidad de rotación, la presión de contacto, el ángulo de incidencia y la duración de cada ciclo de trabajo, garantizando que cada pieza reciba el mismo tratamiento uniforme, sin importar su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa.
La manipulación y sujeción de los utensilios durante el proceso de amolado se realiza mediante sistemas robóticos, mesas giratorias de alta precisión y pinzas neumáticas, asegurando que las piezas se mantengan estables y correctamente orientadas para que incluso zonas difíciles de alcanzar, como bordes internos, fondos encapsulados y asas soldadas, reciban un tratamiento homogéneo. Esta automatización elimina la dependencia del trabajo manual, reduce el riesgo de errores y garantiza resultados consistentes en series grandes de producción. El calor generado por la fricción entre abrasivos y metal puede producir deformaciones o decoloraciones, por lo que estas máquinas integran sistemas de refrigeración por aire o líquidos pulverizados que controlan la temperatura, protegiendo la integridad del utensilio y prolongando la vida útil de los abrasivos. Al mismo tiempo, sistemas de aspiración y filtrado eliminan polvo metálico y partículas residuales, manteniendo un entorno de trabajo limpio y seguro, cumpliendo con las normas de seguridad industrial y protegiendo la salud de los operarios.
En líneas de producción industrial, la amoladora eléctrica se integra con los procesos anteriores de corte y conformado, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, permitiendo un flujo de trabajo continuo y eficiente que maximiza la productividad y reduce el desperdicio de materiales. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente los parámetros de presión, velocidad y duración del ciclo de pulido según la geometría y el material de cada pieza. Esto proporciona una flexibilidad estratégica que facilita atender pedidos personalizados, cambios en la demanda y diferentes gamas de producto sin comprometer la uniformidad ni la calidad del acabado final.
El efecto de la amoladora sobre la calidad final de los utensilios es altamente perceptible. Superficies homogéneas facilitan la limpieza y la higiene, reducen la acumulación de residuos y aumentan la resistencia a la corrosión, mientras que los bordes pulidos garantizan ergonomía y seguridad durante el uso. Los fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad de la cocción. Los acabados espejo transmiten lujo y calidad profesional, los satinados ofrecen modernidad y resistencia a rayaduras, y los mates pueden utilizarse en utensilios decorativos o con características especiales de durabilidad y resistencia a marcas de uso, permitiendo que los fabricantes diferencien sus líneas de producto según las necesidades del mercado y la percepción de los consumidores.
La máquina amoladora para utensilios de cocina también incluye sistemas de monitoreo en tiempo real que registran parámetros clave como desgaste de abrasivos, temperatura, vibración, eficiencia de los sistemas de aspiración y presión aplicada. Esto permite implementar un mantenimiento predictivo, reducir paradas no planificadas y asegurar la repetibilidad de los acabados en toda la línea de producción. Los datos recopilados facilitan análisis de eficiencia, optimización de ciclos de trabajo y gestión de recursos, garantizando que el proceso sea rentable y sostenible, sin comprometer la calidad de los utensilios. La integración de tecnologías robóticas y de control digital permite programar ciclos específicos adaptados a cada tipo de utensilio y acabado, desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales, ajustando presión, velocidad, tipo de abrasivo y duración del ciclo de manera automatizada.
El uso de esta máquina permite a los fabricantes optimizar la producción, minimizar desperdicios, garantizar seguridad industrial, mejorar la eficiencia energética de sus utensilios y ofrecer productos consistentes y de alto valor agregado. La amoladora eléctrica automatizada se convierte así en un elemento estratégico dentro de la industria del menaje metálico, no solo cumpliendo la función de acabado superficial, sino integrándose como un sistema completo de transformación de piezas, control de calidad, automatización y gestión productiva. Su capacidad para combinar abrasivos de diferentes granulometrías, compuestos de pulido, sistemas de sujeción robóticos y programación digital permite alcanzar cualquier tipo de acabado requerido, asegurando que cada utensilio salga de la línea listo para su distribución y uso, con uniformidad, durabilidad, estética y funcionalidad óptimas.
Amoladora automática para menaje de cocina
La amoladora automática para menaje de cocina es un equipo industrial diseñado para transformar utensilios metálicos semielaborados como ollas, sartenes, cacerolas y otros recipientes en productos terminados con acabados precisos, uniformes y de alta calidad. Su función principal es eliminar rebabas, microdeformaciones, marcas de presión y cualquier imperfección que quede tras los procesos de corte, embutición profunda, conformado de fondos o soldadura de asas, garantizando que cada pieza cumpla con estándares estéticos, funcionales e higiénicos. La máquina trabaja mediante discos, bandas o ruedas abrasivas de distintas granulometrías, que permiten avanzar de un desbaste inicial con granos gruesos para eliminar imperfecciones evidentes, a un afinado intermedio y finalmente un pulido fino con compuestos abrasivos que producen acabados mate, satinado o espejo, según la necesidad del fabricante o del mercado.
El control de la máquina se realiza mediante sistemas PLC o CNC, que permiten ajustar en tiempo real parámetros como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia y duración de cada ciclo, asegurando uniformidad y repetibilidad en todas las piezas, independientemente de su forma, tamaño o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios se efectúa mediante brazos robóticos, mesas giratorias y pinzas neumáticas que mantienen cada pieza en la posición exacta mientras se trabaja sobre ella, permitiendo que incluso zonas difíciles de alcanzar, como bordes internos, asas soldadas o fondos encapsulados, reciban un acabado homogéneo.
El proceso genera calor debido a la fricción entre abrasivos y metal, por lo que la máquina incorpora sistemas de refrigeración por aire o líquidos pulverizados que controlan la temperatura y evitan deformaciones, decoloraciones o alteraciones en las propiedades mecánicas del material. Sistemas de aspiración y filtrado eliminan polvo metálico y residuos de abrasivo, manteniendo un entorno de trabajo seguro y limpio, protegiendo tanto la máquina como a los operarios y asegurando la calidad final de los utensilios.
En líneas de producción industriales, la amoladora automática se integra con procesos previos de corte, embutición y conformado, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, generando un flujo de trabajo continuo, eficiente y productivo. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente presión, velocidad y duración del ciclo según la geometría y material de cada pieza, lo que proporciona flexibilidad para atender pedidos personalizados y diferentes gamas de producto.
El impacto de la amoladora automática se refleja directamente en la funcionalidad, durabilidad y estética de los utensilios de cocina. Superficies uniformes facilitan la limpieza y la higiene, reducen la acumulación de residuos y aumentan la resistencia a la corrosión. Bordes y asas pulidos mejoran la ergonomía y la seguridad durante el uso. Fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad de la cocción. Los acabados espejo o satinados aportan valor estético y modernidad al producto, incrementando la percepción de calidad y durabilidad por parte del consumidor.
La máquina también incorpora sistemas de monitoreo en tiempo real que registran desgaste de abrasivos, eficiencia de refrigeración, vibraciones y parámetros de operación, permitiendo implementar mantenimiento predictivo y evitando paradas no planificadas. Esto asegura la repetibilidad de los acabados, prolonga la vida útil de los componentes y optimiza la eficiencia de la línea de producción. La automatización permite programar ciclos específicos para cada tipo de utensilio, ajustando presión, velocidad, tipo de abrasivo y duración del ciclo, lo que permite obtener desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales.
En conjunto, la amoladora automática para menaje de cocina es un equipo integral que combina precisión mecánica, automatización, control digital, sistemas de sujeción robóticos, refrigeración y aspiración, transformando piezas semielaboradas en utensilios terminados con uniformidad, funcionalidad, durabilidad y estética óptimas. Su implementación permite a los fabricantes optimizar la productividad, reducir desperdicios, garantizar la seguridad industrial y ofrecer productos consistentes y de alto valor agregado, consolidando la competitividad en un mercado global exigente.
La amoladora automática para menaje de cocina es un equipo industrial avanzado que ha evolucionado para satisfacer las demandas de producción en masa de utensilios metálicos con acabados precisos, uniformes y de alta calidad, integrando tecnologías de automatización, control digital, sistemas robóticos de manipulación y monitoreo en tiempo real. En la fabricación de ollas, sartenes, cacerolas y otros recipientes metálicos, los procesos previos como corte de discos, embutición profunda, conformado de fondos, recorte de bordes y soldadura de asas generan rebabas, marcas de presión, microdeformaciones y pequeñas imperfecciones que comprometen la estética y la funcionalidad del producto. La amoladora automática corrige estos defectos mediante un proceso progresivo que combina desbaste inicial con abrasivos de grano grueso, afinado intermedio con grano medio y pulido fino con discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos, logrando acabados mate, satinado o espejo según las especificaciones de cada línea de producción y del mercado objetivo.
El control de la máquina se realiza mediante sistemas PLC o CNC, que permiten ajustar en tiempo real parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia y duración de cada ciclo, asegurando uniformidad y repetibilidad en todas las piezas, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios durante el proceso de amolado se realiza mediante brazos robóticos, mesas giratorias y pinzas neumáticas que mantienen cada pieza en la posición óptima mientras se trabaja sobre ella, asegurando que incluso zonas de difícil acceso, como bordes internos, asas soldadas o fondos encapsulados, reciban un tratamiento homogéneo. Esta automatización minimiza la intervención manual, reduce riesgos de errores y aumenta la seguridad de los operarios, eliminando la exposición directa a abrasivos en movimiento y partículas metálicas.
El calor generado por la fricción entre abrasivos y metal durante el pulido puede causar deformaciones, decoloraciones o pérdida de propiedades mecánicas. Para contrarrestar esto, la amoladora incorpora sistemas de refrigeración por aire o líquidos pulverizados que mantienen la temperatura bajo control y garantizan la integridad del utensilio y de los abrasivos. Paralelamente, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de abrasivo, manteniendo un entorno de trabajo seguro y limpio y asegurando que la calidad del acabado final no se vea comprometida por contaminantes.
En líneas de producción industriales, la amoladora automática se integra con procesos anteriores de corte, embutición, conformado y recorte de bordes, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, permitiendo un flujo de trabajo continuo y eficiente. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente los parámetros de abrasión, presión, velocidad y duración de ciclo según el tipo de pieza y material, proporcionando flexibilidad para atender pedidos personalizados y adaptarse a cambios en la demanda del mercado sin comprometer la uniformidad ni la calidad del acabado final.
El efecto de la amoladora automática sobre la calidad de los utensilios es tangible y multifacético. Las superficies lisas y homogéneas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil de los productos. Los bordes y asas pulidos mejoran la ergonomía y la seguridad durante el uso, mientras que los fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad en la cocción. Acabados espejo o satinados aportan valor estético, elegancia y modernidad, reforzando la percepción de calidad y durabilidad frente al consumidor, mientras que acabados mate o texturizados pueden emplearse para utensilios decorativos o con requerimientos especiales de resistencia a rayaduras y desgaste.
La amoladora automática también incorpora sistemas de monitoreo en tiempo real que registran parámetros clave como desgaste de abrasivos, temperatura, vibraciones y eficiencia de los sistemas de aspiración, permitiendo implementar mantenimiento predictivo, evitar paradas no planificadas y asegurar la repetibilidad de los acabados. La recopilación de datos permite analizar tendencias, optimizar ciclos de producción, ajustar recursos y mejorar la eficiencia global de la línea. La programación de ciclos automáticos específicos permite adaptar presión, velocidad, tipo de abrasivo y duración de cada fase de pulido a distintos utensilios, desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios con texturas especiales, asegurando resultados uniformes y consistentes en toda la producción.
En conjunto, la amoladora automática para menaje de cocina se convierte en un sistema integral de transformación de piezas semielaboradas en utensilios terminados de alta calidad, combinando precisión mecánica, control digital, automatización robótica, sistemas de refrigeración y aspiración, y estrategias de programación avanzada. Su implementación permite a los fabricantes optimizar la productividad, reducir desperdicios, garantizar seguridad industrial, mantener la consistencia en la calidad y ofrecer productos con acabados estéticos, funcionales y duraderos que cumplen con las expectativas del mercado global. Además, su capacidad de integración con otras etapas de la línea de producción y de adaptación a distintos materiales y acabados convierte a la amoladora en una herramienta estratégica, indispensable para fabricantes que buscan eficiencia, flexibilidad y excelencia industrial en la producción de utensilios de cocina.
La amoladora automática para menaje de cocina es un equipo industrial de alta tecnología que integra precisión mecánica, automatización avanzada, control digital y sistemas robóticos de manipulación para transformar utensilios metálicos semielaborados en productos terminados con acabados uniformes, funcionales y estéticamente superiores. En la fabricación de ollas, sartenes, cacerolas y otros recipientes metálicos, los procesos previos de corte, embutición profunda, conformado de fondos, recorte de bordes y, en algunos casos, soldadura de asas generan rebabas, microdeformaciones, marcas de presión, líneas de soldadura y pequeñas imperfecciones que afectan tanto la estética como la funcionalidad del producto final. La amoladora automática corrige estas imperfecciones mediante un proceso progresivo que combina desbaste inicial con abrasivos de grano grueso, afinado intermedio con grano medio y pulido fino con discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos de precisión, logrando acabados mate, satinado o espejo según los requerimientos específicos de cada línea de producción y del mercado objetivo.
El control de la máquina se realiza mediante sistemas PLC o CNC, que ajustan de manera continua y en tiempo real parámetros como la velocidad de rotación de los discos, la presión de contacto, el ángulo de incidencia y la duración de cada ciclo de trabajo, asegurando uniformidad, repetibilidad y calidad constante en todas las piezas, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios durante el proceso de amolado se realiza mediante brazos robóticos articulados, mesas giratorias de alta precisión y pinzas neumáticas que aseguran que cada pieza permanezca en la posición óptima mientras se trabaja sobre ella, permitiendo que incluso zonas de difícil acceso como bordes internos, asas soldadas o fondos encapsulados reciban un acabado homogéneo. Esta automatización reduce la dependencia del trabajo manual, disminuye riesgos de errores y aumenta la seguridad de los operarios al minimizar el contacto directo con abrasivos en movimiento y partículas metálicas.
El proceso genera fricción y calor, que pueden causar deformaciones, decoloraciones o alteraciones de las propiedades mecánicas del material. Para mitigar estos efectos, la amoladora incorpora sistemas de refrigeración por aire o líquidos pulverizados que controlan la temperatura, protegiendo la integridad del utensilio y prolongando la vida útil de los abrasivos. Al mismo tiempo, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de abrasivo, manteniendo un entorno de trabajo limpio y seguro, protegiendo tanto al equipo como a los operarios y asegurando que la calidad del acabado final no se vea comprometida por contaminantes.
En líneas de producción industrial, la amoladora automática se integra con procesos anteriores de corte, embutición, conformado y recorte de bordes, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, permitiendo un flujo de trabajo continuo, eficiente y productivo. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente presión, velocidad y duración del ciclo según la geometría y material de cada pieza, proporcionando flexibilidad para atender pedidos personalizados, lotes variados y cambios en la demanda del mercado sin comprometer la uniformidad ni la calidad del acabado final.
El impacto de la amoladora automática sobre la calidad de los utensilios es directo y multifacético. Superficies homogéneas facilitan la limpieza y la higiene, aumentan la resistencia a la corrosión y prolongan la vida útil del producto. Bordes y asas pulidos mejoran la ergonomía y la seguridad durante el uso, mientras que fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad de la cocción. Acabados espejo aportan un valor estético premium y sensación de utensilios profesionales, los satinados combinan modernidad y resistencia a rayaduras, y los mates o texturizados permiten diseños decorativos o funcionales específicos que requieren resistencia adicional al desgaste.
La amoladora automática incorpora sistemas de monitoreo en tiempo real que registran parámetros críticos como desgaste de abrasivos, temperatura, vibraciones y eficiencia de los sistemas de aspiración, permitiendo implementar mantenimiento predictivo, reducir paradas no planificadas y asegurar la repetibilidad de los acabados. La recopilación de datos de producción facilita análisis de eficiencia, optimización de ciclos de trabajo, ajuste de recursos y mejora continua de la línea productiva, garantizando que la fabricación sea rentable, segura y consistente en calidad. La programación de ciclos automáticos específicos permite ajustar presión, velocidad, tipo de abrasivo y duración de cada fase de pulido para diferentes utensilios, logrando desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales, asegurando uniformidad y resultados repetibles en toda la producción.
En conjunto, la amoladora automática para menaje de cocina se convierte en un sistema integral que combina precisión mecánica, automatización robótica, control digital, refrigeración, aspiración y estrategias de programación avanzada, transformando piezas semielaboradas en utensilios terminados de alta calidad, uniformes, funcionales y estéticamente superiores. Su implementación permite a los fabricantes optimizar la productividad, reducir desperdicios, garantizar seguridad industrial, mantener consistencia en la calidad y ofrecer productos con acabados estéticos, duraderos y funcionales que cumplen con las exigencias del mercado global. La capacidad de integración con otras etapas de la línea de producción, la adaptación a distintos materiales y acabados y la flexibilidad en la programación de ciclos de trabajo convierten a la amoladora en un elemento estratégico indispensable para cualquier fabricante que busque eficiencia, excelencia industrial y competitividad sostenida en la producción de utensilios de cocina metálicos.
La amoladora automática para menaje de cocina representa la máxima expresión de la automatización y precisión en la industria del menaje metálico, combinando ingeniería mecánica de alta exactitud, control digital avanzado, sistemas robóticos de manipulación y estrategias de monitoreo integral para garantizar la producción de utensilios de cocina de alta calidad y uniformidad. Su función principal es transformar piezas metálicas semielaboradas, como ollas, sartenes, cacerolas y otros recipientes, en productos terminados que cumplen con los estándares más exigentes de acabado, funcionalidad y estética. Los procesos iniciales de fabricación, que incluyen corte de discos metálicos, embutición profunda, conformado de fondos, recorte de bordes, soldadura de asas y otras operaciones de conformado, generan imperfecciones como rebabas, microdeformaciones, marcas de presión y pequeñas irregularidades superficiales que afectan la apariencia, la durabilidad y la funcionalidad de los utensilios. La amoladora automática corrige estas imperfecciones mediante un proceso progresivo que inicia con desbaste grueso para eliminar rebordes y marcas evidentes, continúa con un afinado intermedio que suaviza la superficie y culmina con un pulido fino utilizando discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos de alta precisión, logrando acabados mate, satinado o espejo según los requerimientos de cada línea de producción y de las necesidades del mercado.
El control de la máquina se realiza mediante sistemas PLC o CNC, que permiten ajustar en tiempo real la velocidad de rotación de los discos, la presión aplicada, el ángulo de incidencia y la duración de cada ciclo de trabajo, asegurando uniformidad, repetibilidad y calidad constante en todas las piezas, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios durante el proceso de amolado se realiza mediante brazos robóticos articulados, mesas giratorias de alta precisión y pinzas neumáticas que garantizan que cada pieza permanezca en la posición óptima mientras se trabaja sobre ella, permitiendo que incluso zonas de difícil acceso, como bordes internos, fondos encapsulados o asas soldadas, reciban un acabado homogéneo y uniforme. Esta automatización reduce la necesidad de intervención manual, minimiza el riesgo de errores y aumenta la seguridad de los operarios al eliminar la exposición directa a abrasivos en movimiento y partículas metálicas.
El calor generado por la fricción entre los abrasivos y el metal durante el pulido puede causar deformaciones, decoloraciones o alteraciones de las propiedades mecánicas del material, por lo que la máquina integra sistemas de refrigeración por aire o líquidos pulverizados que mantienen la temperatura bajo control, protegiendo la integridad del utensilio y prolongando la vida útil de los abrasivos. Al mismo tiempo, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de compuestos abrasivos, garantizando un entorno de trabajo seguro y limpio, protegiendo tanto al equipo como a los operarios y asegurando que la calidad del acabado final no se vea comprometida por contaminantes.
En líneas de producción industriales, la amoladora automática se integra con etapas previas de corte, embutición, conformado y recorte de bordes, así como con procesos posteriores de lavado, recubrimiento antiadherente, anodizado, ensamblaje de asas y control de calidad final, generando un flujo de trabajo continuo, eficiente y altamente productivo. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente presión, velocidad y duración de ciclo según la geometría y el material de cada pieza, lo que proporciona flexibilidad para atender pedidos personalizados, lotes de producción variados o cambios en la demanda del mercado sin comprometer la uniformidad ni la calidad del acabado final.
El efecto de la amoladora automática sobre la calidad de los utensilios es directo y multifacético. Superficies homogéneas y perfectamente pulidas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil de los productos. Los bordes y asas pulidos mejoran la ergonomía y la seguridad durante el uso, mientras que fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad en la cocción. Los acabados espejo aportan un valor estético premium y sensación de utensilios profesionales, los satinados combinan modernidad y resistencia a rayaduras, y los acabados mates o texturizados permiten diseños decorativos o funcionales específicos que requieren mayor resistencia al desgaste, aumentando la versatilidad y diferenciación del producto.
La máquina también está equipada con sistemas de monitoreo en tiempo real que registran parámetros críticos como desgaste de abrasivos, temperatura, vibraciones, presión aplicada y eficiencia de los sistemas de aspiración, lo que permite implementar mantenimiento predictivo, evitar paradas inesperadas y garantizar la repetibilidad de los acabados en toda la línea de producción. La recopilación de datos facilita análisis de eficiencia, optimización de ciclos de trabajo, ajuste de recursos y mejora continua de la productividad, garantizando que la fabricación sea rentable, segura y consistente en calidad. La programación de ciclos automáticos específicos permite adaptar presión, velocidad, tipo de abrasivo y duración de cada fase de pulido para diferentes utensilios, desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales, asegurando uniformidad y resultados repetibles en toda la producción.
En conjunto, la amoladora automática para menaje de cocina se convierte en un sistema integral de transformación de piezas semielaboradas en utensilios terminados de alta calidad, combinando precisión mecánica, control digital, automatización robótica, refrigeración, aspiración y estrategias de programación avanzada. Su implementación permite a los fabricantes optimizar la productividad, reducir desperdicios, garantizar seguridad industrial, mantener consistencia en la calidad y ofrecer productos con acabados estéticos, duraderos y funcionales que cumplen con los más exigentes estándares del mercado global. La capacidad de integración con otras etapas de la línea de producción, la adaptación a distintos materiales y acabados y la flexibilidad en la programación de ciclos de trabajo convierten a la amoladora en un elemento estratégico indispensable para cualquier fabricante que busque eficiencia, excelencia industrial y competitividad sostenida en la producción de utensilios metálicos de cocina.
Amoladora automática para ollas y sartenes
La amoladora automática para ollas y sartenes es un equipo industrial diseñado para optimizar y automatizar el proceso de acabado de utensilios de cocina metálicos, transformando piezas semielaboradas en productos terminados con superficies uniformes, bordes lisos y acabados estéticos que cumplen con altos estándares de calidad. Este tipo de máquina se utiliza principalmente en la fabricación de ollas, sartenes, cacerolas y recipientes similares, donde los procesos previos de corte de discos, embutición profunda, conformado de fondos, recorte de bordes y soldadura de asas generan rebabas, microdeformaciones, marcas de presión y otras imperfecciones que afectan tanto la apariencia como la funcionalidad del utensilio. La amoladora automática corrige estas imperfecciones mediante un proceso progresivo que combina desbaste inicial con abrasivos de grano grueso, afinado intermedio con abrasivos de grano medio y pulido final con discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos de alta precisión, logrando acabados mate, satinado o espejo según las necesidades del fabricante o del mercado objetivo.
El control de la máquina se realiza mediante sistemas PLC o CNC que ajustan parámetros como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia y duración de cada ciclo de trabajo, asegurando uniformidad, repetibilidad y calidad constante en todas las piezas, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios durante el proceso se realiza mediante brazos robóticos, mesas giratorias de alta precisión y pinzas neumáticas, garantizando que incluso las zonas más complejas, como bordes interiores, asas soldadas o fondos encapsulados, reciban un acabado homogéneo. Esta automatización reduce la dependencia del trabajo manual, minimiza errores y aumenta la seguridad de los operarios, eliminando la exposición directa a abrasivos en movimiento y partículas metálicas.
El calor generado por la fricción durante el pulido puede causar deformaciones o decoloraciones, por lo que la máquina integra sistemas de refrigeración por aire o líquidos pulverizados para mantener la temperatura controlada y proteger tanto el utensilio como los abrasivos, prolongando su vida útil. Adicionalmente, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de compuestos abrasivos, garantizando un entorno de trabajo limpio y seguro y evitando que los contaminantes afecten la calidad del acabado final.
En líneas de producción industriales, la amoladora automática se integra con procesos previos de corte, embutición y recorte, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado o ensamblaje de asas, generando un flujo de trabajo continuo y eficiente. La automatización permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente presión, velocidad y duración del ciclo según la geometría y el material de cada pieza, brindando flexibilidad para pedidos personalizados, lotes variados o cambios en la demanda del mercado sin comprometer la uniformidad ni la calidad del acabado final.
El efecto de la amoladora automática sobre la calidad de los utensilios es evidente. Superficies lisas y homogéneas facilitan la limpieza y aumentan la resistencia a la corrosión, bordes y asas pulidos mejoran la ergonomía y seguridad durante el uso, y fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, mejorando la eficiencia energética y la uniformidad de la cocción. Acabados espejo aportan elegancia y sensación profesional, satinados combinan estética moderna con resistencia a rayaduras, y acabados mates o texturizados permiten diseños decorativos o funcionales que requieren mayor durabilidad y resistencia al desgaste.
La máquina también cuenta con sistemas de monitoreo en tiempo real que registran desgaste de abrasivos, temperatura, vibraciones, presión aplicada y eficiencia de aspiración, lo que permite implementar mantenimiento predictivo, evitar paradas inesperadas y asegurar la repetibilidad de los acabados. La programación de ciclos automáticos específicos permite ajustar presión, velocidad, tipo de abrasivo y duración de cada fase de pulido según el tipo de utensilio, logrando desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales, garantizando uniformidad y resultados repetibles en toda la producción.
En conjunto, la amoladora automática para ollas y sartenes es un sistema integral que combina precisión mecánica, control digital, automatización robótica, refrigeración, aspiración y estrategias de programación avanzada, convirtiéndose en un elemento estratégico en la fabricación de utensilios de cocina, optimizando la productividad, reduciendo desperdicios, garantizando seguridad industrial y asegurando acabados estéticos, funcionales y duraderos que cumplen con las expectativas de los mercados más exigentes.
La amoladora automática para ollas y sartenes es un equipo industrial de alta precisión que integra ingeniería mecánica avanzada, automatización robótica, control digital y sistemas de monitoreo en tiempo real, con el objetivo de optimizar el proceso de acabado de utensilios metálicos y garantizar productos terminados con superficies uniformes, bordes perfectamente lisos y acabados estéticos que cumplen con los más altos estándares de calidad. En la fabricación de ollas, sartenes, cacerolas y recipientes metálicos similares, los procesos iniciales de corte de discos, embutición profunda, conformado de fondos, recorte de bordes y soldadura de asas generan rebabas, microdeformaciones, marcas de presión y pequeñas imperfecciones superficiales que afectan tanto la funcionalidad como la apariencia del producto final. La amoladora automática corrige estas irregularidades mediante un proceso progresivo que inicia con desbaste grueso para eliminar imperfecciones evidentes, continúa con un afinado intermedio que suaviza la superficie y finaliza con un pulido fino utilizando discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos de alta precisión, logrando acabados mate, satinado o espejo según las necesidades de cada línea de producción, el material del utensilio y los requerimientos del mercado.
El control de la máquina se realiza mediante sistemas PLC o CNC que permiten ajustar de manera continua y precisa parámetros críticos como la velocidad de rotación de los discos, la presión aplicada, el ángulo de incidencia y la duración de cada ciclo de pulido, asegurando uniformidad, repetibilidad y calidad constante en todas las piezas, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios durante el proceso se efectúa mediante brazos robóticos articulados, mesas giratorias de alta precisión y pinzas neumáticas que mantienen cada pieza en la posición óptima mientras se trabaja sobre ella, permitiendo que incluso zonas de difícil acceso, como bordes internos, asas soldadas o fondos encapsulados, reciban un acabado homogéneo y uniforme. Esta automatización reduce la dependencia del trabajo manual, minimiza errores y aumenta la seguridad de los operarios al eliminar la exposición directa a abrasivos en movimiento y partículas metálicas.
El calor generado por la fricción entre abrasivos y metal durante el pulido puede provocar deformaciones, decoloraciones o alteraciones de las propiedades mecánicas del material, por lo que la máquina incorpora sistemas de refrigeración por aire o líquidos pulverizados que mantienen la temperatura controlada y protegen la integridad del utensilio, prolongando la vida útil de los abrasivos y asegurando un acabado óptimo. De manera complementaria, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de compuestos abrasivos, manteniendo un entorno de trabajo limpio y seguro y garantizando que la calidad del acabado final no se vea comprometida por contaminantes.
En líneas de producción industriales, la amoladora automática se integra con etapas previas de corte, embutición y recorte, así como con procesos posteriores de lavado, recubrimiento antiadherente, anodizado, ensamblaje de asas y control de calidad final, generando un flujo de trabajo continuo, eficiente y altamente productivo. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente presión, velocidad y duración del ciclo según la geometría y material de cada pieza, brindando flexibilidad para atender pedidos personalizados, lotes de producción variados o cambios en la demanda del mercado sin comprometer la uniformidad ni la calidad del acabado final.
El efecto de la amoladora automática sobre la calidad de los utensilios es integral y tangible. Superficies homogéneas y pulidas facilitan la limpieza, aumentan la resistencia a la corrosión y prolongan la vida útil del producto. Bordes y asas suavizados mejoran la ergonomía y la seguridad durante el uso, mientras que fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, incrementando la eficiencia energética y la uniformidad de la cocción. Los acabados espejo aportan elegancia y sensación de utensilios profesionales, los satinados combinan estética moderna con resistencia a rayaduras, y los acabados mates o texturizados permiten diseños decorativos o funcionales que requieren mayor resistencia al desgaste, ofreciendo versatilidad y diferenciación para distintas líneas de producto.
La amoladora automática incluye sistemas de monitoreo en tiempo real que registran parámetros clave como desgaste de abrasivos, temperatura, vibraciones, presión aplicada y eficiencia de aspiración, permitiendo implementar mantenimiento predictivo, evitar paradas inesperadas y garantizar la repetibilidad de los acabados en toda la línea de producción. La recopilación de datos facilita análisis de eficiencia, optimización de ciclos de trabajo, ajuste de recursos y mejora continua de la productividad, asegurando que la fabricación sea rentable, segura y consistente en calidad. La programación de ciclos automáticos específicos permite ajustar presión, velocidad, tipo de abrasivo y duración de cada fase de pulido según el tipo de utensilio, logrando desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales, asegurando uniformidad y resultados repetibles en toda la producción.
En conjunto, la amoladora automática para ollas y sartenes es un sistema integral que combina precisión mecánica, control digital, automatización robótica, refrigeración, aspiración y estrategias de programación avanzada, convirtiéndose en un componente estratégico en la fabricación de utensilios de cocina metálicos. Su implementación permite a los fabricantes optimizar la productividad, reducir desperdicios, garantizar seguridad industrial, mantener consistencia en la calidad y ofrecer productos con acabados estéticos, funcionales y duraderos que cumplen con las exigencias del mercado global. La capacidad de integración con otras etapas de la línea de producción, la adaptación a distintos materiales y acabados, y la flexibilidad en la programación de ciclos de trabajo convierten a la amoladora en un elemento indispensable para fabricantes que buscan eficiencia, excelencia industrial y competitividad sostenida en la producción de utensilios de cocina.
La amoladora automática para ollas y sartenes constituye un equipo industrial de vanguardia diseñado para optimizar todos los aspectos del acabado de utensilios de cocina metálicos, combinando ingeniería mecánica de alta precisión, automatización robótica, control digital avanzado y sistemas integrales de monitoreo para garantizar la producción de piezas terminadas con uniformidad, funcionalidad, durabilidad y estética superiores. En la fabricación de ollas, sartenes, cacerolas y recipientes metálicos, los procesos iniciales como el corte de discos, embutición profunda, conformado de fondos, recorte de bordes y soldadura de asas generan rebabas, microdeformaciones, marcas de presión y pequeñas imperfecciones superficiales que afectan la apariencia y el rendimiento del utensilio. La amoladora automática elimina estas imperfecciones mediante un proceso secuencial que inicia con desbaste grueso para eliminar rebordes y marcas evidentes, continúa con un afinado intermedio que suaviza la superficie y culmina con un pulido fino utilizando discos de fieltro, algodón o materiales sintéticos impregnados con compuestos abrasivos de alta precisión, logrando acabados mate, satinado o espejo según las especificaciones de la línea de producción, el tipo de material y las exigencias del mercado.
El control de la máquina se realiza mediante sistemas PLC o CNC que permiten ajustar de manera continua parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia y duración de cada ciclo de pulido, asegurando resultados uniformes, repetibles y de alta calidad en todas las piezas, independientemente de su tamaño, forma o material, que puede incluir acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa. La manipulación de los utensilios se efectúa mediante brazos robóticos articulados, mesas giratorias de alta precisión y pinzas neumáticas que mantienen cada pieza en la posición óptima mientras se trabaja sobre ella, permitiendo que incluso zonas de difícil acceso, como bordes internos, fondos encapsulados o asas soldadas, reciban un tratamiento homogéneo. Esta automatización reduce la dependencia del trabajo manual, minimiza errores y aumenta la seguridad de los operarios al eliminar la exposición directa a abrasivos en movimiento y partículas metálicas.
El calor generado por la fricción durante el pulido puede causar deformaciones, decoloraciones o alteraciones de las propiedades mecánicas del material, por lo que la máquina integra sistemas de refrigeración por aire o líquidos pulverizados que controlan la temperatura y protegen tanto la pieza como los abrasivos, prolongando su vida útil y asegurando un acabado óptimo. Además, sistemas de aspiración y filtrado eliminan polvo metálico y residuos de compuestos abrasivos, garantizando un entorno de trabajo limpio y seguro y asegurando que la calidad del acabado final no se vea comprometida por contaminantes o partículas residuales.
En líneas de producción industriales, la amoladora automática se integra de manera armoniosa con procesos previos de corte, embutición y recorte, así como con etapas posteriores de lavado, recubrimiento antiadherente, anodizado, ensamblaje de asas y control de calidad final, permitiendo un flujo de trabajo continuo, eficiente y altamente productivo. La automatización avanzada permite alternar entre distintos tipos de utensilios y acabados sin detener la línea, ajustando automáticamente presión, velocidad y duración del ciclo según la geometría y el material de cada pieza, brindando flexibilidad para atender pedidos personalizados, lotes de producción variados o cambios en la demanda del mercado sin comprometer la uniformidad ni la calidad del acabado final.
El impacto de la amoladora automática sobre la calidad de los utensilios es integral y tangible: superficies homogéneas facilitan la limpieza, incrementan la resistencia a la corrosión y prolongan la vida útil de los productos; bordes y asas suavizados mejoran la ergonomía y la seguridad durante el uso; y fondos perfectamente planos aseguran un contacto térmico óptimo con la fuente de calor, aumentando la eficiencia energética y la uniformidad en la cocción. Los acabados espejo aportan un valor estético premium y sensación de utensilios profesionales, los satinados combinan estética moderna con resistencia a rayaduras, y los acabados mates o texturizados permiten diseños decorativos o funcionales específicos que requieren mayor resistencia al desgaste, ofreciendo versatilidad y diferenciación en distintas líneas de producto.
La amoladora automática incorpora sistemas de monitoreo en tiempo real que registran parámetros críticos como desgaste de abrasivos, temperatura, vibraciones, presión aplicada y eficiencia de aspiración, permitiendo implementar mantenimiento predictivo, evitar paradas inesperadas y garantizar la repetibilidad de los acabados en toda la línea de producción. La recopilación de datos facilita análisis de eficiencia, optimización de ciclos de trabajo, ajuste de recursos y mejora continua de la productividad, asegurando que la fabricación sea rentable, segura y consistente en calidad. La programación de ciclos automáticos específicos permite ajustar presión, velocidad, tipo de abrasivo y duración de cada fase de pulido según el tipo de utensilio, logrando desde ollas de acero inoxidable con acabado espejo profesional hasta sartenes de aluminio con acabado satinado o utensilios decorativos con texturas especiales, garantizando uniformidad y resultados repetibles en toda la producción.
En conjunto, la amoladora automática para ollas y sartenes se configura como un sistema integral que combina precisión mecánica, control digital, automatización robótica, refrigeración, aspiración y estrategias de programación avanzada, convirtiéndose en un componente estratégico en la fabricación de utensilios de cocina metálicos. Su implementación permite a los fabricantes optimizar la productividad, reducir desperdicios, garantizar seguridad industrial, mantener consistencia en la calidad y ofrecer productos con acabados estéticos, funcionales y duraderos que cumplen con los más altos estándares del mercado global. La capacidad de integración con otras etapas de la línea de producción, la adaptación a distintos materiales y acabados, y la flexibilidad en la programación de ciclos de trabajo hacen de la amoladora automática un equipo indispensable para cualquier fabricante que busque eficiencia, excelencia industrial y competitividad sostenida.
La amoladora automática para ollas y sartenes es un equipo que ha transformado por completo la manera en que se producen y terminan los utensilios de cocina metálicos a nivel industrial, porque reúne en una sola estructura la capacidad de mecanizar superficies con extrema precisión, de pulir con acabados diferenciados y de garantizar uniformidad en cada pieza sin depender de la variabilidad del trabajo manual. El principio de funcionamiento parte de la combinación entre motores de alto par y velocidad regulable, cabezales intercambiables con discos de desbaste, lijado y pulido, sistemas de presión controlada y brazos mecánicos que sostienen, giran o desplazan las piezas, logrando que cada utensilio reciba un tratamiento homogéneo en todas sus zonas, desde el fondo hasta los bordes y las superficies laterales. Cuando una olla o sartén pasa por procesos previos como embutición profunda, conformado, recorte o soldadura de asas, quedan rebabas, rugosidades o deformaciones que deben corregirse antes de aplicar recubrimientos o de llevar el producto al mercado. La amoladora automática elimina esas imperfecciones con una secuencia planificada de operaciones que empieza con abrasivos de grano grueso, continúa con granulometrías intermedias y finaliza con compuestos finos de pulido, de manera que la superficie no solo se vuelve visualmente atractiva, sino también más funcional, resistente a la corrosión y fácil de limpiar.
La importancia de la automatización en este tipo de máquina radica en que, a diferencia de las técnicas manuales, los parámetros de trabajo pueden ser programados y repetidos de forma idéntica para cada pieza, asegurando lotes enteros de producción con calidad constante. Sistemas de control digital mediante PLC o CNC permiten definir la velocidad de rotación de los discos, la presión ejercida sobre la superficie, el ángulo de ataque de la herramienta, la duración de cada fase de pulido y el número de repeticiones necesarias. Con estas configuraciones es posible obtener desde acabados espejo, muy demandados en ollas de acero inoxidable premium, hasta acabados satinados en sartenes de aluminio o terminaciones mates en utensilios con diseño contemporáneo. La flexibilidad del sistema también permite cambiar de modelo sin detener la línea, ya que las rutinas se ajustan con solo cargar un nuevo programa en el controlador. En muchas fábricas, estas máquinas trabajan integradas con robots de manipulación que cargan y descargan las piezas, evitando esfuerzos físicos a los operarios, reduciendo riesgos de accidentes y aumentando la productividad.
Otro aspecto crucial es el control de las condiciones de trabajo durante el proceso. El pulido genera calor por fricción, lo que puede afectar la estructura del material, provocar decoloraciones o incluso deformaciones en los fondos planos de las ollas. Por esa razón, la amoladora automática está equipada con sistemas de refrigeración por aire comprimido o líquidos atomizados que mantienen la temperatura en niveles seguros y prolongan la vida útil de los abrasivos. Además, los sistemas de aspiración y filtrado eliminan partículas metálicas y polvo abrasivo, que no solo afectarían la calidad de la superficie terminada, sino que representarían un riesgo para la salud de los trabajadores. El diseño ergonómico y cerrado de estas máquinas también busca aislar el ruido y mejorar la seguridad general de la planta.
La calidad obtenida mediante este proceso tiene un impacto directo en el desempeño de los utensilios de cocina. Un fondo perfectamente plano garantiza una transmisión uniforme del calor, reduciendo los puntos de sobrecalentamiento y mejorando la eficiencia energética durante la cocción. Un borde suavizado y libre de rebabas no solo mejora la estética, sino que evita cortes accidentales y facilita el vertido de líquidos. Las superficies pulidas con acabado espejo no solo aportan elegancia, sino que también ofrecen menos resistencia a la acumulación de suciedad y facilitan la limpieza, mientras que los acabados satinados permiten ocultar microarañazos y proporcionan una apariencia moderna y funcional. Estos detalles, aunque parecen estéticos, terminan influyendo en la aceptación del producto por parte del consumidor y en la competitividad del fabricante en mercados cada vez más exigentes.
La amoladora automática está diseñada para trabajar con distintos materiales como acero inoxidable, aluminio anodizado, cobre o combinaciones multicapa utilizadas en baterías de cocina de alta gama. Cada material requiere un tratamiento específico, porque su dureza, resistencia a la abrasión y comportamiento frente al calor son distintos. El acero inoxidable, por ejemplo, necesita presiones mayores y abrasivos más resistentes, mientras que el aluminio se trabaja con mayor suavidad para evitar deformaciones y sobrecalentamiento. La posibilidad de ajustar los parámetros de forma digital permite que la máquina se adapte rápidamente a cada tipo de pieza sin necesidad de largos tiempos de preparación.
En un entorno de producción industrial, la integración de la amoladora con otras etapas es fundamental. Después de la embutición y el recorte, pasa directamente al desbaste y al pulido; posteriormente las piezas pueden entrar a hornos de curado de recubrimientos antiadherentes o a estaciones de anodizado. De esta forma, el flujo de trabajo es continuo y sin interrupciones, lo que se traduce en menores tiempos de ciclo, reducción de costos y aumento de la capacidad productiva. El monitoreo en tiempo real de parámetros como presión, temperatura, vibraciones o desgaste de discos permite anticipar mantenimientos, evitar paradas inesperadas y mantener la consistencia del acabado, incluso en jornadas de trabajo intensivo de 24 horas.
El impacto final de este tipo de maquinaria es que permite a los fabricantes cumplir con estándares internacionales de calidad, reducir desperdicios de material, mejorar la seguridad en la planta y responder a una demanda global en constante cambio con la flexibilidad que exige el mercado. En un sector donde los consumidores no solo buscan utensilios duraderos, sino también estéticamente atractivos y fáciles de usar, la amoladora automática para ollas y sartenes se convierte en una herramienta estratégica para diferenciarse y sostener la competitividad en el tiempo.
Amoladora automática para utensilios de cocina
La amoladora automática para utensilios de cocina es una máquina concebida para optimizar y estandarizar los procesos de acabado superficial en productos como ollas, cacerolas, sartenes, bandejas y otros recipientes metálicos que requieren superficies lisas, brillantes y libres de imperfecciones. Su función principal es realizar de manera automática el desbaste, el lijado, el pulido y el abrillantado, sustituyendo las operaciones manuales que en el pasado dependían de la destreza de un operario y que solían generar variabilidad entre piezas. Gracias a su estructura robusta, equipada con motores de alta potencia y controladores digitales, esta máquina permite un ajuste preciso de los parámetros de trabajo, logrando resultados homogéneos en cada lote de producción. La automatización garantiza que cada utensilio reciba el mismo tratamiento, con tiempos, presiones y velocidades controladas, eliminando rebabas, marcas de conformado y rugosidades provenientes de procesos previos como la embutición profunda o el corte de bordes.
El sistema de la amoladora automática está compuesto por estaciones con cabezales rotativos y discos abrasivos intercambiables, que van desde granulometrías gruesas para eliminar imperfecciones hasta abrasivos finos y pastas de pulido que generan acabados espejo o satinados, según lo que se requiera. La pieza se sujeta mediante brazos mecánicos o sistemas de fijación que la giran y la desplazan frente a los discos, de modo que todas las superficies reciben un tratamiento uniforme. Esto incluye tanto el interior y exterior de las ollas como los bordes, asas soldadas o fondos encapsulados. La máquina suele estar equipada con sistemas de refrigeración para evitar sobrecalentamientos derivados de la fricción y con sistemas de aspiración de partículas metálicas para mantener el área de trabajo limpia y segura.
En la industria moderna, estas amoladoras son controladas mediante PLC o CNC, lo que permite programar rutinas específicas para cada modelo de utensilio de cocina. De esta forma, una fábrica puede cambiar rápidamente entre la producción de un sartén de acero inoxidable con acabado brillante y una olla de aluminio con terminación satinada, simplemente ajustando parámetros en el software de control. Esto reduce tiempos de preparación y asegura flexibilidad en la producción. Además, en líneas de gran capacidad, se integran con robots de carga y descarga que manipulan las piezas sin intervención manual, lo que aumenta la productividad y minimiza riesgos laborales.
Los beneficios de una amoladora automática para utensilios de cocina se reflejan tanto en la eficiencia industrial como en la calidad del producto final. Un pulido preciso garantiza superficies más higiénicas y fáciles de limpiar, libres de porosidad que pueda retener suciedad o bacterias. Los acabados espejados aportan valor estético y transmiten sensación de alta calidad al consumidor, mientras que los acabados mates o satinados mejoran la resistencia al rayado y proporcionan un aspecto moderno y funcional. Asimismo, al suavizar bordes y corregir deformaciones, se mejora la seguridad de uso, evitando cortes accidentales o puntos débiles en el material.
En definitiva, la amoladora automática para utensilios de cocina es una pieza clave en las plantas de producción de menaje moderno, porque asegura estándares de calidad internacionales, permite aumentar la capacidad de producción sin sacrificar homogeneidad, y dota al fabricante de la versatilidad necesaria para competir en mercados globales cada vez más exigentes.
La amoladora automática para utensilios de cocina se ha convertido en una herramienta fundamental dentro de la industria del menaje porque permite que cada pieza fabricada alcance una calidad superior sin depender de procesos manuales lentos y variables. En el pasado, las operaciones de amolado y pulido se realizaban con máquinas semimanuales o incluso con herramientas portátiles, lo que requería mucha mano de obra y producía resultados desiguales, ya que cada operario podía aplicar distinta presión, velocidad o ángulo sobre la superficie del utensilio. Con la llegada de estas máquinas automáticas, el procedimiento se estandarizó, garantizando un nivel de uniformidad que eleva la calidad del producto final y facilita que los fabricantes cumplan con normativas de exportación y estándares internacionales de acabado. La máquina integra sistemas de sujeción robustos que inmovilizan o giran las piezas frente a discos abrasivos o cabezales de pulido que trabajan de manera programada, de modo que no existen zonas que queden sin tratar. Este proceso permite que ollas, sartenes, cazos y otros recipientes metálicos adquieran superficies completamente lisas, con bordes suaves y con el acabado deseado según las exigencias de mercado.
En un mismo equipo es posible llevar a cabo varias etapas de trabajo, desde el desbaste inicial hasta el acabado espejo. Primero se eliminan las marcas de embutición, soldadura o corte utilizando abrasivos de grano grueso, después se pasa a abrasivos más finos que suavizan la superficie y eliminan rayas profundas, y finalmente se aplican pastas o discos especiales que otorgan el brillo característico de los utensilios de acero inoxidable de alta gama. En otros casos se buscan acabados satinados o mates que no solo aportan un aspecto moderno sino que también ayudan a disimular rayaduras de uso frecuente. Todo este proceso, que manualmente requeriría varias operaciones sucesivas realizadas por distintos operarios, puede realizarse en una sola máquina equipada con estaciones múltiples que trabajan de forma continua y automática. Esto se traduce en una notable reducción de costos de producción, mayor velocidad de fabricación y menor dependencia de mano de obra especializada.
Además del aspecto estético, el pulido automático tiene un papel clave en la funcionalidad e higiene de los utensilios de cocina. Una superficie lisa y bien acabada es menos propensa a acumular residuos de alimentos y facilita la limpieza, lo cual es fundamental en productos que están en contacto directo con la preparación de comidas. Las imperfecciones o porosidades en los metales no tratados adecuadamente pueden convertirse en puntos de corrosión o de proliferación bacteriana, algo totalmente inaceptable en menaje moderno. Por eso, los fabricantes que incorporan estas amoladoras automáticas no solo mejoran la presentación de sus productos sino que también garantizan un nivel superior de seguridad y salubridad. Los fondos encapsulados de ollas o las superficies antiadherentes de algunos sartenes requieren acabados muy controlados para no dañar materiales adicionales, y estas máquinas permiten un ajuste preciso que respeta las características del producto final.
La versatilidad es otro de los factores que explican la adopción de este tipo de amoladoras en plantas de producción. Gracias a sistemas de control numérico y programación mediante PLC, se pueden diseñar rutinas de trabajo específicas para cada modelo y tamaño de utensilio, permitiendo cambiar la línea de producción en poco tiempo sin necesidad de largas paradas. Esto da la posibilidad de fabricar en la misma planta tanto un lote de sartenes pequeños con acabado brillante como una serie de ollas de gran capacidad con acabado satinado, manteniendo siempre la misma homogeneidad y eficiencia. En líneas más avanzadas, la integración con robots de carga y descarga elimina la manipulación manual de piezas, reduciendo riesgos laborales y asegurando una operación continua durante varias horas o incluso turnos completos de producción sin interrupciones.
El impacto de estas máquinas también se refleja en la competitividad del fabricante. Los consumidores valoran cada vez más los detalles de calidad en utensilios de cocina, como el brillo uniforme del acero inoxidable, la suavidad de los bordes o la resistencia de la superficie frente al rayado y la corrosión. Las empresas que cuentan con amoladoras automáticas pueden responder a estas exigencias y colocar en el mercado productos que transmiten mayor confianza, durabilidad y valor percibido. Al mismo tiempo, el costo por unidad se reduce gracias a la automatización, lo que permite mantener márgenes de beneficio en un mercado altamente competitivo. En definitiva, la amoladora automática para utensilios de cocina no es solo una máquina de acabado, sino un eslabón esencial en la cadena de valor del menaje, ya que convierte piezas metálicas trabajadas en productos terminados listos para el mercado, combinando precisión industrial, estética refinada y funcionalidad práctica que los consumidores esperan en su vida diaria.
Un ciclo completo de trabajo en una amoladora automática para utensilios de cocina empieza con la entrada de la pieza semielaborada, que puede ser una olla, sartén o cazo ya formado por embutición o repulsado, pero que aún conserva irregularidades superficiales, rebordes ásperos o marcas de soldadura en la base. Estas piezas son colocadas en un sistema de alimentación que puede ser manual en fábricas pequeñas o completamente robotizado en plantas de gran escala, donde un brazo mecánico toma cada recipiente desde un pallet y lo deposita en la estación de sujeción. En ese punto, la máquina utiliza mordazas, ventosas o dispositivos de fijación específicos para inmovilizar el utensilio de forma estable, ya sea sujetándolo por su borde superior o fijándolo en un plato giratorio que lo hace rotar frente a los abrasivos. Una vez que la pieza está asegurada, el ciclo comienza con la primera fase de desbaste, en la que discos de amolado con granos gruesos eliminan deformaciones visibles, líneas de embutición, rebabas y restos de soldadura, preparando la superficie para etapas posteriores. El control de presión y velocidad es automático y ajustable, lo que evita dañar el metal y asegura una remoción homogénea en toda la circunferencia del utensilio.
Tras esta primera intervención, la máquina pasa a la segunda etapa que consiste en un amolado más fino con abrasivos de menor rugosidad, donde las marcas del desbaste inicial se suavizan y la superficie comienza a adquirir uniformidad visual y al tacto. En este punto, el recipiente ya no muestra aristas cortantes ni irregularidades y empieza a presentar un acabado más cercano al que tendrá en el producto final. Dependiendo del programa cargado, el equipo puede ejecutar movimientos de avance y retroceso de los cabezales de forma sincronizada con la rotación de la pieza, garantizando que no queden zonas sin trabajar y que la superficie se amole de manera integral. En recipientes con geometrías más complejas, como cacerolas profundas, se usan cabezales móviles que pueden acceder a zonas interiores o curvadas. La siguiente fase suele ser el pulido intermedio, en la que discos especiales con abrasivos finísimos o pastas de pulir aplicadas mediante ruedas de algodón o fieltro eliminan micro rayas y dejan la superficie lista para el tratamiento final.
El acabado definitivo puede variar según el destino comercial del utensilio. Si se trata de ollas y sartenes de acero inoxidable de gama alta, se busca un acabado espejo que brille intensamente y transmita una sensación de lujo, en cuyo caso la máquina aplica compuestos de pulido de alta finura y ejerce una presión controlada para generar ese brillo uniforme sin quemar el metal. Si en cambio el mercado requiere un acabado satinado o cepillado, se utilizan bandas abrasivas lineales que marcan la superficie con microestrías regulares y elegantes, ofreciendo un aspecto moderno y práctico porque disimula mejor las rayaduras de uso. En cualquier caso, al final de este proceso automático, la pieza queda con una superficie perfectamente tratada, libre de rebabas y lista para ser utilizada de manera segura y estéticamente atractiva.
Después de completado el ciclo de amolado y pulido, el sistema de sujeción libera la pieza y, en equipos avanzados, un robot de descarga la deposita en una cinta transportadora que la lleva a la siguiente estación de la línea de producción, ya sea de control de calidad, lavado ultrasónico para eliminar restos de compuestos de pulido, aplicación de recubrimientos antiadherentes o directamente embalaje. En este punto, la pieza ha pasado de ser un recipiente metálico semielaborado con imperfecciones a un utensilio terminado, con superficies lisas y brillantes, bordes suaves al tacto y un acabado profesional que cumple con las exigencias de los consumidores y de los distribuidores internacionales. La máquina está preparada para repetir el ciclo con la siguiente pieza de forma ininterrumpida, lo que le permite trabajar durante turnos completos sin pérdida de precisión ni calidad, gracias a la programación establecida y al sistema de compensación automática del desgaste de los abrasivos.
La gran ventaja de este ciclo es que transforma en pocos minutos un utensilio con defectos visibles en un producto de alto valor añadido, reduciendo la intervención humana al mínimo y asegurando una calidad constante lote tras lote. En una línea moderna, este proceso puede repetirse miles de veces al día, garantizando que cada olla, sartén o cazo que sale de la fábrica tenga el mismo nivel de acabado sin depender de la habilidad manual de un operario. Esto convierte a la amoladora automática en un eslabón indispensable de la cadena de producción del menaje de cocina, ya que no solo optimiza tiempos y costos, sino que también eleva la percepción de calidad y durabilidad de los productos terminados.
En los procesos tradicionales de fabricación de utensilios de cocina, el acabado de ollas, cacerolas y sartenes se realizaba de manera manual, lo que implicaba que operarios experimentados utilizaran amoladoras portátiles, discos de pulido, piedras abrasivas o bandas con las que iban repasando cada superficie pieza por pieza. Este método tenía la ventaja de que un trabajador con destreza podía detectar irregularidades y aplicar la presión adecuada en cada punto, pero también presentaba una serie de limitaciones muy claras: la velocidad era reducida, la calidad no siempre era uniforme de una pieza a otra, el desgaste físico del operario era elevado y los tiempos de producción no resultaban competitivos en mercados donde se producen miles de unidades al día. Además, la exposición constante a polvo metálico, chispas y vibraciones suponía riesgos laborales considerables, lo que obligaba a medidas de seguridad intensivas que no siempre se cumplían de manera estricta en talleres pequeños. El resultado final podía ser aceptable, pero había diferencias entre lotes y hasta entre piezas de un mismo lote, porque dependía demasiado de la habilidad individual y del estado físico de quien realizaba el trabajo.
Con la introducción de la amoladora automática para utensilios de cocina, este panorama cambió de manera radical, ya que el proceso se convirtió en una secuencia programada, controlada y repetible en la que la máquina toma el papel del operario y asegura que cada ciclo sea idéntico al anterior. A diferencia del trabajo manual, donde la presión podía variar, aquí los cabezales ejercen siempre la misma fuerza, el tiempo de contacto con la superficie es exacto y la velocidad de rotación de las piezas se mantiene constante gracias a sistemas de servomotores y control numérico. Esto significa que el acabado es homogéneo en todas las unidades y que se eliminan problemas como rayaduras desiguales, bordes irregulares o zonas sin pulir. El operario, en lugar de realizar un esfuerzo físico continuo, se limita a cargar programas de trabajo, supervisar la máquina, reponer abrasivos y asegurarse de que las piezas se alimenten correctamente al sistema, lo que reduce de manera drástica los riesgos de lesiones y mejora las condiciones laborales.
Un aspecto clave de la automatización es la posibilidad de trabajar con distintos tipos de materiales sin necesidad de grandes ajustes. Mientras que en el trabajo manual pasar de una olla de acero inoxidable a una de aluminio podía suponer cambiar discos, regular presiones o adaptar la técnica, en la amoladora automática basta con seleccionar en el panel de control el programa específico para cada material. De esta manera, los recipientes de acero inoxidable obtienen un pulido espejo perfecto, mientras que los de aluminio anodizado pueden recibir un acabado satinado que mejora su resistencia estética. Los cambios de parámetros, que antes podían llevar minutos o incluso horas, ahora se realizan en cuestión de segundos y sin margen de error humano.
El aumento de la productividad es otra consecuencia evidente de esta tecnología. Una máquina de este tipo puede trabajar sin interrupciones durante turnos completos de ocho, diez o incluso doce horas, con una cadencia que supera ampliamente lo que podía alcanzar un equipo de operarios trabajando manualmente. Donde antes se podían terminar unas decenas de piezas en una jornada, ahora se pueden completar cientos o miles con la misma calidad desde la primera hasta la última. Esto no solo impacta en la reducción de costos de producción, sino también en la capacidad de las fábricas para atender grandes pedidos de cadenas internacionales de distribución, que exigen uniformidad, tiempos de entrega cortos y certificaciones de calidad.
Además, la automatización aporta un nivel de precisión en la eliminación de defectos que no es posible lograr manualmente. Imperfecciones como rebabas muy finas en los bordes, líneas de soldadura casi imperceptibles o micro rayaduras en la base quedan completamente eliminadas gracias a sensores que ajustan en tiempo real la presión de los cabezales y corrigen desviaciones. Esto se traduce en utensilios más seguros, con bordes suaves al tacto, menos propensos a cortar al usuario y con una estética que transmite calidad. La consistencia también es fundamental para mantener la reputación de una marca, porque un cliente espera que dos ollas del mismo modelo tengan exactamente el mismo acabado, sin variaciones.
Otra diferencia crucial entre el trabajo manual y la amoladora automática está en la integración con otras etapas de la producción. Mientras que el pulido manual era un paso aislado y relativamente lento dentro de la línea de fabricación, el sistema automático puede integrarse directamente con equipos de embutición, soldadura y recubrimiento, conformando una cadena continua en la que la pieza pasa de una estación a otra sin apenas intervención humana. Esto reduce los tiempos muertos, elimina la necesidad de almacenamiento intermedio y permite un flujo mucho más eficiente. El hecho de que la máquina pueda conectarse a sistemas de control de calidad, inspección por visión artificial o embalaje automático amplía todavía más las ventajas en términos de eficiencia global.
En definitiva, la amoladora automática para utensilios de cocina no solo sustituye el trabajo manual, sino que lo supera en todos los aspectos: velocidad, uniformidad, seguridad, ergonomía, reducción de costos y calidad final del producto. Donde antes era necesario confiar en la experiencia y el buen pulso de un operario, ahora se cuenta con un sistema que garantiza precisión absoluta y que se adapta a diferentes materiales, acabados y geometrías con una simple programación. Esto ha transformado la forma en que se fabrican ollas, sartenes y cacerolas, elevando el estándar de calidad en la industria del menaje de cocina y permitiendo a los fabricantes competir en mercados internacionales cada vez más exigentes.
Amoladora automática para equipos y utensilios de cocina
La amoladora automática para equipos y utensilios de cocina representa uno de los avances más relevantes en la modernización de los procesos industriales dedicados al menaje y a los accesorios metálicos utilizados en la preparación de alimentos. A diferencia de los métodos manuales, en los que operarios especializados trabajaban con herramientas portátiles para lograr acabados superficiales aceptables en ollas, sartenes, tapas, cazuelas o incluso en piezas complementarias como cucharones, bandejas y recipientes de gran capacidad, la automatización ha traído consigo una estandarización en la calidad, una reducción significativa en los tiempos de producción y un aumento notable en la seguridad laboral. Estas máquinas están concebidas para procesar tanto utensilios de cocina de tamaño doméstico como equipos de mayor dimensión utilizados en la hostelería, la restauración colectiva y la industria alimentaria, lo que amplía su campo de aplicación y las convierte en una solución flexible y escalable.
El funcionamiento se basa en un sistema de sujeción que mantiene fija la pieza mientras cabezales abrasivos, bandas o discos giratorios aplican la presión justa en las superficies, eliminando irregularidades, rayaduras y restos de fabricación como rebabas de corte o soldadura. La automatización permite que cada utensilio, independientemente de su tamaño o geometría, reciba un acabado uniforme desde la primera hasta la última unidad del lote, algo imposible de garantizar con el trabajo manual. Mediante la programación del panel de control, el operario define los parámetros de rotación, presión, velocidad de avance y tiempo de contacto, asegurando un resultado repetible y sin variaciones. Además, los sistemas modernos incorporan sensores que ajustan automáticamente la presión o la velocidad cuando detectan un cambio en el material, lo que hace posible trabajar indistintamente con acero inoxidable, aluminio, hierro esmaltado u otros metales.
En el caso de equipos de cocina de mayor tamaño, como grandes ollas industriales o recipientes de cocción para restaurantes y comedores colectivos, la amoladora automática ofrece la ventaja de poder trabajar con diámetros y volúmenes considerables que resultarían casi imposibles de tratar manualmente sin un esfuerzo físico enorme. El sistema de sujeción puede adaptarse a distintos formatos, y el cabezal de pulido ajusta su movimiento de acuerdo con la superficie curva, logrando que incluso piezas de gran capacidad tengan un acabado suave, homogéneo y estéticamente atractivo. Para utensilios de menor tamaño, como sartenes, tapas o bandejas, la máquina puede configurarse en ciclos de alta velocidad, garantizando una producción masiva sin sacrificar calidad. Esta versatilidad es especialmente apreciada por fabricantes que trabajan con catálogos amplios, donde la diversidad de productos exige cambios rápidos de referencia sin tiempos muertos prolongados.
Un punto importante en la diferencia respecto a los procesos manuales es la reducción de riesgos laborales. Operar una amoladora manual durante horas continuas implicaba vibraciones, exposición a chispas, riesgo de cortes y contacto con polvo metálico que podía resultar nocivo. Con la amoladora automática, el operario no manipula directamente las piezas ni las herramientas abrasivas; su tarea se limita a alimentar el sistema, seleccionar los programas y supervisar la operación desde una posición segura. Esto no solo mejora las condiciones de trabajo, sino que también incrementa la productividad al eliminar pausas debidas al cansancio o lesiones.
En términos de integración industrial, estas amoladoras pueden formar parte de una línea de producción continua, conectándose con prensas de embutición profunda, máquinas de soldadura para asas, estaciones de limpieza ultrasónica y unidades de recubrimiento o pintado. De esta forma, el pulido deja de ser una etapa aislada y se convierte en un eslabón más dentro de un flujo productivo en el que la pieza se mueve automáticamente desde el conformado hasta el embalaje final. Este grado de integración permite una trazabilidad completa, lo que resulta indispensable para fabricantes que exportan y necesitan cumplir con normativas internacionales de calidad y seguridad.
La durabilidad de los acabados es otra ventaja evidente. Una superficie trabajada por una amoladora automática no solo adquiere un aspecto brillante o satinado, sino que además presenta menos microdefectos que puedan convertirse en puntos de corrosión o desgaste con el tiempo. En el caso de ollas y sartenes de acero inoxidable, el resultado es un pulido espejo que resalta la estética del producto y refuerza su resistencia frente a agentes químicos y detergentes de limpieza. En los recipientes de aluminio, los acabados satinados reducen la visibilidad de huellas y manchas, aportando un aspecto más uniforme y profesional. Esta durabilidad no es un detalle menor, ya que influye directamente en la percepción de calidad que el consumidor final tiene de la marca.
En definitiva, la amoladora automática para equipos y utensilios de cocina no se limita a sustituir el esfuerzo humano, sino que transforma por completo la lógica del proceso productivo, elevando los estándares de calidad, reduciendo costos operativos, acelerando los tiempos de entrega y garantizando la seguridad de los trabajadores. Gracias a ella, la industria del menaje de cocina puede atender con eficacia tanto las demandas del consumidor doméstico como las de los sectores profesionales que requieren equipos robustos, higiénicos y con acabados impecables.
La amoladora automática para equipos y utensilios de cocina se ha consolidado como un recurso indispensable dentro de la industria del menaje metálico y de la fabricación de recipientes destinados tanto al ámbito doméstico como al profesional, ya que combina la robustez de los sistemas mecánicos con la precisión de los controles electrónicos modernos. Su diseño responde a la necesidad de optimizar un proceso que tradicionalmente era manual, lento, demandante de mano de obra especializada y con resultados poco uniformes, lo que obligaba a dedicar mucho tiempo y esfuerzo a la corrección de imperfecciones o a un control de calidad excesivamente minucioso. En este sentido, la automatización permitió que la amoladora pudiera abordar en una misma línea de producción diferentes formatos de piezas como ollas, sartenes, tapas, cazuelas, recipientes industriales de gran volumen y hasta elementos complementarios como bandejas, utensilios de servicio o incluso ciertos accesorios estructurales fabricados en acero inoxidable o aluminio. La clave de su eficiencia radica en el sistema de sujeción de la pieza, que asegura una posición estable, y en los cabezales abrasivos que, mediante discos, bandas o cepillos especialmente diseñados, actúan sobre las superficies con una presión uniforme y calibrada, logrando que cada utensilio adquiera el acabado exacto que se programó en el control central. La máquina no depende de la fuerza o la destreza de un operario, sino de parámetros definidos que pueden reproducirse de forma idéntica en cada ciclo, lo cual otorga un nivel de estandarización que se traduce en productos más competitivos y con mejor aceptación en los mercados internacionales.
A medida que la producción en serie fue demandando mayor rapidez, las amoladoras automáticas evolucionaron hacia configuraciones capaces de trabajar en ciclos cortos sin perder precisión. Por ejemplo, mientras que una olla de gran diámetro puede requerir un ciclo más prolongado en el que los cabezales se desplazan lentamente para cubrir la totalidad de la superficie curva, una sartén o una tapa pequeña puede procesarse en tiempos reducidos gracias a la velocidad de rotación y al sistema de avance controlado, que permite completar el trabajo en cuestión de segundos. Esta capacidad de adaptación convierte a la máquina en una solución polivalente, ya que un fabricante no necesita adquirir diferentes equipos para cada tipo de pieza, sino que puede ajustar la programación según el producto que deba elaborar en cada lote. Además, los sistemas de cambio rápido de herramientas abrasivas reducen los tiempos muertos, de modo que pasar de un acabado espejo en acero inoxidable a un acabado satinado en aluminio es una operación sencilla que no interrumpe el flujo de producción.
Uno de los aspectos que más valoran las empresas es la reducción en los riesgos laborales. Tradicionalmente, los trabajadores que utilizaban amoladoras manuales estaban expuestos a vibraciones continuas, proyecciones de partículas metálicas, chispas, altas temperaturas y, en muchos casos, a la inhalación de polvo generado por el proceso de abrasión. La automatización cambió radicalmente este escenario, ya que el operario ya no se encuentra en contacto directo con la herramienta, sino que se limita a colocar la pieza en la estación de carga, seleccionar el programa correspondiente en la pantalla de control y supervisar el proceso desde una posición segura. Los sistemas modernos incluso incluyen cerramientos con extractores de polvo y filtros que mejoran el ambiente de trabajo y garantizan el cumplimiento de las normativas de seguridad industrial y medioambiental. Esta evolución no solo protege la salud de los operarios, sino que también incrementa la productividad, puesto que se reducen las pausas debidas al cansancio o a accidentes menores.
En términos de integración, la amoladora automática no funciona como un equipo aislado, sino que forma parte de un entramado industrial más amplio. Es común que se encuentre conectada en línea con prensas de embutición profunda que dan forma inicial a las ollas o sartenes, estaciones de soldadura donde se fijan asas y mangos, unidades de limpieza ultrasónica que eliminan restos de aceite o virutas, y líneas de recubrimiento donde se aplican capas protectoras o decorativas. En este flujo continuo, la amoladora cumple una función estratégica: es el punto intermedio que asegura que la superficie metálica esté libre de imperfecciones antes de pasar a etapas posteriores que requieren una base limpia y uniforme para garantizar su durabilidad y estética. Por ello, el resultado de la amoladora impacta directamente en la calidad final del producto y en la reducción de rechazos o reprocesos en las etapas siguientes.
Los resultados obtenidos con este tipo de máquina son superiores no solo en lo estético, sino también en lo funcional. Una superficie trabajada correctamente presenta menos microfisuras y puntos de acumulación de suciedad o humedad, lo que favorece la higiene, un factor crucial en utensilios de cocina que estarán en contacto con alimentos. En el caso del acero inoxidable, un acabado pulido espejo no solo mejora la apariencia, sino que también incrementa la resistencia a la corrosión y facilita la limpieza, mientras que en el aluminio el acabado satinado es más práctico para ocultar huellas y mantener un aspecto homogéneo tras un uso intenso. Este tipo de ventajas hacen que los fabricantes que adoptan amoladoras automáticas no solo obtengan productos más competitivos en precio, sino también más valorados por el consumidor final, que percibe una diferencia clara en la calidad del acabado.
Además de los beneficios inmediatos, la amoladora automática para equipos y utensilios de cocina responde a una visión de largo plazo en la industria, que busca combinar eficiencia, seguridad y sostenibilidad. Los sistemas de control electrónico permiten un uso más racional de la energía, ajustando la potencia en función del material y reduciendo el consumo innecesario. Asimismo, los abrasivos modernos tienen una vida útil mayor y generan menos residuos, lo que disminuye la frecuencia de reposición y contribuye a una operación más respetuosa con el medio ambiente. En fábricas que producen a gran escala, estas mejoras se traducen en ahorros significativos y en una reducción de la huella ecológica de la producción.
En resumen, la amoladora automática para equipos y utensilios de cocina no es simplemente un sustituto de la labor manual, sino una pieza clave en la transformación industrial del sector, ya que aporta velocidad, precisión, seguridad, estandarización y sostenibilidad. Gracias a su versatilidad y a su capacidad de integrarse en líneas de producción complejas, ha pasado de ser una innovación opcional a convertirse en un estándar indispensable para las empresas que buscan competir en mercados cada vez más exigentes, donde la calidad del acabado y la durabilidad de los productos marcan la diferencia entre el éxito y el rezago.
La amoladora automática para equipos y utensilios de cocina integra hoy en día tecnologías avanzadas de control y mecánica de precisión que permiten no solo procesar grandes volúmenes de piezas, sino también asegurar acabados uniformes, reproducibles y de calidad industrial en ollas, sartenes, cacerolas, tapas, bandejas y otros accesorios metálicos, ya sean de acero inoxidable, aluminio, hierro esmaltado o materiales multicapa. Su diseño combina motores de alta potencia con variadores de frecuencia que ajustan de manera continua la velocidad de los cabezales abrasivos, garantizando que la presión aplicada sobre cada superficie sea constante y que las revoluciones por minuto se adapten a la dureza y geometría del material. Esta regulación es fundamental para evitar sobrecalentamientos, deformaciones o marcas indeseadas en los utensilios, algo que en los procesos manuales dependía completamente de la destreza y experiencia del operario, con resultados mucho menos uniformes. La pieza se coloca en sistemas de sujeción automatizados, que pueden ser mordazas, ventosas o platos giratorios, y que aseguran estabilidad durante todo el ciclo, permitiendo que los discos abrasivos, bandas de lijado o ruedas de pulido interactúen con cada zona del utensilio de manera homogénea, desde el fondo hasta los bordes y las superficies laterales.
El sistema de control, generalmente basado en PLC o CNC, permite programar secuencias de trabajo que definen parámetros como la duración de cada fase, la presión ejercida, la velocidad de rotación y la dirección del movimiento de los cabezales. Esto hace posible que la misma máquina pueda procesar simultáneamente utensilios de distintos tamaños y materiales con acabados distintos, desde un pulido espejo en acero inoxidable premium hasta un acabado satinado o mate en aluminio anodizado, sin necesidad de intervenciones manuales complejas o largos ajustes mecánicos. La flexibilidad de estos programas permite además optimizar el flujo de trabajo según la prioridad de producción y la capacidad de la línea, logrando ciclos más cortos para piezas pequeñas y más prolongados para utensilios de gran volumen, siempre manteniendo la uniformidad del acabado.
Los cabezales abrasivos y de pulido son otra parte esencial de la amoladora automática. Están diseñados para trabajar en varias etapas, comenzando con abrasivos gruesos que eliminan rebabas, marcas de embutición o soldadura, y continuando con discos de grano medio y fino que suavizan la superficie, eliminan rayaduras y microdefectos, y preparan el metal para el acabado final. La etapa de pulido puede incluir ruedas de fieltro, discos de algodón o compuestos químicos abrasivos que generan un brillo espejo o un acabado satinado, dependiendo del programa seleccionado. En muchos modelos, los cabezales cuentan con mecanismos de avance y retroceso automáticos que permiten cubrir toda la superficie del utensilio sin dejar zonas sin tratar, incluyendo áreas difíciles como los fondos curvados de ollas profundas o los bordes de tapas y sartenes. Esta precisión asegura no solo un acabado estético, sino también funcional, evitando puntos de acumulación de suciedad o zonas con riesgo de corrosión.
Los sistemas de refrigeración y extracción de polvo son otro componente crítico. Durante el amolado y pulido, la fricción genera calor que puede afectar la estructura del metal, producir decoloraciones o provocar deformaciones, especialmente en utensilios con paredes delgadas o bases encapsuladas. Por ello, muchas amoladoras automáticas incluyen sistemas de aire comprimido o líquidos atomizados que mantienen la temperatura dentro de rangos seguros, al tiempo que aspiran partículas metálicas y residuos de abrasivo, protegiendo tanto la calidad del acabado como la salud del operario y del entorno de trabajo. La combinación de estas tecnologías permite que la máquina funcione de manera continua durante turnos prolongados sin pérdida de calidad y sin riesgos de fallas prematuras en los abrasivos.
La integración con otras etapas de producción es uno de los factores que hace que la amoladora automática sea indispensable en plantas modernas. Desde la embutición o repulsado de la pieza hasta la soldadura de asas, la limpieza ultrasónica y la aplicación de recubrimientos antiadherentes o decorativos, la amoladora se sitúa estratégicamente para garantizar que la superficie metálica llegue en condiciones óptimas a cada siguiente etapa. Esto reduce el riesgo de rechazos y retrabajos, disminuye tiempos muertos y permite un flujo de producción más eficiente, con trazabilidad completa de cada lote. Los robots de carga y descarga, integrados con sensores y sistemas de visión, permiten que la máquina opere de manera prácticamente autónoma, aumentando la capacidad de producción sin comprometer la precisión ni la calidad del acabado.
El impacto de la automatización también se refleja en la seguridad y ergonomía de la planta. Mientras que antes los operarios estaban expuestos a vibraciones, polvo metálico y riesgo de cortes, ahora el contacto directo con la pieza y con los abrasivos está eliminado. La supervisión se realiza a través de paneles de control y sistemas de monitoreo que informan en tiempo real sobre la presión aplicada, la temperatura de trabajo, el desgaste de los discos y la eficiencia del ciclo. Esto no solo mejora la seguridad, sino que también permite anticipar mantenimientos y reemplazos de consumibles, evitando paradas inesperadas y asegurando una operación continua y confiable.
Finalmente, la amoladora automática para equipos y utensilios de cocina contribuye a elevar los estándares de calidad de los productos terminados, aumentando su durabilidad, higiene y valor estético. Una superficie pulida correctamente reduce la adherencia de restos de alimentos, facilita la limpieza, disminuye el riesgo de corrosión y prolonga la vida útil del utensilio. Los acabados espejo, satinados o mate no solo cumplen con exigencias estéticas sino que influyen en la percepción del consumidor, diferenciando los productos en mercados altamente competitivos. Esta combinación de precisión, velocidad, seguridad y calidad convierte a la amoladora automática en un elemento estratégico dentro de la industria del menaje y la cocina profesional, permitiendo que los fabricantes produzcan grandes volúmenes de utensilios con acabados uniformes, reproducibles y de alto valor percibido, optimizando recursos y aumentando la eficiencia de toda la línea productiva.
La amoladora automática para equipos y utensilios de cocina no solo representa un avance en la eficiencia productiva, sino que también constituye un sistema complejo en el que interactúan componentes mecánicos, electrónicos y de control que permiten alcanzar niveles de acabado y uniformidad imposibles de lograr mediante procesos manuales tradicionales. En su interior, los motores eléctricos de alta potencia están diseñados para operar de manera continua y soportar cargas variables según el tamaño, peso y material de cada pieza. Estos motores suelen estar acoplados a variadores de frecuencia que regulan de forma precisa la velocidad de rotación de los discos abrasivos o cabezales de pulido, ajustando automáticamente la fuerza aplicada en función de la dureza del metal y del programa seleccionado. Este control dinámico evita deformaciones, sobrecalentamientos o marcas no deseadas y garantiza que cada utensilio reciba un tratamiento homogéneo desde la base hasta los bordes, incluyendo zonas curvadas o complejas que antes eran difíciles de alcanzar con herramientas manuales.
El sistema de sujeción y manipulación de las piezas es igualmente sofisticado. Platos giratorios, mordazas automáticas o ventosas se combinan con sensores de posición y de presión que permiten que la pieza se mantenga perfectamente alineada durante todo el ciclo. En modelos más avanzados, brazos robóticos pueden girar, inclinar o trasladar la pieza frente a distintos cabezales, asegurando que cada superficie sea trabajada con la misma intensidad y uniformidad. Este grado de control elimina prácticamente cualquier variación de calidad entre unidades de un mismo lote, lo que es esencial para fabricantes que producen miles de piezas al día para mercados internacionales que exigen acabados estéticos y funcionales consistentes. Además, la automatización permite definir múltiples programas de trabajo que se pueden intercambiar rápidamente, de modo que la misma máquina pueda pulir un sartén de acero inoxidable con acabado espejo, una olla de aluminio con acabado satinado y un cazo con bordes redondeados sin necesidad de realizar ajustes mecánicos prolongados.
Los cabezales abrasivos son otro elemento clave del sistema. Generalmente se disponen en varias estaciones que realizan distintas fases del proceso: desde el desbaste inicial, con abrasivos de grano grueso que eliminan rebabas, marcas de embutición o soldadura, hasta etapas intermedias con discos de grano fino que suavizan la superficie y preparan el metal para el pulido final. La fase final suele implicar el uso de ruedas de fieltro, discos de algodón o compuestos químicos abrasivos que permiten alcanzar acabados espejo, satinados o mate, dependiendo de la programación. Los cabezales pueden moverse de manera lineal, circular o incluso adaptativa según la geometría de la pieza, garantizando que no queden zonas sin tratar y que los bordes, fondos y superficies curvas reciban el mismo nivel de atención que las áreas planas. Esta precisión es imposible de lograr de manera manual de forma constante y a gran escala, y constituye uno de los principales beneficios de la automatización.
La gestión térmica y la limpieza durante el proceso son igualmente esenciales. La fricción generada por los abrasivos produce calor que puede alterar la estructura del metal, decolorarlo o generar microdeformaciones, especialmente en utensilios de paredes delgadas o con bases encapsuladas. Para evitar esto, las máquinas incorporan sistemas de refrigeración por aire, agua o líquidos atomizados que mantienen la temperatura dentro de rangos seguros. Al mismo tiempo, los extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y residuos de abrasivo, protegiendo tanto la calidad del acabado como la salud del operario y la limpieza del entorno de trabajo. Gracias a estas funciones, la amoladora puede operar de manera continua durante turnos completos sin pérdida de rendimiento ni deterioro de los consumibles.
En cuanto a la integración en la línea de producción, estas amoladoras se conectan con prensas de embutición, estaciones de soldadura, líneas de limpieza ultrasónica y unidades de recubrimiento o pintura, formando un flujo productivo completo y optimizado. La pieza pasa de la conformación inicial al pulido automático y luego a las etapas de acabado superficial sin necesidad de intervención manual, lo que reduce tiempos muertos y minimiza los errores humanos. La trazabilidad también se ve reforzada, ya que cada ciclo puede registrarse mediante sistemas electrónicos que documentan velocidad, presión, tiempo de pulido y tipo de acabado aplicado, garantizando que cada lote cumple con los estándares de calidad definidos por el fabricante y por las normativas internacionales de seguridad e higiene.
Otro aspecto determinante es el impacto en la durabilidad y funcionalidad de los utensilios. Los acabados obtenidos con amoladoras automáticas reducen la adherencia de restos de alimentos, facilitan la limpieza y disminuyen la probabilidad de corrosión o desgaste prematuro, incrementando la vida útil de ollas, sartenes, cacerolas y recipientes industriales. Los acabados espejo aportan un valor estético superior y transmiten sensación de calidad premium, mientras que los acabados satinados o mates ofrecen practicidad y resistencia al rayado, adaptándose a distintos segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora en un factor determinante para la competitividad de las empresas, ya que permite producir utensilios con alta calidad percibida y reproducibilidad absoluta, manteniendo costos de operación controlados y optimizando recursos.
En síntesis, la amoladora automática para equipos y utensilios de cocina no solo reemplaza el trabajo manual, sino que redefine el concepto de acabado industrial, incorporando control electrónico, mecánica de precisión, sistemas de refrigeración y limpieza, y automatización robótica. Esto garantiza uniformidad, seguridad, eficiencia y versatilidad en la producción, permitiendo a los fabricantes satisfacer demandas de gran volumen y alta calidad, mejorar la ergonomía laboral, reducir desperdicios y aumentar la competitividad en mercados nacionales e internacionales, consolidando esta máquina como un eslabón imprescindible dentro de la industria del menaje moderno.
Amoladora automática para utensilios domésticos de cocina
La amoladora automática para utensilios domésticos de cocina ha revolucionado la manera en que se fabrican ollas, sartenes, cacerolas, tapas y otros recipientes metálicos, al integrar un sistema completamente automatizado que permite alcanzar acabados uniformes, precisos y de alta calidad en cada pieza, eliminando la variabilidad inherente al trabajo manual. A diferencia de los métodos tradicionales, donde operarios especializados realizaban el pulido con herramientas portátiles, discos abrasivos o bandas de lijado, esta máquina combina motores de alta potencia, variadores de frecuencia y controles electrónicos avanzados para adaptar la velocidad de rotación y la presión de los cabezales abrasivos según el material y el tipo de utensilio. De esta manera, tanto utensilios de acero inoxidable con acabado espejo como ollas de aluminio con acabado satinado o mate pueden procesarse en la misma línea, con cambios de programa rápidos y precisos que evitan pérdidas de tiempo y garantizan uniformidad en toda la producción.
El funcionamiento comienza con la colocación de la pieza en sistemas de sujeción especializados, que pueden ser platos giratorios, mordazas automáticas o ventosas, asegurando estabilidad durante todo el ciclo. A partir de ahí, los cabezales abrasivos realizan distintas fases de trabajo: primero un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición o soldadura, seguido por etapas intermedias con discos de grano más fino que suavizan la superficie y eliminan rayaduras y microdefectos. La fase final de pulido se realiza con ruedas de fieltro, discos de algodón o compuestos abrasivos específicos que otorgan el acabado final, ya sea espejo, satinado o mate. Gracias a sistemas de control CNC o PLC, los cabezales ajustan automáticamente su presión, velocidad y trayectoria para cubrir incluso zonas complejas como fondos curvados, bordes y superficies interiores, garantizando un resultado uniforme y reproducible en cada unidad.
Los sistemas de refrigeración y extracción de polvo son fundamentales para mantener la calidad del acabado y la seguridad laboral. La fricción generada durante el amolado produce calor que podría deformar o decolorar los utensilios, especialmente aquellos de paredes delgadas o con bases encapsuladas, por lo que se utilizan líquidos atomizados o aire comprimido para mantener la temperatura dentro de rangos seguros. Simultáneamente, los extractores eliminan partículas metálicas y residuos de abrasivo, protegiendo tanto la superficie del utensilio como el ambiente de trabajo. Estas tecnologías permiten que la máquina opere de manera continua durante turnos prolongados sin degradar la calidad de los consumibles ni afectar la uniformidad del acabado.
La automatización también representa un avance significativo en términos de seguridad y ergonomía. Mientras que en los procesos manuales los operarios estaban expuestos a vibraciones, chispas, polvo metálico y riesgo de cortes, con la amoladora automática el contacto directo con las herramientas abrasivas y las piezas queda eliminado. El operario supervisa desde un panel de control, selecciona el programa adecuado y monitorea indicadores de presión, velocidad y desgaste de los abrasivos, lo que reduce el riesgo de accidentes y permite una operación más eficiente y menos dependiente del esfuerzo físico.
En términos de integración industrial, estas amoladoras pueden formar parte de líneas de producción completas, conectándose con prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica y unidades de recubrimiento o pintado. Esta integración asegura que cada utensilio llegue a la siguiente etapa con una superficie perfectamente trabajada, reduciendo rechazos y retrabajos, acelerando el flujo de producción y garantizando trazabilidad total de cada lote, con registros de parámetros de pulido, tiempo de ciclo y tipo de acabado aplicado.
El impacto sobre la durabilidad y funcionalidad de los utensilios es evidente: las superficies pulidas correctamente presentan menos microfisuras, son más fáciles de limpiar, menos propensas a acumular residuos y más resistentes a la corrosión, lo que incrementa la vida útil de ollas, sartenes y cacerolas. Los acabados espejo mejoran la estética y transmiten calidad premium, mientras que los acabados satinados o mate aportan practicidad y resistencia al rayado, adaptándose a diferentes segmentos de mercado y expectativas de los consumidores. Esto convierte a la amoladora automática en un factor estratégico para la competitividad de los fabricantes, que pueden producir grandes volúmenes de utensilios con acabados uniformes y reproducibles, optimizando recursos, reduciendo costos y mejorando la percepción de valor de sus productos.
En definitiva, la amoladora automática para utensilios domésticos de cocina combina precisión mecánica, control electrónico avanzado, sistemas de refrigeración y limpieza, y automatización robótica para transformar por completo el proceso de acabado industrial. Garantiza uniformidad, velocidad, seguridad, ergonomía y versatilidad, permitiendo a los fabricantes producir utensilios de alta calidad de manera eficiente y sostenible, satisfaciendo tanto las exigencias del mercado doméstico como las necesidades de consumidores que buscan productos duraderos, funcionales y estéticamente atractivos, consolidándose como un equipo indispensable dentro de la industria moderna del menaje de cocina.
La amoladora automática para utensilios domésticos de cocina constituye un equipo de alta precisión que integra múltiples sistemas diseñados para optimizar el acabado de ollas, sartenes, cacerolas, tapas y otros recipientes metálicos, logrando resultados uniformes, reproducibles y de calidad industrial en cada unidad. A diferencia de los métodos manuales, donde la destreza del operario determinaba la calidad final y la velocidad de producción era limitada, esta máquina combina motores eléctricos de alta potencia, variadores de frecuencia y controles electrónicos avanzados que regulan de manera continua la velocidad de rotación, la presión aplicada por los cabezales y la trayectoria de los discos abrasivos o ruedas de pulido, adaptándose a la dureza, grosor y geometría de cada utensilio. Esto permite que utensilios de acero inoxidable con acabado espejo, ollas de aluminio con acabado satinado o recipientes de hierro esmaltado puedan procesarse en la misma línea con cambios de programa rápidos, sin necesidad de ajustes mecánicos extensos, garantizando uniformidad y calidad constante en toda la producción.
El sistema de sujeción y manipulación de las piezas es altamente sofisticado. Platos giratorios, mordazas automáticas y ventosas aseguran la estabilidad de cada utensilio durante todo el ciclo de amolado y pulido, mientras sensores de presión y posición controlan que cada zona de la pieza reciba la fuerza adecuada. En modelos más avanzados, brazos robóticos pueden girar, inclinar o trasladar la pieza frente a distintos cabezales, asegurando que incluso las zonas de difícil acceso, como fondos curvados o bordes interiores, reciban un tratamiento homogéneo. La precisión de estos movimientos elimina prácticamente cualquier variación de calidad entre unidades de un mismo lote, algo imposible de lograr de manera manual a gran escala, y permite programar múltiples ciclos de trabajo adaptados a diferentes tipos de utensilios sin interrumpir el flujo de producción.
Los cabezales abrasivos y de pulido constituyen el corazón del sistema. Normalmente se organizan en estaciones que realizan fases secuenciales: primero, un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición o soldadura; luego, un pulido intermedio con discos de grano fino que suaviza la superficie y elimina microdefectos; y finalmente, la fase de acabado con ruedas de fieltro, discos de algodón o compuestos químicos abrasivos que generan el acabado final, ya sea espejo, satinado o mate. Los cabezales cuentan con mecanismos de avance y retroceso sincronizados con la rotación de la pieza, de manera que toda la superficie quede cubierta uniformemente, evitando zonas sin trabajar y garantizando un resultado estético y funcional óptimo, que reduce la adherencia de residuos, facilita la limpieza y mejora la durabilidad de los utensilios.
La gestión térmica y la extracción de residuos son esenciales para mantener la calidad y seguridad del proceso. La fricción de los abrasivos genera calor que puede deformar o decolorar los utensilios, especialmente aquellos de paredes delgadas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante líquidos atomizados o aire comprimido. Al mismo tiempo, extractores de polvo y filtros eliminan partículas metálicas y residuos de abrasivo, protegiendo tanto el acabado de la pieza como la salud del operario y la limpieza del entorno. Estas tecnologías permiten que la máquina opere de manera continua durante turnos completos sin pérdida de eficiencia ni deterioro de los consumibles.
La integración de la amoladora automática en líneas de producción completas permite un flujo de trabajo optimizado. Conectada a prensas de embutición, estaciones de soldadura, sistemas de limpieza ultrasónica y unidades de recubrimiento o pintura, garantiza que cada pieza llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo rechazos, retrabajos y tiempos muertos. La trazabilidad de cada ciclo, mediante el registro de parámetros de presión, velocidad, tipo de abrasivo y duración del ciclo, asegura que cada lote cumpla con los estándares de calidad y las normativas internacionales de seguridad e higiene, lo que es fundamental para fabricantes que producen utensilios destinados a mercados exigentes.
El impacto en la durabilidad y funcionalidad de los utensilios es notable. Los acabados obtenidos con amoladoras automáticas presentan menos microfisuras, mayor resistencia a la corrosión, facilitan la limpieza y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo refuerzan la percepción de calidad premium, mientras que los acabados satinados o mate combinan estética y practicidad al reducir la visibilidad de rayaduras y huellas. Esto incrementa el valor percibido de los productos y permite a los fabricantes competir de manera efectiva en mercados domésticos e internacionales.
El diseño de estos equipos también contempla la ergonomía y seguridad del personal. Al eliminar el contacto directo con las herramientas abrasivas y las piezas, se reducen los riesgos de vibraciones, cortes y exposición a polvo metálico, mientras que la supervisión se realiza desde paneles de control y sistemas de monitoreo que proporcionan información en tiempo real sobre la presión aplicada, la temperatura de trabajo, el desgaste de los abrasivos y la eficiencia del ciclo. Esto facilita el mantenimiento preventivo, anticipa reemplazos de consumibles y asegura una operación continua y confiable.
En resumen, la amoladora automática para utensilios domésticos de cocina representa la convergencia de precisión mecánica, control electrónico avanzado, sistemas de refrigeración y limpieza, y automatización robótica, redefiniendo el concepto de acabado industrial. Permite producir grandes volúmenes de utensilios con acabados uniformes y de alta calidad, optimiza recursos, mejora la ergonomía laboral, reduce desperdicios y asegura competitividad en mercados exigentes. Su adopción ha transformado la industria del menaje doméstico, garantizando utensilios duraderos, funcionales y estéticamente atractivos que cumplen con los más altos estándares de calidad y seguridad.
La amoladora automática para utensilios domésticos de cocina representa una evolución tecnológica que integra de manera precisa sistemas mecánicos, electrónicos y de control para optimizar el acabado de ollas, sartenes, cacerolas, tapas, bandejas y otros recipientes metálicos, garantizando uniformidad, reproducibilidad y un acabado de calidad industrial en cada pieza, independientemente de su tamaño, forma o material. Los motores eléctricos de alta potencia, acoplados a variadores de frecuencia y controlados por sistemas CNC o PLC, permiten regular de manera continua la velocidad de rotación, la presión aplicada por los cabezales abrasivos y la trayectoria de los discos o ruedas de pulido, adaptándose automáticamente a la dureza del material y al tipo de utensilio. Esto posibilita que utensilios de acero inoxidable, aluminio, hierro esmaltado o materiales multicapa puedan procesarse en la misma línea con cambios de programa rápidos, sin ajustes mecánicos complejos, asegurando un acabado uniforme y preciso en toda la producción.
El sistema de sujeción y manipulación de las piezas es altamente sofisticado y flexible, combinando platos giratorios, mordazas automáticas, ventosas y, en modelos avanzados, brazos robóticos capaces de girar, inclinar o trasladar la pieza frente a los cabezales de abrasión y pulido. Sensores de presión y posición monitorean constantemente la interacción entre la pieza y los cabezales, asegurando que incluso zonas de difícil acceso, como fondos curvados, bordes interiores o asas soldadas, reciban un tratamiento homogéneo y consistente. Esta precisión elimina variaciones de calidad entre unidades de un mismo lote, algo imposible de lograr con procesos manuales, y permite definir múltiples programas de trabajo para distintos tipos de utensilios sin interrumpir la producción.
Los cabezales abrasivos y de pulido están organizados en estaciones secuenciales que realizan fases distintas: primero, un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición o soldadura; luego un pulido intermedio con grano fino que suaviza la superficie y elimina microdefectos; y finalmente la fase de acabado con ruedas de fieltro, discos de algodón o compuestos abrasivos específicos que generan acabados espejo, satinados o mates. Los movimientos de los cabezales están sincronizados con la rotación y posición de la pieza, asegurando cobertura total de la superficie y uniformidad del acabado, mientras que la presión y velocidad se ajustan automáticamente según el material y la geometría de cada utensilio. Esto garantiza resultados funcionales, estéticos y duraderos, reduciendo la adherencia de residuos, facilitando la limpieza y aumentando la resistencia a la corrosión.
La gestión térmica y la eliminación de residuos son esenciales para mantener la calidad y seguridad durante el proceso. La fricción generada por los abrasivos produce calor que podría deformar o decolorar los utensilios, especialmente en piezas de paredes delgadas o bases encapsuladas, por lo que se implementan sistemas de refrigeración mediante aire comprimido o líquidos atomizados. Simultáneamente, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo tanto la superficie de la pieza como el ambiente de trabajo y la salud del operario. Estas tecnologías permiten un funcionamiento continuo durante turnos prolongados sin pérdida de eficiencia ni deterioro de los consumibles.
La integración en líneas de producción completas permite un flujo de trabajo optimizado y totalmente automatizado, conectando la amoladora con prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica y unidades de recubrimiento o pintura. Cada utensilio llega a la siguiente etapa con la superficie perfectamente preparada, reduciendo retrabajos, minimizando rechazos y acelerando los tiempos de producción. La trazabilidad de cada ciclo, mediante registros de parámetros de presión, velocidad, abrasivo utilizado y duración del ciclo, garantiza que cada lote cumpla con los estándares de calidad y normativas internacionales de seguridad e higiene, lo que resulta esencial para fabricantes que producen utensilios para mercados exigentes.
Los resultados obtenidos con estas máquinas impactan directamente en la durabilidad, funcionalidad y percepción de calidad de los utensilios. Los acabados obtenidos reducen microfisuras, facilitan la limpieza, disminuyen el riesgo de corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo refuerzan la estética y transmiten calidad premium, mientras que los acabados satinados o mates combinan resistencia, practicidad y atractivo visual, adaptándose a distintos segmentos de mercado y preferencias de los consumidores. Esto convierte a la amoladora automática en un factor estratégico para la competitividad de los fabricantes, que pueden producir grandes volúmenes de utensilios de manera uniforme, optimizando recursos, reduciendo costos operativos y aumentando la percepción de valor del producto final.
La ergonomía y seguridad del personal también se ven enormemente beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen vibraciones, riesgo de cortes y exposición a polvo, mientras que la supervisión se realiza desde paneles de control con información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia del ciclo. Esto permite anticipar mantenimientos, reemplazos de consumibles y operar de manera continua con alta confiabilidad, asegurando la consistencia de los resultados en cada lote.
En conclusión, la amoladora automática para utensilios domésticos de cocina combina mecánica de alta precisión, control electrónico avanzado, sistemas de refrigeración, extracción de residuos y automatización robótica para redefinir el proceso de acabado industrial. Permite producir utensilios con acabados uniformes, duraderos y de alta calidad, optimizando recursos, mejorando la ergonomía laboral, reduciendo desperdicios y asegurando competitividad en mercados domésticos e internacionales. Gracias a esta tecnología, los fabricantes pueden ofrecer productos estéticamente atractivos, funcionales y duraderos, consolidando la amoladora automática como un equipo esencial en la industria moderna del menaje doméstico.
La amoladora automática para utensilios domésticos de cocina constituye un sistema altamente especializado que integra múltiples tecnologías avanzadas para garantizar acabados de alta calidad en ollas, sartenes, cacerolas, tapas, bandejas y otros recipientes metálicos, independientemente de su tamaño, grosor, forma o material, logrando resultados uniformes, reproducibles y con estándares industriales que superan ampliamente los obtenibles mediante procesos manuales tradicionales. La base mecánica de la máquina se compone de motores eléctricos de alta potencia acoplados a variadores de frecuencia que regulan de manera continua la velocidad de los cabezales abrasivos o ruedas de pulido, permitiendo ajustar la fuerza y la velocidad de contacto según la dureza y la geometría del utensilio, lo que evita sobrecalentamientos, deformaciones y marcas no deseadas. Esta combinación de potencia, precisión y control dinámico permite procesar utensilios de acero inoxidable con acabado espejo, ollas de aluminio con acabado satinado, cacerolas de hierro esmaltado o incluso recipientes multicapa, todo dentro de la misma línea de producción mediante la programación de distintos ciclos sin necesidad de cambios mecánicos extensos, garantizando uniformidad y consistencia en cada pieza.
El sistema de sujeción y manipulación de los utensilios es fundamental para la efectividad del proceso. Platos giratorios, mordazas automáticas y ventosas aseguran la estabilidad de cada pieza, mientras sensores de presión y posición controlan la interacción exacta entre el utensilio y los cabezales abrasivos. En modelos de última generación, brazos robóticos pueden girar, inclinar o trasladar la pieza frente a diferentes cabezales, permitiendo que todas las superficies, incluso las zonas más complejas como fondos curvados, bordes interiores y asas soldadas, reciban un tratamiento homogéneo y constante. La precisión de estos movimientos elimina cualquier variación de calidad entre unidades de un mismo lote, algo que en la producción manual sería prácticamente imposible de controlar, y permite programar múltiples ciclos para distintos utensilios sin interrumpir el flujo productivo, lo que optimiza los tiempos y mejora la eficiencia global de la línea.
Los cabezales abrasivos y de pulido son el núcleo funcional de la máquina y están organizados en estaciones que ejecutan diferentes fases del proceso. Primero se realiza un desbaste inicial con abrasivos gruesos para eliminar rebabas, marcas de embutición o soldadura; luego se efectúa un pulido intermedio con grano fino que suaviza la superficie y corrige microdefectos; finalmente, la fase de acabado utiliza ruedas de fieltro, discos de algodón o compuestos químicos abrasivos para conseguir el acabado final, ya sea espejo, satinado o mate. Los movimientos de los cabezales están sincronizados con la rotación y posición de la pieza para garantizar cobertura completa y uniformidad del acabado, mientras que la presión y velocidad se ajustan automáticamente según el material y la geometría, asegurando un resultado funcional y estético que facilita la limpieza, reduce la adherencia de residuos y prolonga la vida útil de los utensilios.
El control térmico y la gestión de residuos constituyen elementos críticos del sistema. La fricción generada por los abrasivos produce calor que puede deformar o decolorar los utensilios, especialmente en piezas de paredes finas o bases encapsuladas, por lo que se incorporan sistemas de refrigeración mediante aire comprimido o líquidos atomizados. Simultáneamente, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo la superficie de los utensilios, la salud del operario y la limpieza del entorno. Estas soluciones permiten que la máquina funcione de manera continua durante largos turnos sin comprometer la eficiencia, prolongando la vida útil de los abrasivos y asegurando uniformidad en cada ciclo.
La integración de la amoladora en líneas de producción completas optimiza el flujo de trabajo industrial. Conectada con prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica y unidades de recubrimiento o pintura, garantiza que cada utensilio llegue a la siguiente etapa con la superficie completamente tratada, reduciendo retrabajos y rechazos, minimizando tiempos muertos y aumentando la eficiencia de la producción. La trazabilidad de cada ciclo, mediante registro de presión aplicada, velocidad de cabezal, tipo de abrasivo y duración del ciclo, asegura que cada lote cumpla con los estándares de calidad y las normativas internacionales de higiene y seguridad, aspecto crucial para fabricantes que abastecen mercados exigentes.
Los resultados funcionales y estéticos obtenidos con la amoladora automática repercuten directamente en la durabilidad y percepción de calidad de los utensilios. Los acabados disminuyen microfisuras, facilitan la limpieza, reducen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo transmiten una apariencia premium, mientras que los satinados o mates combinan estética y practicidad, ocultando rayaduras y huellas, adaptándose a distintos segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora en un factor estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y elevando el valor percibido del producto final.
La seguridad y ergonomía de los operarios también se ven enormemente beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen riesgos de vibraciones, cortes y exposición a polvo. La supervisión se realiza desde paneles de control que proporcionan información en tiempo real sobre presión, temperatura, desgaste de abrasivos y eficiencia del ciclo, lo que permite anticipar mantenimientos, reemplazos de consumibles y operar de manera continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote.
En síntesis, la amoladora automática para utensilios domésticos de cocina combina precisión mecánica, control electrónico avanzado, sistemas de refrigeración, extracción de residuos y automatización robótica para redefinir completamente el proceso de acabado industrial. Permite producir utensilios con acabados uniformes, duraderos y de alta calidad, optimizando recursos, mejorando la ergonomía laboral, reduciendo desperdicios y asegurando competitividad en mercados nacionales e internacionales. Gracias a esta tecnología, los fabricantes pueden ofrecer utensilios estéticamente atractivos, funcionales y duraderos, consolidando la amoladora automática como un equipo esencial dentro de la industria moderna del menaje doméstico.
Si quieres, puedo continuar desarrollando un texto aún más profundo y técnico, explicando tipos de motores, variadores de frecuencia, sistemas CNC, abrasivos avanzados, pastas de pulido y estrategias de programación para distintos acabados en una sola máquina, manteniendo este estilo largo, detallado y continuo sin secciones.
Máquina automática de amolado para ollas y sartenes
La máquina automática de amolado para ollas y sartenes es un equipo industrial avanzado diseñado para optimizar el acabado de utensilios de cocina metálicos, permitiendo procesar grandes volúmenes con uniformidad y precisión que no pueden alcanzarse con métodos manuales. Esta máquina integra motores de alta potencia controlados por variadores de frecuencia y sistemas CNC o PLC que regulan de manera continua la velocidad de los cabezales abrasivos, la presión aplicada y la trayectoria de los discos de amolado y pulido, adaptándose a la dureza, grosor y geometría de cada pieza. Gracias a esta regulación dinámica, utensilios de acero inoxidable con acabado espejo, ollas de aluminio con acabado satinado o sartenes de hierro esmaltado pueden ser procesados en la misma línea mediante programas predefinidos que eliminan la necesidad de ajustes mecánicos prolongados, asegurando resultados consistentes y de alta calidad en toda la producción.
El sistema de sujeción y manipulación es clave para garantizar la precisión del amolado. Platos giratorios, mordazas automáticas y ventosas sostienen los utensilios durante todo el ciclo, mientras sensores de presión y posición supervisan la interacción entre la pieza y los cabezales abrasivos. En modelos más avanzados, brazos robóticos pueden girar, inclinar o trasladar la pieza frente a los distintos cabezales, asegurando que incluso áreas complejas como fondos curvados, bordes interiores y asas soldadas reciban un tratamiento uniforme y constante. Esta precisión elimina variaciones entre unidades de un mismo lote y permite programar múltiples ciclos de trabajo para distintos utensilios sin detener la producción, optimizando tiempos y eficiencia.
Los cabezales abrasivos y de pulido están organizados en estaciones secuenciales que realizan diferentes fases: primero, un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición o soldadura; luego, un pulido intermedio con grano fino que suaviza la superficie y corrige microdefectos; y finalmente, la fase de acabado con ruedas de fieltro, discos de algodón o compuestos abrasivos que generan acabados espejo, satinados o mates. Los cabezales se mueven de manera sincronizada con la rotación y posición de la pieza, cubriendo toda la superficie y ajustando automáticamente presión y velocidad según material y geometría. Esto asegura un acabado funcional y estético, facilita la limpieza y aumenta la resistencia a la corrosión.
La gestión térmica y la extracción de residuos son elementos fundamentales. La fricción de los abrasivos genera calor que podría deformar o decolorar los utensilios, especialmente en piezas de paredes finas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados. Simultáneamente, extractores de polvo y filtros eliminan partículas metálicas y restos de abrasivo, protegiendo tanto el acabado de la pieza como la salud del operario y la limpieza del entorno. Esto permite un funcionamiento continuo durante turnos prolongados sin comprometer eficiencia ni uniformidad del acabado.
La integración de la máquina en líneas de producción completas optimiza el flujo de trabajo. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica y unidades de recubrimiento, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos y rechazos, minimizando tiempos muertos y aumentando la productividad. La trazabilidad se mantiene mediante registros de parámetros de presión, velocidad, tipo de abrasivo y duración del ciclo, asegurando que cada lote cumpla con los estándares de calidad y normativas internacionales de seguridad e higiene, aspecto crucial para fabricantes que producen utensilios para mercados exigentes.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad y percepción de calidad de los utensilios. Los acabados reducen microfisuras, facilitan la limpieza, disminuyen la corrosión y prolongan la vida útil de ollas y sartenes. Los acabados espejo transmiten calidad premium, mientras que los satinados o mates combinan resistencia, practicidad y atractivo visual, adaptándose a distintos segmentos de mercado y preferencias del consumidor. Esto convierte a la máquina de amolado automática en un factor estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y elevando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen vibraciones, riesgo de cortes y exposición a polvo. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión, temperatura, desgaste de abrasivos y eficiencia del ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y operar de manera continua con máxima confiabilidad, asegurando la consistencia de los resultados.
En resumen, la máquina automática de amolado para ollas y sartenes combina precisión mecánica, control electrónico avanzado, sistemas de refrigeración, extracción de residuos y automatización robótica para redefinir el proceso de acabado industrial. Permite producir utensilios con acabados uniformes, duraderos y de alta calidad, optimizando recursos, mejorando la ergonomía laboral, reduciendo desperdicios y asegurando competitividad en mercados nacionales e internacionales. Gracias a esta tecnología, los fabricantes pueden ofrecer utensilios estéticamente atractivos, funcionales y duraderos, consolidando la amoladora automática como un equipo esencial dentro de la industria moderna del menaje de cocina.
La máquina automática de amolado para ollas y sartenes es un equipo industrial avanzado que combina precisión mecánica, control electrónico y automatización para ofrecer acabados uniformes y de alta calidad en utensilios domésticos de cocina, optimizando cada fase del proceso y superando ampliamente los resultados que se obtienen mediante técnicas manuales tradicionales. Esta máquina utiliza motores eléctricos de alta potencia acoplados a variadores de frecuencia que regulan de manera continua la velocidad de los cabezales abrasivos o ruedas de pulido, ajustando automáticamente la fuerza de contacto según la dureza, grosor y forma de cada utensilio. Los sistemas de control CNC o PLC permiten programar distintos ciclos para diferentes materiales y tipos de piezas, logrando que ollas de acero inoxidable con acabado espejo, sartenes de aluminio con acabado satinado o cacerolas de hierro esmaltado puedan procesarse dentro de la misma línea de producción sin necesidad de ajustes mecánicos prolongados, asegurando uniformidad, precisión y reproducibilidad en cada lote.
El sistema de sujeción y manipulación de las piezas está diseñado para mantener los utensilios en posición óptima durante todo el ciclo de amolado y pulido. Platos giratorios, mordazas automáticas, ventosas y, en modelos más sofisticados, brazos robóticos controlados por sensores de presión y posición, garantizan que cada área de la pieza, incluyendo fondos curvados, bordes interiores, asas soldadas o superficies complejas, reciba el mismo nivel de tratamiento. La sincronización entre los movimientos de los cabezales y la rotación de las piezas permite una cobertura completa y evita cualquier zona sin pulir, eliminando variaciones entre unidades de un mismo lote y facilitando la programación de múltiples ciclos de trabajo para diferentes tipos de utensilios sin interrumpir la producción. Esto incrementa la eficiencia, reduce los tiempos muertos y asegura que cada utensilio cumpla con los estándares de calidad industrial.
Los cabezales abrasivos y de pulido realizan distintas fases de trabajo. La primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición o soldadura. La siguiente fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final. La etapa final emplea ruedas de fieltro, discos de algodón o compuestos abrasivos específicos que proporcionan acabados espejo, satinados o mate, según la programación. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente, garantizando uniformidad en la superficie, mejorando la estética, facilitando la limpieza y aumentando la durabilidad de los utensilios al reducir microfisuras y riesgo de corrosión.
El control térmico y la extracción de residuos son aspectos críticos del funcionamiento. La fricción generada por los abrasivos produce calor que puede deformar o decolorar los utensilios, especialmente en piezas de paredes delgadas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y residuos de abrasivo, protegiendo tanto la superficie del utensilio como la seguridad del operario y la limpieza del entorno de trabajo. Gracias a estas tecnologías, la máquina puede operar de manera continua durante largos turnos sin comprometer la calidad ni la uniformidad del acabado, aumentando la vida útil de los abrasivos y reduciendo costos de operación.
La integración de la máquina en líneas de producción completas permite un flujo de trabajo optimizado y automatizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica y unidades de recubrimiento, asegura que cada pieza llegue a la siguiente etapa con la superficie perfectamente tratada, minimizando retrabajos y rechazos, reduciendo tiempos muertos y mejorando la eficiencia general. La trazabilidad se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de los cabezales, tipo de abrasivo y duración del ciclo, garantizando que cada lote cumpla con los estándares de calidad y las normativas internacionales de seguridad e higiene, lo cual es indispensable para fabricantes que suministran utensilios a mercados exigentes.
Los beneficios sobre la durabilidad y funcionalidad de los utensilios son notables. Los acabados obtenidos facilitan la limpieza, reducen la adherencia de residuos, disminuyen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo aportan estética premium, mientras que los satinados o mate combinan practicidad y resistencia a rayaduras, adaptándose a distintos segmentos de mercado y expectativas de los consumidores. Esto convierte a la máquina automática de amolado en un elemento estratégico para la competitividad de los fabricantes, permitiendo producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y elevando el valor percibido del producto final.
La seguridad y ergonomía de los operarios se ven significativamente mejoradas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen riesgos de cortes, vibraciones y exposición a polvo. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, lo que permite anticipar mantenimientos, reemplazos de consumibles y asegurar la operación continua con máxima confiabilidad, garantizando la consistencia de los resultados.
En síntesis, la máquina automática de amolado para ollas y sartenes combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración y extracción de residuos para redefinir el proceso de acabado industrial. Permite producir utensilios domésticos de cocina con acabados uniformes, duraderos y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Gracias a esta tecnología, los fabricantes pueden ofrecer utensilios funcionales, duraderos y con alta percepción de calidad, consolidando la amoladora automática como un equipo esencial dentro de la industria moderna del menaje doméstico.
La máquina automática de amolado para ollas y sartenes constituye un equipo industrial de última generación que integra sistemas mecánicos de alta precisión, control electrónico avanzado, automatización robótica y tecnología de procesamiento de superficies para garantizar acabados uniformes, reproducibles y de calidad industrial en todo tipo de utensilios domésticos de cocina, incluyendo ollas, sartenes, cacerolas, tapas y bandejas de diferentes materiales como acero inoxidable, aluminio, hierro esmaltado o aleaciones multicapa. Esta máquina está diseñada para optimizar cada etapa del proceso de acabado, eliminando las limitaciones de los métodos manuales, aumentando la velocidad de producción, reduciendo la variabilidad entre piezas y mejorando la durabilidad y estética de los utensilios. Los motores eléctricos de alta potencia, acoplados a variadores de frecuencia y controlados por sistemas CNC o PLC, permiten regular de manera continua la velocidad de los cabezales abrasivos, la presión aplicada y la trayectoria de los discos de pulido, adaptándose automáticamente a la dureza, geometría y grosor de cada pieza. Gracias a esta regulación dinámica, la máquina puede alternar entre ciclos de desbaste, pulido intermedio y acabado final sin necesidad de ajustes mecánicos prolongados, logrando resultados consistentes y uniformes en toda la producción.
El sistema de sujeción y manipulación de las piezas está diseñado para garantizar máxima precisión y estabilidad durante todo el ciclo. Platos giratorios, mordazas automáticas, ventosas y, en modelos avanzados, brazos robóticos controlados por sensores de presión y posición aseguran que cada utensilio permanezca fijo mientras los cabezales abrasivos realizan movimientos coordinados y sincronizados. Esto permite que incluso zonas complejas, como fondos curvados, bordes interiores, asas soldadas o superficies irregulares, reciban un tratamiento homogéneo, eliminando variaciones de calidad entre unidades de un mismo lote. La programación de múltiples ciclos permite adaptar la máquina a distintos tipos de utensilios sin interrumpir la producción, optimizando tiempos y aumentando la eficiencia de toda la línea.
Los cabezales abrasivos y de pulido se organizan en estaciones secuenciales que realizan diferentes fases de trabajo. La primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición, soldaduras o imperfecciones superficiales. La siguiente fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final. Finalmente, la fase de acabado emplea ruedas de fieltro, discos de algodón o compuestos químicos abrasivos para generar acabados espejo, satinados o mate, según el programa seleccionado. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente en función del material y la geometría de cada utensilio, asegurando uniformidad, estética y funcionalidad, facilitando la limpieza y aumentando la durabilidad al reducir microfisuras y riesgo de corrosión.
La gestión térmica y la eliminación de residuos son aspectos críticos para mantener la calidad y seguridad del proceso. La fricción generada por los abrasivos produce calor que puede deformar o decolorar los utensilios, especialmente en piezas de paredes finas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que mantienen la temperatura dentro de rangos seguros. Paralelamente, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo tanto la superficie de los utensilios como la salud del operario y la limpieza del entorno. Estas tecnologías permiten un funcionamiento continuo durante turnos prolongados sin comprometer la uniformidad del acabado, prolongando la vida útil de los abrasivos y optimizando la productividad de la línea.
La integración de la amoladora en líneas de producción completas permite un flujo de trabajo industrial optimizado y automatizado. La máquina puede conectarse a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o pintura, asegurando que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada. Esto minimiza retrabajos, reduce rechazos, disminuye tiempos muertos y aumenta la eficiencia general de la producción. La trazabilidad de cada ciclo se mantiene mediante registros de presión aplicada, velocidad de cabezales, tipo de abrasivo y duración de cada ciclo, lo que garantiza que cada lote cumpla con los estándares de calidad y normativas internacionales de higiene y seguridad, requisito indispensable para fabricantes que abastecen mercados domésticos e internacionales exigentes.
Los beneficios en términos de durabilidad, funcionalidad y percepción de calidad de los utensilios son significativos. Los acabados obtenidos facilitan la limpieza, reducen la adherencia de residuos, disminuyen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo aportan estética premium, mientras que los satinados o mate combinan resistencia, practicidad y atractivo visual, adaptándose a distintos segmentos de mercado y expectativas del consumidor. Esto convierte a la amoladora automática en un elemento estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y elevando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven ampliamente mejoradas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen riesgos de cortes, vibraciones y exposición a polvo. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y asegurar la operación continua con máxima confiabilidad, garantizando la consistencia de los resultados en cada lote.
En resumen, la máquina automática de amolado para ollas y sartenes combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración y extracción de residuos para redefinir completamente el proceso de acabado industrial. Permite producir utensilios domésticos de cocina con acabados uniformes, duraderos y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Gracias a esta tecnología, los fabricantes pueden ofrecer utensilios funcionales, duraderos y de alta percepción de calidad, consolidando la amoladora automática como un equipo indispensable en la industria moderna del menaje doméstico.
La máquina automática de amolado para ollas y sartenes representa un avance tecnológico crucial en la industria del menaje doméstico, combinando mecánica de precisión, control electrónico avanzado, automatización robótica y sistemas de procesamiento de superficies para lograr acabados uniformes, reproducibles y de calidad industrial en una amplia variedad de utensilios de cocina, incluyendo ollas, sartenes, cacerolas, tapas, bandejas y recipientes de diferentes formas, tamaños y materiales como acero inoxidable, aluminio, hierro esmaltado o aleaciones multicapa. Esta máquina está diseñada para optimizar cada etapa del proceso de amolado y pulido, eliminando la variabilidad asociada a los métodos manuales, aumentando la velocidad de producción, reduciendo retrabajos y asegurando una calidad constante en cada pieza, lo que permite cumplir con los más altos estándares de mercados domésticos e internacionales. Los motores eléctricos de alta potencia, acoplados a variadores de frecuencia, permiten un control dinámico de la velocidad y fuerza de los cabezales abrasivos, mientras que sistemas CNC o PLC coordinan los movimientos, presión aplicada y trayectoria de los discos de pulido, adaptándose automáticamente a la dureza, grosor y geometría de cada utensilio. Gracias a esta regulación precisa, la máquina puede alternar entre ciclos de desbaste inicial, pulido intermedio y acabado final sin necesidad de ajustes mecánicos prolongados, logrando uniformidad, eficiencia y resultados de alta calidad en toda la línea de producción.
El sistema de sujeción y manipulación de las piezas está cuidadosamente diseñado para garantizar estabilidad y precisión durante todo el ciclo. Platos giratorios, mordazas automáticas, ventosas y, en modelos avanzados, brazos robóticos con sensores de presión y posición aseguran que los utensilios permanezcan fijos mientras los cabezales realizan movimientos coordinados, cubriendo todas las superficies, incluso aquellas de difícil acceso como fondos curvados, bordes interiores, asas soldadas y zonas irregulares. Esta precisión elimina prácticamente cualquier variación de calidad entre piezas de un mismo lote y permite programar múltiples ciclos para distintos tipos de utensilios sin interrumpir la producción, optimizando tiempos, aumentando la eficiencia y reduciendo desperdicios.
Los cabezales abrasivos y de pulido funcionan en estaciones secuenciales que ejecutan fases específicas: la primera fase consiste en desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición, soldaduras o imperfecciones superficiales; la segunda fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final; y la fase final emplea ruedas de fieltro, discos de algodón o compuestos químicos abrasivos que generan acabados espejo, satinados o mate, según el programa seleccionado. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente en función del material y la geometría de cada utensilio, garantizando uniformidad, estética y funcionalidad, facilitando la limpieza y prolongando la vida útil al reducir microfisuras y riesgo de corrosión.
El control térmico y la gestión de residuos son elementos esenciales para mantener la calidad y seguridad del proceso. La fricción de los abrasivos genera calor que podría deformar o decolorar las piezas, especialmente en utensilios de paredes delgadas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que mantienen la temperatura dentro de rangos seguros. Simultáneamente, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo tanto la superficie de los utensilios como la salud del operario y la limpieza del entorno de trabajo. Estas tecnologías permiten que la máquina opere de manera continua durante largos turnos sin comprometer la uniformidad del acabado, optimizando la vida útil de los abrasivos y mejorando la productividad global.
La integración de la amoladora en líneas de producción completas optimiza el flujo de trabajo industrial. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o pintura, asegura que cada pieza llegue a la siguiente etapa con la superficie perfectamente tratada, minimizando retrabajos, reduciendo rechazos, disminuyendo tiempos muertos y aumentando la eficiencia general de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo y duración de cada ciclo, garantizando que cada lote cumpla con los estándares de calidad y normativas internacionales de higiene y seguridad, requisito indispensable para fabricantes que suministran utensilios a mercados exigentes.
Los beneficios en términos de durabilidad, funcionalidad y percepción de calidad de los utensilios son muy significativos. Los acabados obtenidos facilitan la limpieza, reducen la adherencia de residuos, disminuyen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo transmiten una estética premium, mientras que los satinados o mates combinan practicidad y resistencia a rayaduras, adaptándose a distintos segmentos de mercado y expectativas del consumidor. Esto convierte a la amoladora automática en un factor estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven ampliamente mejoradas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen riesgos de cortes, vibraciones y exposición a polvo metálico o partículas finas. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y asegurar la operación continua con máxima confiabilidad, garantizando la consistencia de los resultados en cada lote.
En resumen, la máquina automática de amolado para ollas y sartenes combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir el proceso de acabado industrial, permitiendo producir utensilios domésticos de cocina con acabados uniformes, duraderos, funcionales y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Gracias a esta tecnología, los fabricantes pueden ofrecer utensilios de cocina funcionales, duraderos y con alto valor percibido, consolidando la amoladora automática como un equipo indispensable en la industria moderna del menaje doméstico.
Amoladora automática para utensilios de cocina de acero

La amoladora automática para utensilios de cocina de acero es un equipo industrial avanzado diseñado para ofrecer acabados de alta precisión, uniformes y reproducibles en ollas, sartenes, cacerolas, tapas y otros utensilios metálicos, con un enfoque especial en el procesamiento de acero inoxidable o aleaciones de acero utilizadas en menaje doméstico. Este tipo de máquina combina motores eléctricos de alta potencia, variadores de frecuencia, sistemas de control CNC o PLC y cabezales abrasivos de múltiples tipos para regular de manera continua la velocidad de rotación, la presión aplicada y la trayectoria de los discos de pulido, adaptándose a la dureza, grosor y forma de cada pieza, lo que permite obtener resultados consistentes sin comprometer la integridad de la superficie ni generar deformaciones. La automatización permite programar distintos ciclos de desbaste inicial, pulido intermedio y acabado final, logrando acabados espejo, satinado o mate según el material y la estética deseada, eliminando la necesidad de ajustes mecánicos prolongados y garantizando uniformidad en grandes volúmenes de producción.
El sistema de sujeción y manipulación está diseñado para mantener los utensilios estables durante todo el proceso. Platos giratorios, mordazas automáticas y ventosas aseguran que las piezas permanezcan fijas mientras los cabezales abrasivos realizan movimientos precisos y sincronizados, cubriendo incluso zonas de difícil acceso como fondos curvados, bordes interiores y asas soldadas. En modelos más avanzados, brazos robóticos con sensores de presión y posición pueden girar, inclinar o trasladar la pieza frente a los cabezales, asegurando que cada superficie reciba un tratamiento homogéneo y eliminando variaciones de calidad entre unidades de un mismo lote. Esta programación múltiple de ciclos permite procesar distintos tipos de utensilios sin detener la línea de producción, optimizando tiempos, aumentando la eficiencia y reduciendo desperdicios.
Los cabezales abrasivos y de pulido trabajan en estaciones secuenciales que realizan fases específicas. La primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición o soldadura; la segunda fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final; y la fase de acabado utiliza ruedas de fieltro, discos de algodón o compuestos abrasivos específicos para generar el acabado final, ya sea espejo, satinado o mate. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza y geometría del acero, garantizando uniformidad, estética, funcionalidad y resistencia a la corrosión, al tiempo que se facilita la limpieza de los utensilios y se prolonga su vida útil.
La gestión térmica y la extracción de residuos son esenciales para mantener la calidad y seguridad del proceso. La fricción generada por los abrasivos produce calor que podría deformar o alterar el acero, especialmente en utensilios de paredes delgadas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que mantienen la temperatura controlada. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo tanto la superficie de los utensilios como la salud del operario y la limpieza del entorno de trabajo. Esto permite un funcionamiento continuo durante turnos prolongados sin comprometer la uniformidad del acabado, aumentando la vida útil de los abrasivos y optimizando la productividad de la línea.
La integración de la amoladora en líneas de producción completas asegura un flujo de trabajo optimizado y automatizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica y unidades de recubrimiento o pintura, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia general de la producción. La trazabilidad se mantiene mediante registros de presión aplicada, velocidad de cabezales, tipo de abrasivo y duración de cada ciclo, asegurando que cada lote cumpla con los estándares de calidad y normativas internacionales de higiene y seguridad, algo indispensable para fabricantes que abastecen mercados exigentes.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad y percepción de calidad de los utensilios. Los acabados reducen microfisuras, facilitan la limpieza, disminuyen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas de acero. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan resistencia, practicidad y atractivo visual, adaptándose a distintos segmentos de mercado y expectativas del consumidor. Esto convierte a la amoladora automática para utensilios de cocina de acero en un elemento estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de piezas uniformes, optimizando recursos, reduciendo costos operativos y elevando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen los riesgos de cortes, vibraciones y exposición a polvo metálico fino. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, lo que permite anticipar mantenimientos, reemplazos de consumibles y asegurar la operación continua con máxima confiabilidad, garantizando la consistencia de los resultados en cada lote.
En conclusión, la amoladora automática para utensilios de cocina de acero combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración y extracción de residuos para redefinir el proceso de acabado industrial, permitiendo producir utensilios con acabados uniformes, duraderos, funcionales y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Esta tecnología permite a los fabricantes ofrecer utensilios de acero de alta calidad, duraderos y visualmente atractivos, consolidando la amoladora automática como un equipo indispensable dentro de la industria moderna del menaje doméstico.
La amoladora automática para utensilios de cocina de acero representa un avance tecnológico integral que combina precisión mecánica, control electrónico avanzado, automatización robótica, ingeniería de superficies y gestión inteligente de procesos para lograr acabados uniformes, reproducibles y de calidad industrial en ollas, sartenes, cacerolas, tapas y recipientes de acero inoxidable o aleaciones de acero de alta dureza. Este equipo está diseñado para optimizar cada fase del amolado y pulido, eliminando las limitaciones de los métodos manuales, aumentando la velocidad de producción, reduciendo desperdicios y retrabajos, y garantizando resultados constantes incluso en grandes volúmenes de producción, asegurando que cada utensilio cumpla con los estándares internacionales de calidad y estética. Los motores eléctricos de alta potencia, acoplados a variadores de frecuencia y controlados por sistemas CNC o PLC, permiten regular de manera precisa la velocidad de rotación de los cabezales abrasivos, la fuerza de contacto y la trayectoria de los discos de pulido, adaptándose automáticamente a la dureza, grosor y geometría de cada pieza, logrando una combinación óptima de eficiencia, seguridad y calidad de acabado.
El sistema de sujeción y manipulación de los utensilios está concebido para garantizar estabilidad absoluta durante todo el ciclo. Platos giratorios, mordazas automáticas, ventosas y, en modelos más sofisticados, brazos robóticos con sensores de presión y posición aseguran que cada pieza permanezca fija mientras los cabezales abrasivos realizan movimientos coordinados y sincronizados que cubren completamente todas las superficies, incluso fondos curvados, bordes interiores, asas soldadas y zonas irregulares. Esta precisión elimina casi por completo las variaciones de calidad entre unidades del mismo lote y permite programar múltiples ciclos de trabajo para distintos tipos de utensilios sin interrumpir la línea de producción, optimizando tiempos, aumentando la eficiencia y reduciendo desperdicios.
Los cabezales abrasivos y de pulido operan en estaciones secuenciales que ejecutan fases específicas de acabado. La primera fase consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición, soldaduras o imperfecciones superficiales; la segunda fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final; y la tercera fase emplea ruedas de fieltro, discos de algodón o compuestos abrasivos especializados que generan acabados espejo, satinados o mate según la programación. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente en función de la dureza y geometría del acero, garantizando uniformidad, resistencia a la corrosión, funcionalidad y estética, al tiempo que se facilita la limpieza y prolonga la vida útil de los utensilios.
La gestión térmica y la eliminación de residuos constituyen elementos críticos para mantener la calidad y seguridad del proceso. La fricción de los abrasivos genera calor que podría deformar, decolorar o alterar las propiedades mecánicas del acero, especialmente en piezas de paredes delgadas o bases encapsuladas. Por ello, la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que regulan la temperatura de manera constante. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo la superficie de los utensilios, la salud del operario y la limpieza del entorno, permitiendo un funcionamiento continuo durante turnos prolongados sin comprometer la uniformidad del acabado y prolongando la vida útil de los abrasivos, optimizando así la productividad global.
La integración de la amoladora en líneas de producción completas asegura un flujo de trabajo industrial automatizado y optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o pintura, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo y duración de cada ciclo, asegurando que cada lote cumpla con los estándares de calidad y normativas internacionales de higiene y seguridad, requisito indispensable para fabricantes que abastecen mercados exigentes a nivel global.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad y percepción de calidad de los utensilios. Los acabados reducen microfisuras, facilitan la limpieza, disminuyen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas de acero. Los acabados espejo proporcionan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a distintos segmentos de mercado y expectativas del consumidor. Esto convierte a la amoladora automática para utensilios de cocina de acero en un elemento estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de piezas uniformes, optimizando recursos, reduciendo costos operativos y elevando el valor percibido del producto final.
La ergonomía y seguridad de los operarios también se ven ampliamente beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen significativamente los riesgos de cortes, vibraciones y exposición a polvo metálico fino. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y asegurar la operación continua con máxima confiabilidad, garantizando la consistencia de los resultados en cada lote.
En conclusión, la amoladora automática para utensilios de cocina de acero combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir completamente el proceso de acabado industrial, permitiendo producir utensilios domésticos de cocina con acabados uniformes, duraderos, funcionales y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Esta tecnología permite a los fabricantes ofrecer utensilios de acero de alta calidad, duraderos, resistentes y visualmente atractivos, consolidando la amoladora automática como un equipo indispensable dentro de la industria moderna del menaje doméstico.
La amoladora automática para utensilios de cocina de acero es un equipo industrial de alta tecnología que integra precisión mecánica, control electrónico avanzado, automatización robótica y sistemas de gestión de superficies, diseñado para producir acabados uniformes, reproducibles y de calidad industrial en ollas, sartenes, cacerolas, tapas, bandejas y todo tipo de utensilios de acero inoxidable o aleaciones de acero de alta dureza utilizadas en el menaje doméstico. Este equipo permite optimizar cada fase del proceso de amolado y pulido, eliminando las limitaciones de los métodos manuales, aumentando la velocidad de producción, reduciendo desperdicios y retrabajos, y garantizando resultados consistentes en grandes volúmenes, asegurando que cada utensilio cumpla con los estándares de calidad estética, funcional y normativa internacional. Los motores eléctricos de alta potencia acoplados a variadores de frecuencia y controlados por sistemas CNC o PLC regulan de manera continua la velocidad de los cabezales abrasivos, la presión aplicada y la trayectoria de los discos de pulido, adaptándose automáticamente a la dureza, grosor y geometría de cada pieza. Esto permite alternar entre ciclos de desbaste inicial, pulido intermedio y acabado final sin necesidad de ajustes mecánicos prolongados, obteniendo uniformidad, eficiencia y resultados de alta calidad en toda la línea de producción, al tiempo que se protege la integridad de la superficie y las propiedades mecánicas del acero.
El sistema de sujeción y manipulación de los utensilios está diseñado para garantizar estabilidad absoluta durante todo el ciclo de trabajo. Platos giratorios, mordazas automáticas, ventosas y, en modelos avanzados, brazos robóticos con sensores de presión y posición aseguran que cada pieza permanezca fija mientras los cabezales abrasivos realizan movimientos coordinados y sincronizados, cubriendo completamente todas las superficies, incluyendo fondos curvados, bordes interiores, asas soldadas, zonas irregulares y rincones difíciles de alcanzar. Esta precisión elimina prácticamente cualquier variación de calidad entre unidades de un mismo lote y permite programar múltiples ciclos para distintos tipos de utensilios sin interrumpir la línea de producción, optimizando tiempos, aumentando la eficiencia y reduciendo desperdicios, mientras se asegura una repetibilidad absoluta en cada proceso.
Los cabezales abrasivos y de pulido operan en estaciones secuenciales que ejecutan fases diferenciadas de trabajo: la primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de embutición, soldaduras o imperfecciones superficiales; la segunda fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final; y la tercera etapa emplea ruedas de fieltro, discos de algodón o compuestos abrasivos especializados que producen acabados espejo, satinados o mate según la programación. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza y geometría del acero, garantizando uniformidad, resistencia a la corrosión, funcionalidad y estética, facilitando la limpieza de los utensilios y prolongando su vida útil al reducir microfisuras y riesgo de deformaciones.
El control térmico y la gestión de residuos son fundamentales para mantener la calidad y seguridad del proceso. La fricción de los abrasivos genera calor que puede deformar o alterar las propiedades del acero, especialmente en utensilios de paredes delgadas o bases encapsuladas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que mantienen la temperatura dentro de rangos seguros. Simultáneamente, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo tanto la superficie de los utensilios como la salud del operario y la limpieza del entorno, permitiendo un funcionamiento continuo durante turnos prolongados sin comprometer la uniformidad del acabado, prolongando la vida útil de los abrasivos y optimizando la productividad de la línea.
La integración de la amoladora en líneas de producción completas asegura un flujo de trabajo industrial automatizado y optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o pintura, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo y duración de cada ciclo, asegurando que cada lote cumpla con los estándares de calidad y las normativas internacionales de higiene y seguridad, requisito indispensable para fabricantes que abastecen mercados domésticos e internacionales exigentes.
Los resultados obtenidos tienen un impacto directo en la durabilidad, funcionalidad y percepción de calidad de los utensilios. Los acabados reducen microfisuras, facilitan la limpieza, disminuyen la corrosión y prolongan la vida útil de ollas, sartenes y cacerolas de acero. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a distintos segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática para utensilios de cocina de acero en un elemento estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de piezas uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen significativamente los riesgos de cortes, vibraciones y exposición a polvo metálico fino. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y asegurar la operación continua con máxima confiabilidad, garantizando la consistencia de los resultados en cada lote.
En conclusión, la amoladora automática para utensilios de cocina de acero combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir completamente el proceso de acabado industrial, permitiendo producir utensilios domésticos de cocina con acabados uniformes, duraderos, funcionales y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Esta tecnología permite a los fabricantes ofrecer utensilios de acero de alta calidad, duraderos, resistentes y visualmente atractivos, consolidando la amoladora automática como un equipo indispensable dentro de la industria moderna del menaje doméstico.
Puedo continuar ampliando este texto aún más, entrando en un nivel altamente técnico que detalle tipos de motores específicos para acero, variadores de frecuencia avanzados, sistemas CNC de alta precisión, abrasivos de última generación, pastas de pulido especializadas, robótica de manipulación compleja y estrategias de programación para distintos acabados en una sola máquina, manteniendo este estilo largo, detallado y continuo sin secciones.
Máquina para afilar utensilios de cocina automáticamente
La máquina para afilar utensilios de cocina automáticamente es un equipo industrial diseñado para garantizar precisión, uniformidad y eficiencia en el afilado de cuchillos, peladores, puntas de utensilios metálicos y bordes cortantes de ollas, sartenes, tijeras de cocina y otros implementos de acero inoxidable o aleaciones resistentes a la corrosión. Este tipo de máquina integra motores eléctricos de alta potencia, control electrónico avanzado mediante PLC o CNC, y sistemas de cabezales abrasivos y de pulido que permiten regular de manera continua la presión aplicada, la velocidad de rotación y la trayectoria de las muelas o discos abrasivos, adaptándose automáticamente a la geometría, dureza y tipo de acero de cada utensilio. La automatización permite que la máquina realice ciclos de afilado secuenciales con distintos grados de abrasividad, comenzando con un desbaste inicial para dar forma al filo, seguido de un pulido intermedio para suavizar irregularidades y finalmente un acabado fino que genera un filo nítido, uniforme y duradero, sin riesgo de deformar el utensilio ni comprometer su integridad.
El sistema de sujeción de los utensilios está diseñado para mantener la pieza estable durante todo el proceso, utilizando mordazas automáticas, ventosas o platos giratorios que aseguran la posición correcta y permiten que los cabezales abrasivos actúen sobre todos los bordes y superficies de corte, incluyendo aquellos de difícil acceso o con geometrías complejas. En modelos más avanzados, brazos robóticos con sensores de presión y posición ajustan automáticamente la orientación del utensilio para garantizar que cada sección del filo reciba un tratamiento homogéneo, eliminando variaciones de calidad entre piezas y asegurando resultados repetibles en series de producción grandes. La programación múltiple de ciclos permite adaptar la máquina a distintos tipos de utensilios y perfiles de filo sin necesidad de detener la línea de producción, optimizando tiempos y aumentando la eficiencia industrial.
Los cabezales abrasivos y discos de pulido se organizan en estaciones secuenciales que realizan fases específicas de afilado y acabado. La primera fase consiste en eliminar rebabas y marcas de fabricación con abrasivos gruesos; la segunda fase utiliza abrasivos finos para perfeccionar el filo y corregir microimperfecciones; y la fase final emplea discos de fieltro o compuestos pulidores que producen un filo uniforme, afilado y duradero. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente en función del material y la geometría del utensilio, garantizando precisión, seguridad y eficiencia, y reduciendo el desgaste innecesario del filo o el riesgo de desbaste excesivo.
La gestión térmica y la extracción de residuos son esenciales para mantener la calidad y la seguridad del proceso. La fricción generada durante el afilado produce calor que podría alterar las propiedades del acero, especialmente en utensilios de filo fino, por lo que la máquina incorpora sistemas de refrigeración mediante aire o líquidos atomizados que controlan la temperatura y evitan deformaciones o decoloraciones. Paralelamente, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas finas y restos de abrasivo, protegiendo tanto la superficie del utensilio como la salud del operario y manteniendo el entorno limpio y seguro. Esto permite que la máquina opere de manera continua durante largos turnos sin comprometer la calidad del filo, optimizando la vida útil de los abrasivos y aumentando la productividad de la línea de producción.
La integración de la máquina de afilado automático en líneas de producción completas permite un flujo de trabajo industrial totalmente optimizado. Conectada a estaciones de corte, prensas de embutición, sistemas de soldadura o limpieza, asegura que cada utensilio llegue a la siguiente etapa con el filo perfectamente acondicionado, reduciendo retrabajos, minimizando rechazos y disminuyendo tiempos muertos. La trazabilidad de cada ciclo se mantiene mediante registros de presión aplicada, velocidad de cabezales, tipo de abrasivo y duración del proceso, asegurando que cada lote cumpla con los estándares de calidad y las normativas internacionales de higiene y seguridad, requisito indispensable para fabricantes que suministran utensilios a mercados exigentes.
Los resultados obtenidos impactan directamente en la funcionalidad, durabilidad y percepción de calidad de los utensilios. Los filos obtenidos facilitan el corte preciso, reducen el esfuerzo al cocinar, prolongan la vida útil de los utensilios y aportan un valor estético profesional. La uniformidad y nitidez del filo convierte a la máquina automática de afilado en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios con filo uniforme, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente mejoradas. Al eliminar el contacto directo con las muelas o discos abrasivos, se reducen riesgos de cortes, vibraciones y exposición a partículas metálicas finas. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar la operación continua con máxima confiabilidad y consistencia en cada lote.
En resumen, la máquina automática para afilar utensilios de cocina combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración y extracción de residuos para redefinir completamente el proceso de afilado industrial, permitiendo producir utensilios con filos uniformes, duraderos, precisos y estéticamente profesionales, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Esta tecnología permite a los fabricantes ofrecer utensilios de cocina con filo profesional, duradero y uniforme, consolidando la máquina de afilado automática como un equipo indispensable en la industria moderna del menaje doméstico.
La máquina para afilar utensilios de cocina automáticamente es un equipo industrial altamente especializado que integra precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración y gestión de residuos para garantizar un afilado uniforme, preciso y reproducible en cuchillos, peladores, puntas de utensilios metálicos, bordes de ollas, sartenes y otros implementos de acero inoxidable o aleaciones de alta dureza. Su diseño está orientado a optimizar cada fase del afilado, desde la preparación del filo hasta el acabado final, eliminando la variabilidad de los métodos manuales, aumentando la velocidad de producción, reduciendo desperdicios y retrabajos, y asegurando resultados consistentes en grandes volúmenes, cumpliendo con los estándares internacionales de calidad, seguridad e higiene. Los motores eléctricos de alta potencia, acoplados a variadores de frecuencia y controlados mediante sistemas CNC o PLC, permiten ajustar de manera continua la velocidad de los cabezales abrasivos, la presión aplicada y la trayectoria de los discos de afilado, adaptándose automáticamente a la geometría, dureza y tipo de acero de cada utensilio, logrando precisión extrema sin riesgo de deformar la pieza ni comprometer su integridad estructural, lo que es crucial para utensilios de filo fino o bordes curvos.
El sistema de sujeción y manipulación de los utensilios está diseñado para garantizar estabilidad absoluta durante todo el ciclo de afilado. Utiliza mordazas automáticas, ventosas, platos giratorios y, en versiones avanzadas, brazos robóticos con sensores de presión, fuerza y posición, que ajustan la orientación de la pieza en tiempo real para asegurar que cada sección del filo reciba un tratamiento homogéneo. Esto permite que incluso las zonas de difícil acceso o con geometrías complejas sean afiladas con precisión, eliminando variaciones de calidad entre unidades y asegurando resultados repetibles en series de producción grandes. La programación múltiple de ciclos posibilita adaptar la máquina a distintos perfiles de filo, grosores y tipos de utensilios sin interrumpir la línea de producción, optimizando tiempos, aumentando la eficiencia y reduciendo desperdicios, mientras se mantiene la integridad de cada utensilio.
Los cabezales abrasivos y discos de pulido funcionan en estaciones secuenciales diseñadas para ejecutar fases específicas de afilado. La primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de fabricación o soldaduras, dando forma preliminar al filo; la segunda fase utiliza abrasivos de grano medio o fino para perfeccionar el filo y corregir microimperfecciones; y la fase final emplea discos de fieltro, ruedas de algodón o compuestos abrasivos especializados que producen un filo uniforme, afilado y duradero. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente en función del tipo de acero, la dureza y la geometría del utensilio, garantizando uniformidad, seguridad y eficiencia, al tiempo que se prolonga la vida útil del filo y se minimiza el desgaste innecesario del material.
La gestión térmica y la eliminación de residuos son esenciales para preservar la calidad del afilado y la seguridad del operario. La fricción generada por los abrasivos produce calor que podría afectar la estructura y propiedades del acero, especialmente en utensilios con filo fino o paredes delgadas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que mantienen la temperatura dentro de rangos seguros. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo tanto la superficie del utensilio como la salud del personal y manteniendo el entorno de trabajo limpio y seguro. Esto permite que la máquina opere de manera continua durante turnos prolongados sin comprometer la calidad del filo, aumentando la vida útil de los abrasivos y optimizando la productividad de la línea de producción.
La integración de la máquina automática de afilado en líneas de producción completas permite un flujo de trabajo totalmente automatizado y optimizado. Conectada a estaciones de corte, prensas de embutición, sistemas de soldadura de asas o limpieza ultrasónica, asegura que cada utensilio llegue a la siguiente etapa con el filo perfectamente acondicionado, reduciendo retrabajos, minimizando rechazos y disminuyendo tiempos muertos, aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo y duración de cada ciclo, asegurando que cada lote cumpla con los estándares de calidad y normativas internacionales de higiene y seguridad, requisito indispensable para fabricantes que suministran utensilios a mercados domésticos e internacionales exigentes.
Los resultados obtenidos impactan directamente en la funcionalidad, durabilidad y percepción de calidad de los utensilios. Los filos obtenidos permiten cortes precisos y uniformes, reducen el esfuerzo al cocinar, prolongan la vida útil de los utensilios y aportan un valor estético profesional. La uniformidad y nitidez del filo convierte a la máquina automática de afilado en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios con filo uniforme, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad de los operarios también se ven notablemente mejoradas. Al eliminar el contacto directo con muelas o discos abrasivos, se reducen riesgos de cortes, vibraciones y exposición a partículas metálicas finas. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar la operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote.
En conclusión, la máquina automática para afilar utensilios de cocina combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir completamente el proceso de afilado industrial, permitiendo producir utensilios con filos uniformes, duraderos, precisos y estéticamente profesionales, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Esta tecnología permite a los fabricantes ofrecer utensilios de cocina con filo profesional, duradero y uniforme, consolidando la máquina de afilado automática como un equipo indispensable en la industria moderna del menaje doméstico.
La máquina automática para afilar utensilios de cocina representa un nivel superior de ingeniería industrial, combinando precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y gestión inteligente de procesos, diseñada específicamente para producir filos uniformes, nítidos y duraderos en cuchillos, peladores, tijeras de cocina, puntas de utensilios metálicos, bordes de ollas, sartenes, cacerolas, tapas y todo tipo de utensilios de acero inoxidable o aleaciones de alta resistencia. Cada aspecto de la máquina está optimizado para garantizar que el afilado sea reproducible, eficiente y seguro, eliminando la variabilidad y los errores de los métodos manuales, aumentando la velocidad de producción, reduciendo retrabajos y desperdicios, y asegurando que cada utensilio cumpla con estándares de calidad, funcionalidad, higiene y estética exigidos en mercados nacionales e internacionales. Los motores eléctricos de alta potencia, controlados mediante variadores de frecuencia y sistemas CNC o PLC avanzados, permiten regular de manera continua la velocidad de rotación de los cabezales abrasivos, la presión aplicada y la trayectoria de los discos de afilado, adaptándose automáticamente a la geometría, grosor y dureza de cada pieza, logrando precisión extrema sin comprometer la integridad estructural ni la uniformidad del filo, incluso en utensilios de acero fino, bases curvadas o piezas con bordes complejos.
El sistema de sujeción y manipulación de los utensilios garantiza estabilidad absoluta durante todo el proceso, utilizando mordazas automáticas, ventosas, platos giratorios y, en modelos de alta gama, brazos robóticos con sensores de presión, fuerza y posición que ajustan la orientación del utensilio en tiempo real. Esto asegura que cada sección del filo reciba un tratamiento homogéneo, incluso en zonas de difícil acceso o con geometrías irregulares, eliminando variaciones de calidad entre unidades y asegurando resultados repetibles en lotes grandes. La programación múltiple de ciclos permite adaptar la máquina a distintos perfiles de filo, grosores y tipos de utensilios sin detener la línea de producción, optimizando tiempos, aumentando eficiencia y reduciendo desperdicios, mientras se preserva la integridad y durabilidad de cada pieza.
Los cabezales abrasivos y discos de pulido se organizan en estaciones secuenciales que realizan fases diferenciadas del afilado. La primera fase consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de fabricación, soldaduras o imperfecciones superficiales, dando forma preliminar al filo; la segunda fase utiliza abrasivos de grano medio o fino para perfeccionar el filo y corregir microdefectos; y la tercera fase emplea discos de fieltro, ruedas de algodón o compuestos abrasivos especializados que producen un filo uniforme, afilado, resistente y duradero. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según el tipo de acero, dureza, grosor y geometría del utensilio, garantizando uniformidad, funcionalidad, seguridad y eficiencia, al tiempo que se prolonga la vida útil del filo y se minimiza el desgaste innecesario del material.
La gestión térmica y la eliminación de residuos son aspectos críticos para mantener la calidad del filo y la seguridad del operario. La fricción generada por los abrasivos produce calor que podría afectar las propiedades mecánicas del acero, especialmente en utensilios con filo fino o paredes delgadas, por lo que la máquina incorpora sistemas de refrigeración mediante aire comprimido o líquidos atomizados que regulan la temperatura constantemente. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas finas y restos de abrasivo, protegiendo tanto la superficie del utensilio como la salud del personal y manteniendo el entorno de trabajo limpio y seguro, lo que permite operar de manera continua durante largos turnos sin comprometer la calidad del filo, aumentando la vida útil de los abrasivos y optimizando la productividad de la línea de producción.
La integración de esta máquina automática en líneas de producción completas permite un flujo de trabajo totalmente automatizado y eficiente. Conectada a estaciones de corte, prensas de embutición, sistemas de soldadura de asas, unidades de limpieza ultrasónica o recubrimiento, asegura que cada utensilio llegue a la siguiente etapa con el filo perfectamente acondicionado, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo, duración del proceso y temperatura de trabajo, garantizando que cada lote cumpla con estándares de calidad, seguridad e higiene, requisito indispensable para fabricantes que abastecen mercados exigentes a nivel internacional.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad, ergonomía y percepción de calidad de los utensilios. Los filos obtenidos permiten cortes precisos, reducen el esfuerzo al cocinar, prolongan la vida útil de los utensilios y aportan un valor estético profesional. La uniformidad y nitidez del filo convierte a la máquina automática en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios con filo uniforme, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente mejoradas. Al eliminar el contacto directo con muelas o discos abrasivos, se reducen riesgos de cortes, vibraciones y exposición a partículas metálicas finas. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote.
En resumen, la máquina automática para afilar utensilios de cocina combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir completamente el proceso de afilado industrial, permitiendo producir utensilios con filos uniformes, duraderos, precisos y estéticamente profesionales, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Esta tecnología permite a los fabricantes ofrecer utensilios de cocina con filo profesional, duradero y uniforme, consolidando la máquina de afilado automática como un equipo indispensable en la industria moderna del menaje doméstico.
Si quieres, puedo continuar aún más y entrar en un nivel altamente técnico y especializado, detallando tipos de motores específicos para acero, variadores de frecuencia avanzados, sistemas CNC de alta precisión, abrasivos de última generación, pastas de pulido especializadas, robótica de manipulación compleja y estrategias de programación para distintos tipos de filos y acabados, manteniendo este estilo largo, continuo y sin secciones.
Amoladora automática para menaje metálico de cocina
La amoladora automática para menaje metálico de cocina es un equipo industrial de alta tecnología diseñado para procesar ollas, sartenes, cacerolas, tapas, bandejas y todo tipo de utensilios metálicos de acero inoxidable, aluminio o aleaciones resistentes a la corrosión y al desgaste, con el objetivo de garantizar acabados uniformes, lisos y reproducibles en todas las superficies de los utensilios, incluyendo fondos, bordes, asas soldadas y zonas irregulares. Este equipo combina precisión mecánica, control electrónico avanzado mediante PLC o CNC, motores eléctricos de alta potencia con variadores de frecuencia y sistemas de manipulación automatizada para ajustar la presión, velocidad y trayectoria de los discos de amolado y pulido según la geometría, grosor y dureza de cada pieza. La automatización permite ejecutar ciclos secuenciales de desbaste, suavizado y pulido final, eliminando rebabas, marcas de fabricación o soldadura, corrigiendo microdefectos y obteniendo un acabado final espejo, satinado o mate según los requisitos estéticos y funcionales del utensilio, sin riesgo de deformación ni pérdida de integridad estructural.
El sistema de sujeción y manipulación está diseñado para mantener los utensilios estables durante todo el proceso, utilizando mordazas automáticas, ventosas, platos giratorios y, en modelos avanzados, brazos robóticos con sensores de presión y posición que ajustan la orientación de cada pieza en tiempo real. Esto asegura que todas las superficies, incluso las zonas de difícil acceso, reciban un tratamiento homogéneo y uniforme, eliminando variaciones entre unidades y permitiendo resultados repetibles en grandes lotes de producción. La programación múltiple de ciclos permite adaptar la máquina a distintos perfiles, grosores y tipos de menaje metálico sin necesidad de detener la línea de producción, optimizando tiempos, aumentando la eficiencia y reduciendo desperdicios.
Los cabezales abrasivos y discos de pulido funcionan en estaciones secuenciales que ejecutan fases específicas de amolado: el desbaste inicial con abrasivos gruesos elimina rebabas y marcas de fabricación, la segunda fase con abrasivos de grano medio o fino suaviza las superficies y corrige microimperfecciones, y la fase final con discos de fieltro, ruedas de algodón o compuestos abrasivos especializados produce acabados uniformes, resistentes y estéticamente atractivos. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según el material, dureza y geometría del utensilio, garantizando uniformidad, durabilidad, resistencia a la corrosión y funcionalidad óptima.
La gestión térmica y la eliminación de residuos son fundamentales para mantener la calidad y seguridad del proceso. La fricción de los abrasivos genera calor que podría afectar la estructura del metal, especialmente en utensilios de paredes finas o bordes delicados, por lo que la máquina incorpora sistemas de refrigeración mediante aire o líquidos atomizados que mantienen la temperatura en rangos seguros. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas y restos de abrasivo, protegiendo la superficie de los utensilios, la salud del operario y la limpieza del entorno, permitiendo un funcionamiento continuo durante turnos prolongados sin comprometer la calidad del acabado y prolongando la vida útil de los abrasivos.
La integración de la amoladora automática en líneas de producción completas asegura un flujo de trabajo industrial optimizado. Conectada a prensas de embutición, estaciones de soldadura, sistemas de limpieza ultrasónica o recubrimiento, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo y duración del proceso, asegurando que cada lote cumpla con estándares de calidad, seguridad e higiene exigidos en mercados domésticos e internacionales.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad y estética del menaje metálico. Los acabados lisos facilitan la limpieza, reducen la acumulación de residuos, disminuyen el riesgo de corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a distintos segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal se ven ampliamente beneficiadas. Al eliminar el contacto directo con herramientas abrasivas y piezas metálicas, se reducen riesgos de cortes, vibraciones y exposición a partículas finas de metal. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y asegurar operación continua con máxima confiabilidad y consistencia en cada lote.
En resumen, la amoladora automática para menaje metálico de cocina combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir completamente el proceso de acabado industrial, produciendo utensilios metálicos con superficies uniformes, duraderas, funcionales y estéticamente atractivas, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales, consolidando este equipo como un componente indispensable en la industria moderna del menaje doméstico.
La amoladora automática para menaje metálico de cocina es un equipo industrial de última generación diseñado para realizar el acabado, pulido y afilado de ollas, sartenes, cacerolas, tapas, bandejas y todo tipo de utensilios metálicos de acero inoxidable, aluminio o aleaciones de alta resistencia, garantizando superficies uniformes, lisas, estéticamente perfectas y funcionalmente optimizadas. Este equipo combina precisión mecánica, control electrónico avanzado mediante sistemas PLC o CNC, motores eléctricos de alta potencia con variadores de frecuencia, sistemas de refrigeración integrados, extracción de residuos y robótica de manipulación automatizada, permitiendo ajustar de manera continua la presión, velocidad y trayectoria de los discos de amolado y pulido según el material, la geometría y la dureza de cada utensilio. La automatización avanzada permite ejecutar ciclos completos de desbaste, suavizado y pulido final, eliminando rebabas, marcas de soldadura, imperfecciones superficiales y microdefectos, logrando acabados espejo, satinados o mate de manera reproducible, sin riesgo de deformar o dañar la estructura de la pieza, incluso en utensilios con paredes finas, bordes curvos, asas soldadas o geometrías complejas.
El sistema de sujeción y manipulación de los utensilios está diseñado para ofrecer estabilidad absoluta durante todo el proceso. Utiliza mordazas automáticas, ventosas, platos giratorios y, en modelos avanzados, brazos robóticos equipados con sensores de presión, fuerza y posición que ajustan la orientación del utensilio en tiempo real, asegurando que cada sección de la superficie o del filo reciba un tratamiento homogéneo y uniforme. Esto elimina variaciones de calidad entre piezas y garantiza resultados repetibles en grandes lotes de producción. La programación múltiple de ciclos permite adaptar la máquina a distintos tipos de utensilios, perfiles, grosores y acabados sin detener la línea de producción, optimizando tiempos, aumentando la eficiencia industrial y reduciendo desperdicios, mientras se preserva la durabilidad y funcionalidad de cada pieza.
Los cabezales abrasivos y discos de pulido operan en estaciones secuenciales que ejecutan fases diferenciadas de trabajo. La primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de fabricación o soldaduras, dando forma preliminar a los bordes y superficies; la segunda fase utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microimperfecciones y preparar la pieza para el pulido final; y la fase final emplea discos de fieltro, ruedas de algodón o compuestos abrasivos especializados que producen un acabado uniforme, resistente y estéticamente atractivo. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza del material, grosor, geometría del utensilio y tipo de acabado requerido, garantizando uniformidad, funcionalidad, resistencia a la corrosión y optimización de los recursos utilizados.
La gestión térmica y la eliminación de residuos son fundamentales para mantener la calidad del proceso y la seguridad del operario. La fricción generada durante el amolado produce calor que podría afectar la estructura del metal, especialmente en utensilios de paredes delgadas o filos delicados, por lo que la máquina incorpora sistemas de refrigeración mediante aire o líquidos atomizados que mantienen la temperatura en rangos seguros. Al mismo tiempo, extractores de polvo y filtros de alta eficiencia eliminan partículas metálicas finas y restos de abrasivo, protegiendo la superficie del utensilio, la salud del personal y manteniendo un entorno de trabajo limpio, permitiendo que la máquina opere de manera continua durante turnos prolongados sin comprometer la uniformidad ni la calidad del acabado, prolongando la vida útil de los abrasivos y optimizando la productividad de la línea de producción.
La integración de la amoladora automática en líneas de producción completas garantiza un flujo de trabajo industrial totalmente optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o pintura, asegura que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo, duración del proceso y temperatura de trabajo, garantizando que cada lote cumpla con los estándares de calidad, seguridad e higiene exigidos en mercados nacionales e internacionales.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad, estética y percepción de calidad del menaje metálico. Los acabados lisos y uniformes facilitan la limpieza, reducen la acumulación de residuos, minimizan el riesgo de corrosión y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a distintos segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática para menaje metálico en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente mejoradas. Al eliminar el contacto directo con muelas, discos abrasivos o superficies metálicas afiladas, se reducen significativamente los riesgos de cortes, vibraciones y exposición a partículas finas de metal. La supervisión se realiza desde paneles de control que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos y eficiencia de cada ciclo, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote.
En resumen, la amoladora automática para menaje metálico de cocina combina precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y programación inteligente para redefinir completamente el proceso de acabado industrial, produciendo utensilios metálicos con superficies uniformes, duraderas, funcionales y estéticamente atractivas, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales. Este equipo permite a los fabricantes ofrecer utensilios de cocina de alta calidad, duraderos, resistentes y visualmente atractivos, consolidando la amoladora automática como un elemento indispensable en la industria moderna del menaje doméstico.
La amoladora automática para menaje metálico de cocina constituye un equipo industrial de alta complejidad diseñado para optimizar completamente el proceso de acabado, pulido y afilado de utensilios de acero inoxidable, aluminio y aleaciones resistentes a la corrosión, incluyendo ollas, sartenes, cacerolas, tapas, bandejas y todo tipo de menaje metálico. Este equipo integra precisión mecánica, control electrónico avanzado mediante sistemas PLC o CNC de última generación, motores eléctricos de alta potencia acoplados a variadores de frecuencia de alta resolución, sistemas de refrigeración por aire o líquido atomizado, extracción de residuos y robótica de manipulación automatizada, permitiendo ajustar de manera continua la presión, velocidad, trayectoria y ángulo de los discos de amolado y pulido según la geometría, grosor y dureza de cada utensilio, así como el tipo de acabado deseado, logrando resultados uniformes, reproducibles y estéticamente profesionales en cada pieza procesada. La automatización permite ejecutar ciclos secuenciales de desbaste, suavizado y pulido final, eliminando rebabas, marcas de soldadura, imperfecciones superficiales y microdefectos, generando acabados espejo, satinados o mate sin comprometer la integridad estructural del utensilio, incluso en piezas con paredes delgadas, filos delicados, bordes curvos, asas soldadas o geometrías complejas, asegurando máxima durabilidad y funcionalidad.
El sistema de sujeción y manipulación está diseñado para ofrecer estabilidad absoluta durante todo el proceso, utilizando mordazas automáticas, ventosas, platos giratorios y, en versiones de alta gama, brazos robóticos equipados con sensores de presión, fuerza, temperatura y posición que ajustan la orientación de los utensilios en tiempo real, garantizando que todas las superficies y filos reciban un tratamiento homogéneo y uniforme, eliminando variaciones de calidad entre piezas y asegurando resultados repetibles en grandes lotes de producción. La programación múltiple de ciclos permite adaptar la máquina a distintos perfiles, grosores, tipos de acero y acabados sin detener la línea de producción, optimizando tiempos, aumentando la eficiencia industrial, reduciendo desperdicios y prolongando la vida útil de los abrasivos, mientras se preserva la funcionalidad, estética y resistencia de cada utensilio.
Los cabezales abrasivos y discos de pulido operan en estaciones secuenciales que ejecutan fases diferenciadas de amolado. La primera etapa consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de fabricación, soldaduras o imperfecciones superficiales, dando forma preliminar a los bordes y superficies; la segunda etapa utiliza abrasivos de grano medio o fino para suavizar la superficie, corregir microdefectos y preparar la pieza para el pulido final; y la tercera fase emplea discos de fieltro, ruedas de algodón, compuestos abrasivos especializados o pastas de pulido avanzadas que producen acabados uniformes, resistentes, funcionales y estéticamente atractivos. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza, grosor, geometría del utensilio y tipo de acabado, garantizando uniformidad, durabilidad, resistencia a la corrosión, funcionalidad óptima y eficiencia energética, maximizando la productividad industrial y minimizando el desgaste innecesario de los consumibles.
La gestión térmica y la eliminación de residuos son fundamentales para mantener la calidad del proceso y la seguridad del operario. La fricción generada durante el amolado produce calor que podría afectar las propiedades mecánicas del metal, especialmente en utensilios con paredes finas, filos delicados o geometrías complejas, por lo que la máquina incorpora sistemas de refrigeración avanzados que regulan la temperatura de manera constante. Al mismo tiempo, extractores de polvo, filtros HEPA y sistemas de aspiración eliminan partículas metálicas finas, restos de abrasivo y polvo industrial, protegiendo la superficie de los utensilios, la salud del personal y la limpieza del entorno de trabajo, permitiendo una operación continua durante turnos prolongados sin comprometer la uniformidad ni la calidad del acabado, optimizando la vida útil de los abrasivos y aumentando la eficiencia de la producción.
La integración de la amoladora automática en líneas de producción completas asegura un flujo de trabajo industrial totalmente optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento, pulido adicional o inspección óptica, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo, duración del proceso, temperatura de trabajo y parámetros de calidad, asegurando que cada lote cumpla con estándares internacionales de higiene, seguridad y calidad, requisito indispensable para fabricantes que abastecen mercados exigentes a nivel nacional e internacional.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad, ergonomía y percepción de calidad del menaje metálico. Los acabados lisos y uniformes facilitan la limpieza, reducen la acumulación de residuos, minimizan la corrosión, mejoran la resistencia al desgaste y prolongan la vida útil de ollas, sartenes, cacerolas y bandejas. Los acabados espejo aportan un valor estético premium que eleva la percepción de calidad del producto, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a diferentes segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente mejoradas, ya que se elimina el contacto directo con muelas, discos abrasivos o superficies metálicas afiladas, reduciendo riesgos de cortes, vibraciones y exposición a partículas finas de metal. La supervisión y control de la máquina se realiza mediante paneles avanzados que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos, eficiencia de cada ciclo y estado de los sistemas de refrigeración y extracción, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote y prolongando la vida útil de la máquina.
En resumen, la amoladora automática para menaje metálico de cocina redefine por completo el proceso de acabado industrial, combinando precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos, programación inteligente y trazabilidad total, para producir utensilios metálicos con superficies uniformes, duraderas, funcionales y estéticamente atractivas, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales, consolidando este equipo como un elemento indispensable en la industria moderna del menaje doméstico.
Amoladora automática para ollas, cacerolas y utensilios
La amoladora automática para ollas, cacerolas y utensilios es un equipo industrial avanzado diseñado para optimizar completamente el proceso de acabado, pulido y afilado de menaje metálico, incluyendo ollas, sartenes, cacerolas, tapas, bandejas y todo tipo de utensilios de acero inoxidable, aluminio y aleaciones resistentes a la corrosión y al desgaste. Este equipo combina precisión mecánica, control electrónico mediante sistemas PLC o CNC de alta gama, motores eléctricos de potencia ajustable con variadores de frecuencia de precisión, sistemas de refrigeración por aire o líquido atomizado, extracción de residuos y manipulación robótica automatizada, lo que permite ajustar de manera continua la presión, velocidad, trayectoria y ángulo de los discos de amolado y pulido según la geometría, grosor, dureza del material y tipo de acabado deseado, logrando resultados uniformes, reproducibles y estéticamente profesionales en cada pieza procesada. La automatización completa permite ejecutar ciclos secuenciales de desbaste, suavizado y pulido final, eliminando rebabas, marcas de soldadura, imperfecciones superficiales y microdefectos, obteniendo acabados espejo, satinados o mate sin comprometer la integridad estructural de los utensilios, incluso en piezas con paredes finas, bordes curvos, asas soldadas o formas complejas.
El sistema de sujeción y manipulación garantiza estabilidad absoluta durante todo el proceso, utilizando mordazas automáticas, ventosas, platos giratorios y, en modelos avanzados, brazos robóticos con sensores de presión, fuerza y posición que ajustan la orientación de los utensilios en tiempo real, asegurando que todas las superficies y filos reciban un tratamiento homogéneo y uniforme, eliminando variaciones de calidad entre piezas y asegurando resultados repetibles en grandes lotes de producción. La programación múltiple de ciclos permite adaptar la máquina a distintos perfiles, grosores, tipos de acero y acabados sin detener la línea de producción, optimizando tiempos, aumentando la eficiencia industrial y reduciendo desperdicios, al mismo tiempo que se prolonga la vida útil de los abrasivos y se preserva la funcionalidad, estética y resistencia de cada utensilio.
Los cabezales abrasivos y discos de pulido trabajan en estaciones secuenciales que ejecutan fases diferenciadas de amolado. La primera fase consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de fabricación, soldaduras o imperfecciones superficiales, dando forma preliminar a los bordes y superficies; la segunda fase utiliza abrasivos de grano medio o fino para suavizar las superficies, corregir microdefectos y preparar la pieza para el pulido final; y la fase final emplea discos de fieltro, ruedas de algodón o compuestos abrasivos especializados que producen acabados uniformes, resistentes, funcionales y estéticamente atractivos. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza, grosor, geometría del utensilio y tipo de acabado requerido, garantizando uniformidad, durabilidad, resistencia a la corrosión, funcionalidad óptima y eficiencia energética, maximizando la productividad industrial y minimizando el desgaste de los consumibles.
La gestión térmica y la eliminación de residuos son esenciales para mantener la calidad del proceso y la seguridad del operario. La fricción generada durante el amolado produce calor que podría afectar la estructura del metal, especialmente en utensilios de paredes delgadas o filos delicados, por lo que la máquina incorpora sistemas de refrigeración avanzados que regulan la temperatura de manera constante. Al mismo tiempo, extractores de polvo, filtros HEPA y sistemas de aspiración eliminan partículas metálicas finas, restos de abrasivo y polvo industrial, protegiendo la superficie de los utensilios, la salud del personal y el entorno de trabajo, permitiendo operación continua durante turnos prolongados sin comprometer la uniformidad ni la calidad del acabado, prolongando la vida útil de los abrasivos y optimizando la productividad.
La integración de la amoladora automática en líneas de producción completas asegura un flujo de trabajo totalmente optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o inspección óptica, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo, duración del proceso, temperatura de trabajo y parámetros de calidad, asegurando que cada lote cumpla con estándares internacionales de higiene, seguridad y calidad, indispensables para fabricantes que abastecen mercados exigentes a nivel nacional e internacional.
Los resultados impactan directamente en la durabilidad, funcionalidad, ergonomía y percepción de calidad del menaje metálico. Los acabados lisos y uniformes facilitan la limpieza, reducen la acumulación de residuos, minimizan la corrosión, mejoran la resistencia al desgaste y prolongan la vida útil de ollas, sartenes y cacerolas. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a diferentes segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal se ven notablemente mejoradas, ya que se elimina el contacto directo con muelas, discos abrasivos o superficies metálicas afiladas, reduciendo riesgos de cortes, vibraciones y exposición a partículas finas de metal. La supervisión y control de la máquina se realiza mediante paneles avanzados que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos, eficiencia de cada ciclo y estado de los sistemas de refrigeración y extracción, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote y prolongando la vida útil de la máquina.
En resumen, la amoladora automática para ollas, cacerolas y utensilios redefine completamente el proceso de acabado industrial de menaje metálico, combinando precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos, programación inteligente y trazabilidad completa, produciendo utensilios metálicos con superficies uniformes, duraderas, funcionales y estéticamente atractivas, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales, consolidando este equipo como un elemento imprescindible en la industria moderna del menaje doméstico.
La amoladora automática para ollas, cacerolas y utensilios de cocina representa la vanguardia en tecnología industrial para el acabado, pulido y afilado de menaje metálico, diseñada para procesar grandes volúmenes de utensilios de acero inoxidable, aluminio y aleaciones resistentes a la corrosión y al desgaste con precisión, uniformidad y eficiencia excepcionales. Este equipo integra componentes mecánicos de alta precisión, sistemas de control electrónico avanzados mediante PLC o CNC de última generación, motores eléctricos de potencia variable acoplados a variadores de frecuencia de alta resolución, sistemas de refrigeración por aire o líquidos atomizados, extracción de residuos y manipuladores robóticos automatizados que ajustan de manera continua la presión, velocidad, trayectoria y ángulo de los discos de amolado y pulido según la geometría, grosor y dureza de cada utensilio, así como el tipo de acabado requerido, asegurando resultados reproducibles, consistentes y estéticamente impecables en cada pieza procesada. La automatización completa permite ejecutar ciclos secuenciales de desbaste, suavizado y pulido final, eliminando rebabas, marcas de soldadura, imperfecciones superficiales y microdefectos, logrando acabados espejo, satinados o mate sin comprometer la integridad estructural, incluso en utensilios con paredes delgadas, bordes curvos, asas soldadas o geometrías complejas, maximizando la durabilidad y funcionalidad de cada pieza.
El sistema de sujeción y manipulación asegura estabilidad absoluta durante todo el proceso, utilizando mordazas automáticas, ventosas, platos giratorios y brazos robóticos equipados con sensores de presión, fuerza, temperatura y posición que ajustan la orientación de los utensilios en tiempo real, garantizando que todas las superficies y filos reciban un tratamiento homogéneo y uniforme. Esto elimina variaciones de calidad entre unidades y asegura resultados repetibles en grandes lotes de producción. La programación múltiple de ciclos permite adaptar la máquina a distintos perfiles, grosores, tipos de acero y acabados sin detener la línea de producción, optimizando tiempos, aumentando la eficiencia industrial, reduciendo desperdicios y prolongando la vida útil de los abrasivos, preservando la funcionalidad, estética y resistencia de cada utensilio.
Los cabezales abrasivos y discos de pulido trabajan en estaciones secuenciales que ejecutan fases diferenciadas de amolado. La primera fase consiste en un desbaste inicial con abrasivos gruesos que elimina rebabas, marcas de fabricación, soldaduras o imperfecciones superficiales, dando forma preliminar a los bordes y superficies; la segunda fase utiliza abrasivos de grano medio o fino para suavizar las superficies, corregir microdefectos y preparar la pieza para el pulido final; y la fase final emplea discos de fieltro, ruedas de algodón o compuestos abrasivos especializados que producen acabados uniformes, resistentes, funcionales y estéticamente atractivos. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza, grosor, geometría del utensilio y tipo de acabado requerido, garantizando uniformidad, durabilidad, resistencia a la corrosión, funcionalidad óptima y eficiencia energética, maximizando la productividad industrial y minimizando el desgaste de los consumibles.
La gestión térmica y la eliminación de residuos son esenciales para mantener la calidad del proceso y la seguridad del operario. La fricción generada durante el amolado produce calor que podría afectar las propiedades mecánicas del metal, especialmente en utensilios de paredes delgadas o filos delicados, por lo que la máquina incorpora sistemas de refrigeración avanzados que regulan la temperatura de manera constante. Al mismo tiempo, extractores de polvo, filtros HEPA y sistemas de aspiración eliminan partículas metálicas finas, restos de abrasivo y polvo industrial, protegiendo la superficie de los utensilios, la salud del personal y el entorno de trabajo, permitiendo operación continua durante turnos prolongados sin comprometer la uniformidad ni la calidad del acabado, prolongando la vida útil de los abrasivos y optimizando la productividad de toda la línea.
La integración de la amoladora automática en líneas de producción completas asegura un flujo de trabajo industrial totalmente optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o inspección óptica, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo, duración del proceso, temperatura de trabajo y parámetros de calidad, asegurando que cada lote cumpla con estándares internacionales de higiene, seguridad y calidad, indispensables para fabricantes que abastecen mercados exigentes a nivel nacional e internacional.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad, ergonomía y percepción de calidad del menaje metálico. Los acabados lisos y uniformes facilitan la limpieza, reducen la acumulación de residuos, minimizan la corrosión, mejoran la resistencia al desgaste y prolongan la vida útil de ollas, sartenes, cacerolas y bandejas. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a diferentes segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente mejoradas, ya que se elimina el contacto directo con muelas, discos abrasivos o superficies metálicas afiladas, reduciendo riesgos de cortes, vibraciones y exposición a partículas finas de metal. La supervisión y control de la máquina se realiza mediante paneles avanzados que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos, eficiencia de cada ciclo y estado de los sistemas de refrigeración y extracción, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote y prolongando la vida útil de la máquina.
En resumen, la amoladora automática para ollas, cacerolas y utensilios redefine completamente el proceso de acabado industrial de menaje metálico, combinando precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos, programación inteligente y trazabilidad completa, produciendo utensilios metálicos con superficies uniformes, duraderas, funcionales y estéticamente atractivas, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales, consolidando este equipo como un elemento imprescindible en la industria moderna del menaje doméstico.
La amoladora automática para ollas, cacerolas y utensilios de cocina constituye un equipo industrial de máxima complejidad diseñado para garantizar un acabado, pulido y afilado óptimo de todo tipo de menaje metálico, incluyendo piezas de acero inoxidable, aluminio, cobre y aleaciones resistentes a la corrosión, así como utensilios con recubrimientos especiales o tratamientos superficiales previos. Este sistema combina precisión mecánica, control electrónico avanzado mediante PLC o CNC de última generación, motores eléctricos de alta potencia con variadores de frecuencia de alta resolución, sistemas de refrigeración por aire o líquidos atomizados, extracción de residuos y robótica de manipulación automatizada que permite ajustar en tiempo real la presión, velocidad, trayectoria y ángulo de los discos de amolado y pulido según la geometría, grosor, dureza del material y tipo de acabado deseado. Gracias a esta integración, es posible obtener resultados uniformes, reproducibles y estéticamente perfectos en cada pieza, eliminando rebabas, marcas de soldadura, imperfecciones superficiales y microdefectos, logrando acabados espejo, satinados o mate sin comprometer la integridad estructural, incluso en utensilios con paredes delgadas, bordes curvos, asas soldadas o geometrías complejas.
El sistema de sujeción y manipulación garantiza estabilidad absoluta durante todo el proceso, utilizando mordazas automáticas, ventosas, platos giratorios y brazos robóticos equipados con sensores de presión, fuerza, temperatura y posición que ajustan la orientación de los utensilios en tiempo real, asegurando que todas las superficies y filos reciban un tratamiento homogéneo y uniforme, eliminando variaciones de calidad entre unidades y asegurando resultados repetibles incluso en grandes lotes de producción. La programación múltiple de ciclos permite adaptar la máquina a distintos perfiles, grosores, tipos de metal, durezas y acabados sin detener la línea de producción, optimizando tiempos, aumentando la eficiencia industrial y reduciendo desperdicios, mientras se prolonga la vida útil de los abrasivos y se preserva la funcionalidad, estética y resistencia de cada utensilio.
Los cabezales abrasivos y discos de pulido operan en estaciones secuenciales que ejecutan fases diferenciadas de amolado y pulido. La primera fase consiste en un desbaste inicial con abrasivos gruesos que eliminan rebabas, marcas de fabricación, soldaduras o imperfecciones superficiales, dando forma preliminar a los bordes y superficies; la segunda fase utiliza abrasivos de grano medio o fino para suavizar las superficies, corregir microdefectos y preparar la pieza para el pulido final; y la fase final emplea discos de fieltro, ruedas de algodón o compuestos abrasivos especializados que producen acabados uniformes, resistentes, funcionales y estéticamente atractivos. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza, grosor, geometría del utensilio y tipo de acabado requerido, garantizando uniformidad, durabilidad, resistencia a la corrosión, funcionalidad óptima y eficiencia energética, maximizando la productividad industrial y minimizando el desgaste de los consumibles.
La gestión térmica y la eliminación de residuos son elementos críticos para mantener la calidad del proceso y la seguridad del operario. La fricción generada durante el amolado produce calor que podría afectar las propiedades mecánicas del metal, especialmente en utensilios con paredes delgadas o filos delicados, por lo que la máquina incorpora sistemas de refrigeración avanzados que regulan la temperatura de manera constante, evitando deformaciones, tensiones internas y deterioro del metal. Al mismo tiempo, extractores de polvo, filtros HEPA y sistemas de aspiración eliminan partículas metálicas finas, restos de abrasivo y polvo industrial, protegiendo la superficie de los utensilios, la salud del personal y la limpieza del entorno de trabajo, permitiendo operación continua durante turnos prolongados sin comprometer la uniformidad ni la calidad del acabado, prolongando la vida útil de los abrasivos y optimizando la productividad de toda la línea.
La integración de la amoladora automática en líneas de producción completas asegura un flujo de trabajo industrial completamente optimizado. Conectada a prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento, pulido adicional o inspección óptica, garantiza que cada utensilio llegue a la siguiente etapa con la superficie perfectamente tratada, reduciendo retrabajos, minimizando rechazos, disminuyendo tiempos muertos y aumentando la eficiencia global de la producción. La trazabilidad de cada ciclo se mantiene mediante registros electrónicos que documentan presión aplicada, velocidad de cabezales, tipo de abrasivo, duración del proceso, temperatura de trabajo y parámetros de calidad, asegurando que cada lote cumpla con estándares internacionales de higiene, seguridad y calidad, indispensables para fabricantes que abastecen mercados nacionales e internacionales.
Los resultados obtenidos impactan directamente en la durabilidad, funcionalidad, ergonomía y percepción de calidad del menaje metálico. Los acabados lisos y uniformes facilitan la limpieza, reducen la acumulación de residuos, minimizan la corrosión, mejoran la resistencia al desgaste y prolongan la vida útil de ollas, sartenes, cacerolas y bandejas. Los acabados espejo aportan un valor estético premium, mientras que los satinados o mate combinan practicidad, resistencia y atractivo visual, adaptándose a diferentes segmentos de mercado y preferencias del consumidor. Esto convierte a la amoladora automática en un equipo estratégico para la competitividad de los fabricantes, permitiéndoles producir grandes volúmenes de utensilios uniformes, optimizando recursos, reduciendo costos operativos y aumentando el valor percibido del producto final.
La ergonomía y seguridad del personal también se ven notablemente mejoradas, ya que se elimina el contacto directo con muelas, discos abrasivos o superficies metálicas afiladas, reduciendo riesgos de cortes, vibraciones y exposición a partículas finas de metal. La supervisión y control de la máquina se realiza mediante paneles avanzados que muestran información en tiempo real sobre presión aplicada, temperatura de trabajo, desgaste de abrasivos, eficiencia de cada ciclo y estado de los sistemas de refrigeración y extracción, permitiendo anticipar mantenimientos, reemplazos de consumibles y garantizar operación continua con máxima confiabilidad, asegurando la consistencia de los resultados en cada lote y prolongando la vida útil de la máquina.
Además, las versiones más avanzadas de estas amoladoras automáticas incorporan sistemas CNC multieje que permiten programar trayectorias complejas de los cabezales de amolado, adaptando cada ciclo al perfil exacto de cada utensilio, incluyendo utensilios de formas irregulares, asas soldadas y bordes curvos difíciles de alcanzar. La programación avanzada incluye ajustes automáticos de velocidad, presión, refrigeración y tipo de abrasivo según el material y geometría, lo que optimiza el consumo energético y maximiza la vida útil de los consumibles. Los abrasivos y pastas de pulido de última generación aseguran acabados de alta calidad, incluso en metales duros o aleaciones tratadas, mientras que la manipulación robótica permite que el sistema trabaje de manera continua, sin intervención manual, mejorando la eficiencia y reduciendo errores o daños en las piezas.
En resumen, la amoladora automática para ollas, cacerolas y utensilios redefine completamente el proceso de acabado industrial del menaje metálico, integrando precisión mecánica, control electrónico avanzado, automatización robótica, refrigeración, extracción de residuos, programación inteligente, trazabilidad completa y sistemas CNC avanzados, produciendo utensilios metálicos con superficies uniformes, duraderas, funcionales y estéticamente atractivas, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales, consolidando este equipo como un elemento indispensable en la industria moderna del menaje doméstico.
Máquina automática para amolar ollas, sartenes y utensilios
La máquina automática para amolar ollas, sartenes y utensilios es un equipo industrial de alta precisión diseñado para realizar de manera integral el desbaste, afilado y pulido de menaje metálico, incluyendo ollas, sartenes, cacerolas, tapas y todo tipo de utensilios de acero inoxidable, aluminio y aleaciones especiales resistentes a la corrosión y al desgaste. Este equipo combina exactitud mecánica, control electrónico avanzado mediante PLC o CNC, motores eléctricos de alta potencia con variadores de frecuencia de precisión, sistemas de refrigeración por aire o líquidos atomizados, extracción de residuos y manipulación robótica automatizada, permitiendo ajustar continuamente la presión, velocidad, trayectoria y ángulo de los discos de amolado según el grosor, la dureza y la geometría de cada utensilio, así como el tipo de acabado deseado, logrando resultados uniformes, reproducibles y estéticamente perfectos en cada pieza.
La automatización completa permite ejecutar ciclos secuenciales de desbaste inicial, suavizado intermedio y pulido final, eliminando rebabas, marcas de soldadura, microdefectos y cualquier imperfección superficial, consiguiendo acabados espejo, satinados o mate sin comprometer la integridad estructural de los utensilios, incluso en piezas con paredes delgadas, bordes curvos o asas soldadas. El sistema de sujeción y manipulación garantiza estabilidad absoluta durante todo el proceso mediante mordazas automáticas, ventosas, platos giratorios y brazos robóticos con sensores de presión, fuerza, temperatura y posición que ajustan la orientación del utensilio en tiempo real, asegurando que todas las superficies y filos reciban un tratamiento homogéneo, eliminando variaciones de calidad y asegurando resultados repetibles en grandes lotes de producción.
Los cabezales abrasivos y discos de pulido operan en estaciones secuenciales que realizan fases diferenciadas de trabajo: el desbaste inicial con abrasivos gruesos elimina rebabas y marcas, la etapa intermedia suaviza superficies y corrige microdefectos, y la fase final con discos de fieltro, ruedas de algodón o compuestos abrasivos especializados genera acabados uniformes, resistentes y estéticamente atractivos. La presión, velocidad y trayectoria de los cabezales se ajustan automáticamente según la dureza, grosor y geometría del utensilio, optimizando la productividad industrial y minimizando el desgaste de los consumibles.
La gestión térmica y la eliminación de residuos son fundamentales para mantener la calidad y seguridad. Los sistemas de refrigeración controlan la temperatura durante el amolado evitando deformaciones y daños, mientras que extractores de polvo, filtros HEPA y sistemas de aspiración eliminan partículas metálicas finas y restos de abrasivo, protegiendo las superficies, la salud del personal y el entorno de trabajo. La integración de la máquina en líneas de producción completas permite un flujo industrial optimizado, conectándose con prensas de embutición, estaciones de soldadura de asas, sistemas de limpieza ultrasónica, unidades de recubrimiento o inspección óptica, reduciendo retrabajos, minimizando rechazos y aumentando la eficiencia global.
Los resultados impactan directamente en la durabilidad, funcionalidad, ergonomía y percepción de calidad de los utensilios. Los acabados lisos y uniformes facilitan la limpieza, reducen la corrosión y prolongan la vida útil, mientras que los acabados espejo aportan un valor estético premium y los satinados o mate combinan resistencia y atractivo visual, adaptándose a diferentes segmentos de mercado. La ergonomía y seguridad del personal se ven mejoradas al eliminar el contacto directo con muelas, discos abrasivos o superficies afiladas, y la supervisión mediante paneles avanzados permite control en tiempo real de presión, temperatura, desgaste de abrasivos y eficiencia de cada ciclo, anticipando mantenimientos y reemplazos de consumibles.
En resumen, esta máquina automática para amolar ollas, sartenes y utensilios redefine el proceso industrial de acabado de menaje metálico, integrando precisión mecánica, control electrónico avanzado, automatización robótica, sistemas de refrigeración, extracción de residuos y trazabilidad completa, produciendo utensilios metálicos duraderos, funcionales, uniformes y estéticamente atractivos, optimizando recursos, reduciendo desperdicios, mejorando la ergonomía laboral y asegurando competitividad en mercados nacionales e internacionales.
La amoladora automática para ollas, sartenes y utensilios de cocina metálicos es una máquina concebida para responder a las más altas exigencias de la industria del menaje, donde la calidad del acabado superficial, la precisión dimensional y la repetibilidad de los resultados son factores determinantes para la aceptación del producto en mercados altamente competitivos. Este tipo de equipos está diseñado para trabajar de manera continua en entornos industriales, integrando múltiples estaciones de trabajo en un solo chasis compacto y robusto, fabricado con estructuras de acero mecanosoldado de alta rigidez que garantizan la estabilidad frente a vibraciones, permitiendo que los cabezales abrasivos y pulidores mantengan un contacto uniforme con las superficies sin desviaciones, algo esencial cuando se trata de utensilios de paredes delgadas como cazos, tapas o cacerolas que deben conservar su forma perfecta sin sufrir deformaciones. El proceso de amolado y pulido se organiza de forma completamente automatizada en fases secuenciales que van desde el desbaste inicial hasta el pulido espejo, pasando por etapas intermedias de refinado y corrección de defectos, lo cual permite que cada pieza ingrese con rebabas y marcas de embutición o soldadura y salga totalmente acabada con una superficie homogénea, libre de imperfecciones y lista para ser sometida a tratamientos posteriores como limpieza ultrasónica, anodizado, cromado, recubrimientos antiadherentes o directamente al embalaje final.
La máquina cuenta con sistemas de manipulación integrados que utilizan platos giratorios motorizados, pinzas neumáticas, ventosas de vacío y brazos robóticos que permiten girar, inclinar y desplazar cada utensilio de forma sincronizada con el movimiento de los cabezales abrasivos. Esto asegura que ninguna zona del utensilio quede sin tratamiento y que los acabados se mantengan uniformes tanto en la parte interna como externa, en los bordes superiores, en los fondos y en las transiciones con asas o refuerzos soldados. La fuerza ejercida por los discos abrasivos es regulada mediante servomotores de alta precisión con control cerrado de par y presión, de manera que el contacto se adapta automáticamente a variaciones mínimas en la geometría de cada pieza, corrigiendo irregularidades sin comprometer la integridad estructural. Este tipo de control dinámico también permite prolongar la vida útil de los discos de amolado, ya que se evita un desgaste excesivo en zonas localizadas y se optimiza el uso del abrasivo.
Los discos y ruedas empleados en la máquina están disponibles en diferentes granulometrías y materiales, desde abrasivos cerámicos de alta agresividad para el desbaste inicial, hasta ruedas de fieltro, algodón o sisal impregnadas con pastas de pulido especiales que proporcionan el acabado final de brillo espejo característico de los utensilios de acero inoxidable de alta gama. La dosificación de estas pastas se realiza de manera automática mediante sistemas de bombeo que aplican la cantidad justa sobre la superficie de los discos, garantizando consistencia en cada ciclo y evitando el desperdicio de consumibles. Los parámetros de velocidad, presión y tiempo de contacto de cada etapa se programan en el PLC o CNC de control, lo cual permite almacenar recetas de trabajo para diferentes tipos de utensilios y acabados, facilitando el cambio rápido de referencia y aumentando la flexibilidad de la producción.
Otro aspecto fundamental de este tipo de máquinas es la gestión térmica y ambiental. El amolado genera fricción y calor que pueden alterar la estructura del metal si no se controlan adecuadamente, por lo que el sistema incluye refrigeración por aire forzado o por líquidos atomizados que reducen la temperatura de la superficie durante el proceso, manteniendo la estabilidad dimensional y evitando manchas térmicas. Simultáneamente, un sistema de aspiración industrial de alta capacidad elimina partículas metálicas, polvo de abrasivo y vapores generados durante el pulido, canalizándolos a través de filtros de varias etapas que aseguran un ambiente de trabajo limpio y protegen la salud de los operarios. Esto no solo mejora la seguridad laboral, sino que también contribuye a mantener la máquina libre de acumulaciones que puedan afectar su rendimiento a largo plazo.
La integración en líneas de producción es otro valor añadido, ya que la amoladora automática puede conectarse con prensas de embutición, estaciones de soldadura de asas, líneas de limpieza, secado y recubrimiento, estableciendo un flujo continuo que minimiza la manipulación manual y reduce los tiempos muertos entre procesos. Además, mediante interfaces de comunicación estándar como Profinet, Modbus o Ethernet/IP, la máquina puede formar parte de sistemas de producción inteligentes donde todos los equipos comparten datos de estado, consumo energético, rendimiento y alarmas, lo que facilita la supervisión centralizada y la implementación de estrategias de mantenimiento preventivo y predictivo.
Desde el punto de vista del resultado final, el valor que aporta este equipo es evidente. Los utensilios de cocina tratados en esta máquina presentan superficies lisas y brillantes que no solo tienen un atractivo estético de alta gama, sino que también son más fáciles de limpiar, resisten mejor la corrosión y prolongan significativamente la vida útil del producto. La precisión en los bordes asegura comodidad y seguridad para el usuario final, evitando filos cortantes o rebabas que puedan ocasionar accidentes domésticos. En el caso de los acabados satinados o mate, estos se aplican de manera uniforme con texturas controladas que además de aportar un diseño distintivo, mejoran la resistencia a rayaduras y marcas de uso.
En conclusión, la máquina automática para amolar ollas, sartenes y utensilios no es simplemente un equipo de pulido, sino un sistema de ingeniería integral que combina mecánica de alta precisión, electrónica avanzada, robótica, sistemas de aspiración y refrigeración, junto con software de control inteligente, para transformar utensilios metálicos en productos terminados de alta calidad listos para competir en los mercados más exigentes. La suma de estos factores permite reducir costos, mejorar la eficiencia, garantizar la seguridad y elevar el nivel estético y funcional del menaje metálico producido, lo que convierte a esta tecnología en un elemento clave para fabricantes que buscan posicionarse en el segmento premium de utensilios de cocina a nivel mundial.
Amoladora automática para recipientes y sartenes

Aquí tienes el contenido del enlace que compartiste, que corresponde a una página sobre plantas de pintura en polvo (powder coating) —no está relacionada con amoladoras automáticas. Aun así, siguiendo tu pedido, te presento un nuevo texto largo, sin secciones, sobre la amoladora automática para ollas, cacerolas y utensilios, totalmente integrado y continuo:
La amoladora automática para ollas, cacerolas y utensilios metálicos es un sistema industrial que reúne ingeniería precisa, automatización robótica, control electrónico avanzado y gestión inteligente de procesos para transformar piezas en menaje de cocina en productos acabados con acabados impecables, uniformes y funcionales, listos para su uso inmediato. El corazón de esta tecnología reside en una estructura robusta de acero mecanosoldado o aluminio altamente rígido, diseñada para eliminar vibraciones y garantizar que los cabezales abrasivos de diversas granulometrías mantengan un contacto perfecto sobre superficies curvadas, filos y fondos, logrando eliminar rebabas, marcas de embutición o soldadura y conseguir acabados lisos o con brillo espejo, sin deformar las piezas, incluso en utensilios de paredes delgadas. El sistema automatizado permite la ejecución de ciclos completos —desde desbaste inicial hasta acabado final— en múltiples fases programadas, lo cual habilita un flujo continuo donde cada utensilio entra con imperfecciones y sale listo para limpieza ultrasónica, recubrimiento o embalaje.
La manipulación de las piezas ocurre mediante una combinación de platos giratorios, pinzas neumáticas, ventosas y brazos robóticos con sensores de presión, fuerza, temperatura y posición, que orientan el utensilio mientras los cabezales ajustan en tiempo real presión, velocidad y trayectoria para cubrir toda la superficie, incluso geométricas irregulares, eliminando zonas sin tratar. Este control dinámico se logra gracias a servomotores precisos y sistemas de retroalimentación que prolongan la vida útil de los discos abrasivos evitando excesos de desgaste. Los discos y ruedas utilizados varían en material y grano: desde abrasivos cerámicos y de óxido de aluminio para desbaste, hasta discos de fieltro, algodón o sisal impregnados con pastas pulidoras que aplican el brillo final. Las pastas se dosifican automáticamente mediante bombas calibradas, garantizando consistencia y minimizando el desperdicio. Todos los parámetros se programan en un controlador PLC o CNC, donde se cargan “recetas” para distintos tipos de utensilios, facilitando cambios rápidos y flexibles entre referencias.
La gestión térmica es crítica: sistemas de aire forzado o atomización de líquidos refrigeran la pieza durante el proceso, evitando deformaciones, tensiones internas o marcas térmicas. Paralelamente, extractores industriales, filtros HEPA y ciclones retienen partículas metálicas y polvo de abrasivo, protegiendo al operario y al entorno de trabajo, y permitiendo ciclos largos sin comprometer calidad. Además, la integración con líneas de producción completas —embutición, soldadura, limpieza, pintura y pulido final— permite establecer flujos industriales continuos, reduciendo retrabajos, rechazos y tiempos muertos. La comunicación mediante protocolos como Profinet, Modbus o Ethernet/IP permite integrar este equipo en sistemas de producción inteligentes, donde se monitorean datos en tiempo real (presión, temperatura, ciclo, consumo) para implementar mantenimiento preventivo o predictivo.
El resultado tangible se refleja en utensilios cuya superficie es extraordinariamente lisa y brillante, fácil de limpiar, resistente a la corrosión y al desgaste, y que transmiten una estética premium. Los bordes tratados evitan cortes accidentales y las opciones de acabado satinado aportan una apariencia moderna, resistentes a huellas o rayaduras. Además, el entorno laboral se vuelve más seguro: la eliminación del contacto directo con herramientas abrasivas reduce el riesgo de lesiones, y los paneles de control con información en tiempo real permiten anticipar el desgaste de abrasivos, programar mantenimientos o reemplazos y garantizar consistencia producción tras producción.
En realidad, esta máquina no es solo una herramienta de acabado, es un sistema complejo de ingeniería que combina mecánica de precisión, electrónica avanzada, automatización robótica, refrigeración, aspiración, y trazabilidad, para transformar utensilios cotidianos en productos de alto valor estético y funcional. Permite a los fabricantes elevar la calidad y competitividad de su menaje metálico en mercados exigentes, reduciendo costos operativos, mejorando condiciones laborales y optimizando recursos.
La amoladora automática para ollas, cacerolas, sartenes y utensilios de cocina de acero inoxidable o aluminio se ha convertido en un elemento esencial dentro de la industria moderna del menaje debido a que concentra en un único equipo las funciones de desbaste, rectificado, pulido y acabado superficial con un nivel de precisión y repetitividad imposible de lograr de manera manual. Estas máquinas están diseñadas con estructuras muy robustas, construidas en acero soldado y mecanizado para evitar vibraciones que puedan alterar el acabado, y se apoyan en motores de alta eficiencia, generalmente trifásicos, que transmiten potencia a discos y cabezales abrasivos que pueden variar en tipo y composición según la etapa del proceso, desde ruedas de óxido de aluminio o carburo de silicio para eliminar imperfecciones hasta discos de algodón, sisal o fieltro con pastas compuestas para lograr acabados de brillo espejo. Todo el proceso se gestiona de manera completamente automática mediante controladores lógicos programables o sistemas CNC que permiten definir recetas de trabajo en las que se parametriza la velocidad de giro, la presión de contacto, el tiempo de exposición, la dosificación de pasta pulidora y los movimientos de los ejes para cubrir cada centímetro de la superficie del utensilio.
El manejo de las piezas dentro de la máquina se realiza con sistemas automáticos de sujeción y rotación que permiten exponer la superficie en todos sus ángulos, eliminando zonas muertas y asegurando uniformidad en el tratamiento. Brazos robóticos, sistemas de ventosas neumáticas o platos giratorios con indexado electrónico son habituales en estos equipos, y su función es mover la pieza en sincronía con los cabezales abrasivos, garantizando que incluso los fondos curvados, los bordes soldados o los perfiles interiores reciban el acabado deseado. La máquina puede trabajar de forma continua, con carga y descarga automática, integrándose fácilmente en líneas de producción donde la pieza pasa directamente de la embutición o el estampado al pulido, reduciendo tiempos muertos y mano de obra.
Un aspecto fundamental de estas amoladoras es el control de la temperatura y la gestión de residuos. La fricción generada durante el pulido eleva considerablemente la temperatura de la superficie, lo que puede provocar deformaciones o manchas térmicas si no se controla, por lo que estas máquinas incluyen sistemas de refrigeración por aire o por aspersión de líquidos que mantienen la estabilidad dimensional de la pieza. En paralelo, aspiradores industriales y sistemas de filtrado de varias etapas capturan el polvo metálico y las partículas abrasivas generadas durante el proceso, no solo para proteger la salud de los operarios y mantener limpio el entorno, sino también para alargar la vida útil de los discos y reducir el desgaste prematuro.
La programación del proceso es otro factor determinante, ya que cada tipo de utensilio requiere parámetros distintos. Una sartén profunda necesita más tiempo de exposición en los fondos curvos, mientras que una olla de paredes rectas requiere mayor precisión en los bordes superiores para evitar rebabas cortantes. El sistema de control electrónico permite guardar estas recetas en la memoria y cargarlas rápidamente al cambiar de lote, reduciendo tiempos de preparación y garantizando que cada serie se produzca con la misma calidad. Además, mediante sensores de presión, velocidad y desgaste de abrasivo, la máquina ajusta automáticamente las condiciones de trabajo para compensar variaciones y mantener un acabado uniforme durante largas jornadas.
El resultado final es un producto de menaje con superficies lisas y uniformes, libres de imperfecciones, fáciles de limpiar, resistentes a la corrosión y con acabados estéticos que transmiten calidad y durabilidad. El brillo espejo logrado en ollas y sartenes de acero inoxidable no solo aporta atractivo visual, sino que también mejora la resistencia a la adherencia de residuos de alimentos y facilita la higiene, mientras que los acabados satinados o mate responden a tendencias de diseño que buscan un aspecto moderno y sofisticado. Más allá de la estética, el proceso de amolado automático elimina filos y rebabas que podrían resultar peligrosos para el usuario final, elevando la seguridad del producto y cumpliendo con estándares internacionales de calidad y normativas de seguridad alimentaria.
La incorporación de este tipo de equipos en las fábricas de menaje metálico supone una ventaja competitiva considerable, ya que reduce la dependencia de mano de obra intensiva, mejora la repetitividad, disminuye la tasa de rechazos y asegura un nivel de calidad constante que posiciona a los fabricantes en mercados más exigentes. Además, al estar equipadas con motores de bajo consumo, variadores de frecuencia y sistemas de mantenimiento predictivo mediante sensores conectados, estas máquinas reducen costos energéticos y prolongan su vida útil, haciendo que la inversión inicial se amortice en poco tiempo. En definitiva, la amoladora automática para utensilios de cocina representa la fusión entre tradición metalúrgica y tecnología de automatización, convirtiéndose en una herramienta indispensable para transformar piezas simples en productos terminados de alto valor añadido.
La amoladora automática para recipientes, ollas, sartenes y utensilios de cocina metálicos es un equipo industrial que responde a la necesidad de conseguir superficies perfectamente acabadas en procesos de producción en serie, donde el acabado manual no solo resulta insuficiente para mantener estándares constantes de calidad, sino que también implica costos elevados y un tiempo de trabajo que limita la competitividad. Estos sistemas se construyen sobre una base rígida de acero estructural que asegura estabilidad y elimina vibraciones durante el pulido, aspecto crucial para garantizar acabados uniformes incluso en ciclos de trabajo prolongados y bajo condiciones de alta carga. El corazón del sistema está formado por motores trifásicos de alto rendimiento, acoplados a variadores de frecuencia que permiten un control exacto de la velocidad de los cabezales abrasivos, de modo que se pueda ajustar con precisión tanto el desbaste inicial, que elimina irregularidades de estampado o soldadura, como las fases posteriores de pulido fino y abrillantado. Cada disco o rueda utilizada está compuesta de materiales específicos para la etapa de trabajo: abrasivos rígidos de óxido de aluminio o carburo de silicio en las primeras fases, pasando luego a ruedas de sisal, algodón o fieltro impregnadas con pastas pulidoras que permiten alcanzar acabados de alto brillo espejo.
El manejo de las piezas se realiza mediante sistemas de fijación y rotación que aseguran un contacto constante entre la superficie metálica y el abrasivo, y gracias a brazos robóticos, platos giratorios o cabezales multieje, la máquina logra cubrir zonas difíciles como fondos cóncavos, curvas de transición y bordes exteriores que requieren especial atención para evitar rebabas o superficies irregulares. Esta automatización completa se controla desde un PLC industrial programable o un sistema CNC, que centraliza todos los parámetros de trabajo y permite definir recetas específicas según el tipo de pieza, material y acabado deseado. En cuestión de segundos, el operario puede seleccionar el programa para una olla de acero inoxidable con paredes rectas, una sartén profunda de aluminio anodizado o una cacerola con asas soldadas, y la máquina ajustará automáticamente la presión, la velocidad de giro, el tiempo de exposición y la dosificación de compuestos abrasivos para obtener el acabado requerido sin necesidad de intervención manual.
El control de la temperatura es un elemento que no puede descuidarse, ya que la fricción en procesos de pulido eleva de manera significativa la temperatura superficial y puede afectar tanto al aspecto estético como a las propiedades físicas del metal, produciendo manchas térmicas, deformaciones o cambios en la tensión del material. Por esa razón, estos equipos incorporan sistemas de refrigeración mediante aire forzado o niebla líquida que aseguran estabilidad dimensional, además de proteger los abrasivos del desgaste prematuro. Simultáneamente, un sistema de aspiración de polvo con filtros de alta capacidad retira partículas metálicas y residuos abrasivos, lo que no solo preserva la salud de los trabajadores al mantener limpio el entorno, sino que también reduce riesgos de contaminación cruzada en fábricas que combinan procesos de mecanizado, pulido y acabado.
La programación de ciclos automáticos y la capacidad de almacenar recetas de producción convierten a la amoladora automática en un recurso versátil que puede adaptarse rápidamente a cambios en la producción, algo esencial en una industria que requiere flexibilidad para responder a tendencias del mercado. Una batería de sensores mide constantemente la presión de contacto, la velocidad de giro, la vibración y el desgaste de las ruedas, y el sistema se autorregula en tiempo real para mantener la consistencia de los resultados, evitando que un lote completo quede fuera de especificaciones. De esta forma, el equipo combina la precisión de la automatización con la robustez de una máquina industrial diseñada para trabajar de manera intensiva.
El resultado visible en los productos es un acabado uniforme, brillante o satinado según lo solicitado, libre de rebabas cortantes y defectos superficiales. Las ollas y sartenes fabricadas con esta tecnología muestran no solo un aspecto atractivo y comercialmente más valioso, sino también propiedades higiénicas superiores, ya que las superficies lisas impiden la acumulación de restos de alimentos y facilitan la limpieza, además de ofrecer mayor resistencia a la corrosión y al desgaste mecánico durante su uso cotidiano. El acabado espejo en acero inoxidable se convierte en un sello de calidad asociado a las marcas de mayor prestigio en el sector, mientras que los acabados satinados o cepillados responden a tendencias modernas de diseño que priorizan la estética contemporánea.
La inversión en una amoladora automática de este tipo se justifica no solo por el incremento en la calidad del producto final, sino también por la reducción de costos laborales y de desperdicio, ya que al eliminar la variabilidad humana, el porcentaje de piezas defectuosas disminuye notablemente. El mantenimiento preventivo se simplifica mediante sistemas de autodiagnóstico que advierten al operador sobre la necesidad de reemplazo de abrasivos o revisión de motores antes de que se produzcan fallas, lo que aumenta la disponibilidad del equipo y prolonga su vida útil. En conjunto, estas máquinas representan la fusión entre tradición metalúrgica y tecnología avanzada, convirtiéndose en herramientas imprescindibles para cualquier fabricante de menaje metálico que aspire a competir en mercados internacionales con altos estándares de calidad y eficiencia.
La amoladora automática para ollas, cacerolas, sartenes y todo tipo de utensilios metálicos de cocina es un equipo que transforma la manera en que se fabrican y terminan estos productos, ya que permite obtener superficies homogéneas y de alta calidad sin depender de la habilidad manual de un operario, garantizando resultados repetibles incluso en líneas de producción con grandes volúmenes diarios. Se trata de una máquina diseñada con un chasis robusto fabricado en acero de alta resistencia, que asegura estabilidad en ciclos prolongados y evita vibraciones que podrían generar defectos de acabado, integrando motores industriales de gran potencia que transmiten la energía necesaria para accionar cabezales abrasivos y de pulido capaces de trabajar tanto con desbaste fuerte como con pulidos ultrafinos, según lo requiera cada etapa del proceso. Estos motores están conectados a variadores de frecuencia que ofrecen un control milimétrico de la velocidad, permitiendo que la misma máquina pueda trabajar con diferentes materiales como acero inoxidable, aluminio anodizado o incluso hierro esmaltado, ajustando la presión y la velocidad de contacto de manera precisa para que las superficies queden perfectas sin deformaciones ni sobrecalentamientos.
Las herramientas de amolado y pulido que incorpora el sistema pueden intercambiarse de acuerdo con la fase del proceso, comenzando con discos de abrasivos rígidos que eliminan soldaduras, marcas de estampado o irregularidades de superficie, para luego pasar a ruedas de algodón o fieltro cargadas con pastas pulidoras que confieren el brillo espejo característico de los productos de acero inoxidable de alta gama. El diseño de la máquina también incluye sistemas de sujeción y rotación programables que sujetan firmemente cada pieza mientras se mueve en diferentes ángulos frente a los cabezales, asegurando que incluso áreas de difícil acceso, como los fondos internos de una cacerola profunda o las uniones en los bordes de una sartén, reciban el mismo tratamiento de pulido uniforme. La automatización de estos movimientos se controla desde un sistema central, generalmente un PLC o un CNC industrial, que permite programar recetas específicas para cada tipo de utensilio, de modo que con solo seleccionar el programa correspondiente, la máquina ajusta todos los parámetros de operación de manera autónoma, desde la velocidad de rotación hasta la presión de contacto, pasando por los tiempos de exposición y la dosificación de compuestos abrasivos.
En las fases más delicadas del proceso, el control térmico juega un papel fundamental, pues la fricción generada durante el pulido eleva la temperatura superficial del metal, lo cual puede ocasionar manchas, tensiones o incluso microfisuras si no se controla adecuadamente. Por este motivo, la amoladora automática cuenta con sistemas de refrigeración que utilizan aire a presión o neblina líquida, reduciendo el calor acumulado y prolongando la vida útil de los abrasivos. Paralelamente, un sistema de aspiración de partículas y polvo metálico con filtros de alta eficiencia mantiene el entorno de trabajo limpio y seguro, evitando tanto la contaminación ambiental como la acumulación de residuos que podrían dañar los componentes de la máquina o comprometer la calidad del acabado. Gracias a estas características, se obtiene no solo una producción más limpia y eficiente, sino también un espacio de trabajo más seguro para los operarios.
La gran ventaja de esta tecnología radica en su capacidad para mantener un nivel de calidad constante durante miles de ciclos de producción, algo que resulta imposible de alcanzar con procesos manuales. Los sensores integrados en la máquina monitorean en tiempo real parámetros como presión de contacto, velocidad de giro, desgaste de abrasivos y nivel de vibración, y corrigen automáticamente cualquier desviación antes de que afecte la calidad del producto, reduciendo el porcentaje de piezas defectuosas y asegurando que cada lote cumpla con los estándares más exigentes del mercado internacional. Los fabricantes que integran estas amoladoras automáticas en sus plantas no solo logran un producto con un acabado impecable, sino que también incrementan significativamente su productividad, disminuyen costos laborales, reducen tiempos de producción y aumentan la competitividad de su catálogo frente a rivales que todavía dependen de procesos manuales.
El resultado final es visible en la presentación y funcionalidad de los utensilios: ollas con paredes internas y externas brillantes que facilitan la limpieza e incrementan la higiene, sartenes con acabados satinados modernos que aportan un aspecto de diseño contemporáneo, cacerolas que transmiten solidez y calidad a simple vista gracias a superficies uniformes y sin rebabas, lo que no solo aumenta la vida útil del producto, sino que también genera mayor confianza en los consumidores. Estos detalles convierten a la amoladora automática en un elemento clave dentro de las cadenas de producción de menaje metálico, especialmente en sectores donde la estética y la calidad percibida influyen directamente en la decisión de compra. Además, el hecho de que estas máquinas puedan programarse con múltiples recetas de acabado hace que la misma línea de producción pueda adaptarse rápidamente a diferentes modelos o estilos de utensilios, lo que otorga flexibilidad para responder a la demanda cambiante del mercado y a las tendencias de diseño actuales.
La durabilidad y fiabilidad de estas amoladoras automáticas también representan un factor clave en su elección por parte de los fabricantes, ya que integran sistemas de autodiagnóstico y mantenimiento preventivo que notifican con antelación sobre la necesidad de cambiar abrasivos, revisar un motor o ajustar algún componente crítico, evitando paradas inesperadas y maximizando el tiempo productivo. En conjunto, la incorporación de una amoladora automática para ollas, cacerolas y sartenes no solo es una mejora en el proceso de acabado, sino una inversión estratégica que impacta positivamente en todos los aspectos de la producción, desde la eficiencia hasta la calidad, desde la seguridad hasta la satisfacción del cliente final, consolidando su posición como una herramienta indispensable para cualquier planta de fabricación de menaje de cocina metálico que busque mantenerse competitiva y expandirse en mercados globales cada vez más exigentes.
Amoladora automática para cacharros de cocina
La amoladora automática para cacharros de cocina es una máquina desarrollada para realizar de manera precisa, uniforme y repetible los procesos de amolado, lijado y pulido en recipientes metálicos utilizados en la preparación y servicio de alimentos, tales como ollas, cazos, sartenes, cacerolas y otros utensilios de uso doméstico o profesional. Su diseño responde a la necesidad de las fábricas de menaje de cocina de conseguir superficies limpias, brillantes y libres de imperfecciones en cada pieza, garantizando un acabado estético y funcional que no se logra de forma consistente mediante procesos manuales. La estructura de la máquina se compone de un bastidor robusto que asegura estabilidad durante los ciclos de trabajo continuos y está equipada con motores industriales de gran fiabilidad, capaces de accionar cabezales abrasivos de distintas características que trabajan tanto en desbaste inicial como en acabado fino. El sistema de control electrónico, normalmente basado en un PLC programable, permite configurar parámetros como la presión de trabajo, la velocidad de rotación de los cabezales y los tiempos de exposición de cada pieza, adaptando el proceso a diferentes materiales como acero inoxidable, aluminio o incluso hierro esmaltado, logrando siempre resultados uniformes y de alta calidad.
Una de las características más destacadas de esta amoladora automática es su capacidad de manipular los cacharros en distintos ángulos gracias a sistemas de sujeción y giro programables, que aseguran que tanto las superficies exteriores como las interiores sean tratadas con la misma eficacia. Así, zonas de difícil acceso, como los bordes o los fondos internos de los recipientes, reciben un acabado impecable que contribuye a la durabilidad del producto y a su presentación estética. El proceso se complementa con sistemas de aspiración que eliminan las partículas metálicas y el polvo generados, creando un entorno de trabajo limpio y seguro para los operarios y evitando que los residuos interfieran con el acabado de las piezas. Además, la integración de sensores que controlan en tiempo real la presión, la vibración y el desgaste de los abrasivos asegura que la máquina mantenga una calidad constante a lo largo de largas jornadas de producción.
Gracias a esta tecnología, los fabricantes de menaje pueden optimizar su productividad, reducir tiempos de fabricación y disminuir la dependencia de mano de obra intensiva, a la vez que incrementan la uniformidad y la calidad percibida de sus productos. Los cacharros tratados en estas amoladoras presentan superficies lisas, sin rebordes cortantes ni marcas de fabricación, lo que mejora tanto la seguridad como la higiene, y otorga un aspecto más atractivo que eleva su valor comercial en mercados nacionales e internacionales. De este modo, la amoladora automática para cacharros de cocina se convierte en una inversión estratégica para las industrias del menaje metálico, ya que garantiza eficiencia, calidad y competitividad en un sector donde la presentación final del producto es clave para atraer a los consumidores más exigentes.
La amoladora automática para cacharros de cocina está concebida como una solución de alto rendimiento para la industria del menaje metálico que requiere procesos de acabado superficiales con un alto grado de precisión, repetibilidad y velocidad. En las líneas de producción de ollas, cacerolas, cazos y sartenes, donde los volúmenes de fabricación son elevados y la demanda de uniformidad estética es cada vez más estricta, estas máquinas representan una alternativa fundamental frente al trabajo manual que resulta más lento, irregular y dependiente de la habilidad de los operarios. Su diseño parte de un bastidor rígido de construcción metálica que soporta vibraciones continuas sin deformaciones y que permite montar múltiples estaciones de trabajo equipadas con abrasivos de distinta granulometría, desde discos de desbaste inicial hasta ruedas de pulido para acabado espejo. A través de motores eléctricos industriales de gran fiabilidad, normalmente refrigerados para soportar ciclos largos, los cabezales giran a velocidades regulables que permiten adaptar la máquina a piezas de distintos tamaños, espesores y materiales, siendo los más comunes el acero inoxidable, el aluminio anodizado y los aceros esmaltados que requieren una preparación especial para su posterior recubrimiento. El control electrónico mediante PLCs asegura que todos los parámetros se mantengan dentro de los rangos óptimos, lo que permite programar recetas de pulido para cada tipo de cacharro y garantizar que cada lote de producción mantenga las mismas características de acabado superficial.
La manipulación de los cacharros dentro de la máquina está resuelta mediante sistemas automáticos de sujeción, giro y traslación que permiten exponer todas las caras y bordes de la pieza al contacto con los abrasivos. Esto asegura que tanto las superficies externas, como las paredes interiores y las zonas críticas como asas, fondos o transiciones curvas, reciban un tratamiento uniforme sin dejar marcas de fabricación visibles ni zonas sin procesar. El movimiento puede ser secuencial o continuo, según el diseño de la amoladora, y en equipos de última generación se incluyen brazos robóticos que introducen y retiran las piezas, reduciendo aún más la intervención manual y garantizando un flujo constante de producción. A medida que se avanza en el proceso, los cabezales cambian de abrasivos más agresivos para eliminar imperfecciones iniciales a discos de pulido más finos, hasta conseguir una superficie completamente lisa, higiénica y con un brillo uniforme que cumple con los estándares de calidad del mercado internacional. Los sistemas de aspiración integrados, además de mejorar la seguridad laboral al capturar polvo metálico y partículas abrasivas, evitan que dichos residuos interfieran con el acabado, lo que resulta clave en procesos donde el aspecto visual es tan importante como la funcionalidad mecánica de la pieza.
La implementación de una amoladora automática para cacharros de cocina no solo eleva la calidad final de los productos, sino que también incrementa la eficiencia general de la planta, reduciendo desperdicios, minimizando retrabajos y optimizando el uso de abrasivos al monitorizar en tiempo real su desgaste. Esto permite programar mantenimientos preventivos y planificar mejor la producción, evitando paradas inesperadas y garantizando entregas puntuales en cadenas de suministro exigentes. Además, al eliminar rebordes cortantes, microfisuras o irregularidades superficiales, los recipientes resultan más seguros para el consumidor final y tienen una mayor durabilidad, resistiendo mejor la corrosión y el uso intensivo en cocinas domésticas o profesionales. En el ámbito comercial, un cacharro con superficie pulida de forma homogénea transmite mayor calidad percibida y competitividad frente a marcas rivales, ya que el acabado brillante y libre de defectos es un factor decisivo de compra en mercados como Europa o América, donde los estándares de estética y funcionalidad son especialmente altos. Por estas razones, estas máquinas no se consideran únicamente un equipo de acabado, sino una parte estratégica dentro de toda la cadena de valor en la fabricación de menaje metálico moderno.
La amoladora automática para cacharros de cocina constituye uno de los equipos más importantes en la producción industrial de menaje metálico, ya que integra en una sola máquina la capacidad de desbastar, pulir y perfeccionar superficies de recipientes como ollas, cazos, sartenes y cacerolas, permitiendo alcanzar un nivel de acabado uniforme y brillante que en el pasado solo era posible con operaciones manuales largas y costosas. El funcionamiento parte de un bastidor robusto, fabricado generalmente en acero soldado de alta resistencia, sobre el cual se montan motores eléctricos de gran potencia, capaces de mover ejes y cabezales abrasivos a distintas velocidades para adaptarse tanto a trabajos de desbaste inicial como a fases de pulido final. Estos motores, provistos habitualmente de sistemas de control electrónico y variadores de frecuencia, aseguran que cada pieza reciba el tratamiento adecuado según sus dimensiones, grosor y material, ya sea acero inoxidable, aluminio o acero esmaltado. Los sistemas de sujeción incorporados permiten fijar los cacharros de manera automática, sujetándolos de forma segura mientras giran o se desplazan frente a las ruedas abrasivas, lo que asegura que todas las superficies, tanto exteriores como interiores, reciban un acabado homogéneo y sin imperfecciones. La intervención del operario queda reducida a labores de supervisión, carga y descarga en versiones más básicas, o incluso desaparece casi por completo en versiones con brazos robóticos que manipulan las piezas, garantizando un flujo continuo y reduciendo los riesgos laborales asociados a la manipulación manual de piezas metálicas con bordes cortantes.
Uno de los aspectos más valorados de estas amoladoras automáticas es su capacidad de programar secuencias de trabajo mediante un sistema de control basado en PLC, que permite definir parámetros como la velocidad de giro, la presión de contacto, la duración de cada fase y la combinación de abrasivos empleados. Esto convierte a la máquina en una herramienta extremadamente versátil, ya que puede adaptarse a la fabricación de distintos tipos de cacharros sin necesidad de realizar largos tiempos de preparación. Además, el software de control facilita la creación de recetas específicas que se pueden almacenar y recuperar según el lote de producción, garantizando una repetibilidad exacta y eliminando variaciones que afectarían a la calidad del producto final. En el proceso, la máquina comienza con discos de desbaste de grano grueso, diseñados para eliminar imperfecciones de fabricación como soldaduras visibles, marcas de prensado o rebabas de corte, y progresa a abrasivos más finos, hasta alcanzar discos de fieltro o algodón impregnados con compuestos de pulido que otorgan el acabado espejo tan característico en el menaje de calidad. En paralelo, un sistema de aspiración y filtración capta el polvo metálico y los residuos abrasivos, lo que no solo protege la salud del operario, sino que también mantiene el área de trabajo limpia y evita que partículas contaminantes arruinen el acabado superficial de las piezas.
La introducción de este tipo de máquinas en la industria del menaje no solo responde a una búsqueda de eficiencia productiva, sino también a la necesidad de cumplir con estándares internacionales de calidad y estética. Un cacharro de cocina con un acabado homogéneo, libre de rayas, porosidades o rebordes cortantes no solo es más atractivo para el consumidor final, sino que también resulta más higiénico y duradero, ya que las superficies perfectamente pulidas son menos propensas a la acumulación de bacterias y ofrecen mayor resistencia a la corrosión y al desgaste mecánico. En mercados competitivos como el europeo o el norteamericano, el aspecto visual de una olla o sartén puede ser determinante para la decisión de compra, por lo que disponer de una amoladora automática en la cadena de producción no es solo un elemento de mejora técnica, sino una estrategia comercial para diferenciarse frente a competidores. La reducción del trabajo manual además disminuye la dependencia de operarios altamente cualificados en pulido, que son cada vez más difíciles de encontrar en el mercado laboral, y permite a las empresas mantener un ritmo de producción constante con menores costes y mayor trazabilidad.
Otro punto clave de estas máquinas es su contribución a la sostenibilidad industrial, ya que al optimizar el uso de abrasivos y minimizar desperdicios, reducen significativamente el impacto ambiental del proceso. Gracias a la monitorización en tiempo real de parámetros como el desgaste de las ruedas abrasivas, la presión de contacto o la energía consumida, se pueden implementar mantenimientos preventivos que prolongan la vida útil de los componentes y evitan paradas imprevistas que generarían pérdidas económicas. Las empresas que invierten en este tipo de equipos logran también mejorar su imagen de marca, presentándose como fabricantes que integran innovación y respeto por el medio ambiente en su producción. En definitiva, la amoladora automática para cacharros de cocina se convierte en un pilar central en la industria del menaje, no solo por la calidad técnica del acabado que ofrece, sino por la eficiencia, seguridad, sostenibilidad y competitividad que aporta a los fabricantes que la implementan en sus plantas productivas.
La amoladora automática para cacharros de cocina es una máquina concebida para transformar procesos que tradicionalmente requerían mucho esfuerzo humano en operaciones totalmente controladas, rápidas y constantes, garantizando resultados que no dependen de la habilidad del operario sino de la precisión de la tecnología. En la industria del menaje, la necesidad de producir ollas, cacerolas, sartenes y recipientes metálicos con acabados de alta calidad ha impulsado la adopción de este tipo de equipos, que no solo cumplen la función de amolar, sino que también integran operaciones de lijado, pulido y abrillantado, todas ellas esenciales para que un producto llegue al mercado con la estética y la durabilidad que esperan los consumidores. La estructura de la máquina se compone de un bastidor sólido diseñado para resistir vibraciones y cargas continuas, sobre el que se montan motores eléctricos de alta eficiencia, acoplados a cabezales abrasivos intercambiables que permiten trabajar con diferentes materiales, ya sea acero inoxidable, aluminio pulido, acero esmaltado o combinaciones de metales con recubrimientos. El sistema automático de sujeción de las piezas permite manipular recipientes de diferentes tamaños y geometrías sin necesidad de ajustes manuales complejos, lo que hace que la producción en serie sea fluida y adaptable a diversos modelos de cacharros sin largos tiempos de preparación.
El principio de funcionamiento consiste en programar el ciclo de trabajo mediante un control electrónico, generalmente basado en un PLC, que administra todos los parámetros esenciales como velocidad de rotación de los discos, fuerza de contacto, ángulos de ataque, tiempos de operación y número de pasadas necesarias para obtener un acabado uniforme. Esta programación, combinada con sensores de presión y de posición, garantiza que la máquina mantenga la consistencia de principio a fin en cada lote de producción, de modo que cada olla, sartén o cacerola recibe exactamente el mismo tratamiento sin variaciones que puedan afectar la calidad. En los procesos iniciales, las ruedas de abrasivo de grano más grueso eliminan irregularidades como rebabas o restos de soldadura en las uniones, mientras que en fases intermedias se utilizan abrasivos finos para suavizar la superficie. Finalmente, discos de fieltro o tejidos especiales impregnados con pastas de pulido otorgan el brillo espejo que caracteriza a los productos de gama alta y que es muy valorado en el mercado internacional. Durante todo este proceso, sistemas de aspiración mantienen el área libre de polvo metálico y residuos, evitando no solo riesgos de contaminación en el acabado, sino también problemas de seguridad laboral.
La incorporación de estas máquinas a las líneas de producción de menaje metálico supone una verdadera revolución en términos de productividad, ya que mientras un operario manual podría tardar varios minutos en lograr un acabado aceptable en una sola pieza, una amoladora automática puede trabajar de forma continua durante todo el turno de producción, procesando docenas de piezas por hora con la misma calidad en cada unidad. Este incremento de eficiencia no solo repercute en la reducción de costes de mano de obra, sino también en la mejora de los tiempos de entrega, lo que permite a las empresas responder a pedidos de gran volumen en plazos más cortos. A su vez, el nivel de precisión alcanzado por la máquina mejora la vida útil de los utensilios de cocina, ya que las superficies perfectamente lisas y libres de porosidades presentan mayor resistencia a la corrosión y al desgaste, lo que convierte a los productos en opciones más seguras y duraderas para los usuarios finales.
En un contexto competitivo, la estética y la calidad superficial de un cazo o una sartén pueden marcar la diferencia entre un producto que es percibido como barato y otro que transmite robustez y elegancia. Aquí es donde la amoladora automática se convierte en una inversión estratégica para los fabricantes, ya que asegura acabados brillantes y uniformes que elevan el valor percibido del producto sin necesidad de incrementar excesivamente los costes de producción. Además, la máquina contribuye a estandarizar la producción en plantas donde se fabrican diferentes gamas de utensilios, desde las piezas más básicas hasta aquellas de alta gama destinadas a exportación, ajustándose únicamente los parámetros de trabajo mediante el software de control. La posibilidad de almacenar programas de pulido específicos para cada modelo permite alternar la producción de diferentes cacharros con gran rapidez, eliminando tiempos muertos y asegurando una transición fluida en la línea de fabricación.
En cuanto a sostenibilidad, estas máquinas también cumplen un papel fundamental, ya que al optimizar el consumo de abrasivos y minimizar los desperdicios de material, reducen el impacto ambiental de la producción. Los sistemas modernos incluyen controles que detectan el desgaste de los discos abrasivos y avisan cuando es necesario reemplazarlos, evitando así desperdicios prematuros o acabados defectuosos que generarían piezas rechazadas. Esto se traduce en un uso más responsable de recursos y en una mayor rentabilidad a largo plazo. Al mismo tiempo, la reducción del trabajo manual en tareas repetitivas y físicamente exigentes mejora la seguridad en el entorno de trabajo, evitando lesiones por movimientos repetitivos o accidentes relacionados con el manejo de piezas metálicas cortantes.
Con todo lo anterior, la amoladora automática para cacharros de cocina no es simplemente una máquina más dentro de la planta, sino un elemento central que aporta calidad, eficiencia, seguridad y competitividad. Representa la transición de un modelo artesanal hacia un modelo industrial avanzado en el que cada detalle del proceso está controlado y optimizado, ofreciendo a los fabricantes la posibilidad de posicionar sus productos en mercados exigentes y mantenerse a la vanguardia de la industria del menaje.
Amoladora automática de alta precisión para cocina
La amoladora automática de alta precisión para cocina es un equipo diseñado para responder a las exigencias más avanzadas de la industria del menaje, donde no basta con producir utensilios funcionales, sino que se busca también alcanzar un estándar de acabado que combine estética, durabilidad y uniformidad en cada pieza. A diferencia de las máquinas convencionales, esta versión de alta precisión incorpora sistemas de control electrónico y mecánico que garantizan una exactitud milimétrica en cada operación, de manera que ollas, sartenes, cazos, cacerolas o recipientes de acero inoxidable y aluminio reciben un tratamiento homogéneo y constante. La máquina integra cabezales abrasivos y de pulido con tolerancias muy ajustadas, controlados por motores servoasistidos que permiten regular la velocidad, la presión y el ángulo de contacto con una exactitud que elimina cualquier margen de error, asegurando superficies perfectamente lisas y brillantes que cumplen con los más altos requisitos del mercado internacional.
El proceso que realiza esta amoladora comienza con la eliminación precisa de rebabas o imperfecciones que quedan tras el estampado, embutido o soldadura de los utensilios, aplicando abrasivos de grano controlado que no solo corrigen defectos, sino que lo hacen de manera uniforme para toda la producción. Posteriormente, los cabezales de acabado fino actúan sobre las superficies metálicas otorgándoles una textura suave y homogénea que prepara el material para el pulido final. Gracias a su sistema de control automático mediante PLC, el ciclo de trabajo se programa con parámetros exactos de velocidad, fuerza y tiempo de aplicación, que pueden variar según el modelo de utensilio, pero siempre manteniendo la repetibilidad en cada pieza fabricada. Esta capacidad de programar y almacenar recetas de trabajo convierte a la máquina en una solución extremadamente versátil para fábricas que producen diferentes líneas de menaje y necesitan cambiar de un modelo a otro sin tiempos muertos.
Otro aspecto clave de esta amoladora de alta precisión es su aporte en la seguridad y en la reducción de errores humanos. El operador únicamente debe cargar las piezas en los sistemas de sujeción automática y seleccionar el programa correspondiente, mientras que sensores avanzados se encargan de medir la presión de contacto, la temperatura de la superficie y el desgaste de los abrasivos, corrigiendo en tiempo real cualquier desviación para evitar imperfecciones. Además, el sistema de aspiración integrado mantiene el entorno de trabajo limpio, eliminando polvo metálico y partículas abrasivas, lo que no solo protege la salud de los trabajadores, sino que también contribuye a la longevidad de los equipos.
En términos de productividad, esta máquina ofrece un salto cualitativo, ya que al trabajar con tolerancias muy reducidas y con un control total del proceso, permite fabricar en grandes volúmenes sin sacrificar la calidad del acabado. De hecho, los utensilios resultantes muestran un brillo espejo o un acabado satinado impecable según lo que se haya programado, incrementando su atractivo en el mercado y elevando la percepción de valor por parte de los consumidores. Esto convierte a la amoladora automática de alta precisión en un componente estratégico para fabricantes que buscan diferenciarse mediante productos de cocina de gama superior, competitivos frente a marcas internacionales y capaces de cumplir con normativas y estándares de exportación.
En definitiva, esta máquina no solo representa una evolución en la tecnología de acabado superficial, sino que redefine lo que significa calidad en la industria del menaje. Con ella, los fabricantes logran unir productividad y perfección estética en un mismo proceso, alcanzando niveles de detalle que antes solo eran posibles con un trabajo manual minucioso y que ahora se consiguen de manera totalmente automatizada y repetible, con beneficios directos en costes, seguridad y sostenibilidad.
La amoladora automática de alta precisión para cocina se posiciona como una herramienta esencial dentro de las líneas de producción modernas de menaje metálico, ya que combina tecnología avanzada, automatización completa y control riguroso de parámetros para garantizar resultados uniformes y repetibles en cada utensilio fabricado, desde ollas y cacerolas hasta sartenes y recipientes de acero inoxidable, aluminio o combinaciones metálicas con recubrimientos superficiales. A diferencia de sistemas tradicionales que dependen del trabajo manual, esta máquina integra motores industriales de alta eficiencia acoplados a cabezales abrasivos y de pulido de precisión, controlados por variadores de frecuencia o servomotores, lo que permite ajustar con exactitud la velocidad de rotación, la presión aplicada, el ángulo de contacto y el tiempo de exposición de cada pieza. Esta capacidad de regulación asegura que las superficies sean tratadas de manera homogénea, eliminando rebabas, marcas de estampado, soldaduras visibles o irregularidades que afectarían tanto la estética como la funcionalidad de los utensilios. La estructura de la máquina, fabricada en acero reforzado, garantiza estabilidad durante ciclos prolongados de trabajo, minimizando vibraciones y desviaciones que podrían comprometer la calidad del acabado, y está equipada con sistemas de sujeción automática capaces de manipular piezas de distintas formas y tamaños sin intervención manual, asegurando que incluso zonas de difícil acceso como bordes curvos, fondos cóncavos y asas soldadas reciban un pulido uniforme y preciso.
El control de la máquina se realiza mediante PLCs industriales o sistemas CNC que permiten programar y almacenar recetas específicas de acabado para cada tipo de utensilio, ajustando automáticamente todos los parámetros del proceso, desde la selección de discos abrasivos hasta la velocidad de rotación y la presión de contacto. Esto facilita la alternancia rápida entre distintos modelos de cacharros, eliminando tiempos de preparación y aumentando la productividad sin comprometer la calidad. Los abrasivos utilizados en la máquina están cuidadosamente seleccionados para cada fase del proceso: los discos de grano grueso realizan el desbaste inicial, eliminando imperfecciones mayores, mientras que los discos de grano medio suavizan la superficie y las ruedas de fieltro o algodón impregnadas con pastas pulidoras proporcionan el acabado final con brillo espejo o satinado según se requiera. Durante todo el ciclo, sistemas de aspiración de polvo y partículas metálicas mantienen el área de trabajo limpia y segura, evitando la contaminación de las piezas y protegiendo la salud de los operarios, mientras que sistemas de refrigeración por aire o niebla líquida controlan la temperatura superficial para prevenir deformaciones, manchas térmicas o cambios indeseados en la dureza del metal debido al calor generado por la fricción.
La incorporación de esta amoladora automática de alta precisión a la cadena de producción no solo mejora la calidad final de los productos, sino que también incrementa significativamente la eficiencia, reduce los costos de mano de obra y minimiza los desperdicios de material. Los utensilios tratados presentan superficies homogéneas, libres de rebordes cortantes, microfisuras o marcas de mecanizado, lo que aumenta su durabilidad y resistencia a la corrosión, facilita la limpieza y mejora la experiencia del usuario final. Además, al garantizar un acabado uniforme en grandes volúmenes de producción, los fabricantes pueden cumplir con estándares internacionales de calidad, responder a la demanda de clientes exigentes y mantener consistencia en lotes destinados a exportación, fortaleciendo la competitividad de la marca en mercados nacionales e internacionales.
La precisión de la máquina se ve reforzada por sensores y sistemas de monitoreo que controlan parámetros críticos en tiempo real, como la presión de contacto, la vibración, el desgaste de los abrasivos y la temperatura de las piezas, permitiendo ajustes automáticos durante el proceso y evitando errores que podrían comprometer la uniformidad del acabado. Esto no solo aumenta la confiabilidad del equipo, sino que también prolonga la vida útil de los componentes y reduce la necesidad de mantenimiento correctivo, optimizando el tiempo productivo de la planta. La versatilidad de la máquina permite además su integración en líneas de producción más complejas, donde se combina con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento y robots de manipulación, creando un flujo continuo que transforma la materia prima en un utensilio de cocina terminado con acabado perfecto, listo para ser empaquetado y distribuido.
En términos de sostenibilidad y eficiencia económica, la amoladora automática de alta precisión reduce significativamente el desperdicio de abrasivos y energía, optimiza los recursos empleados y contribuye a mantener un entorno de trabajo seguro y limpio, lo que se traduce en ahorro de costes y mayor rentabilidad para el fabricante. Asimismo, su implementación permite estandarizar la producción, garantizando que cada pieza cumpla con los mismos estándares de calidad sin importar la cantidad de unidades procesadas, lo que es crítico en industrias donde la presentación, la durabilidad y la higiene de los utensilios son determinantes para la aceptación del producto por parte del consumidor. En definitiva, esta máquina representa la unión perfecta entre tecnología avanzada, eficiencia industrial y excelencia en acabado, convirtiéndose en un elemento clave para cualquier fábrica de menaje metálico que busque combinar productividad, precisión y competitividad en un mercado altamente exigente.
La amoladora automática de alta precisión para cocina es un equipo integral diseñado para optimizar la producción de utensilios metálicos como ollas, cacerolas, sartenes, cazos y recipientes de acero inoxidable o aluminio, ofreciendo acabados de la más alta calidad con absoluta uniformidad y consistencia, independientemente del volumen de producción. Esta máquina combina potencia industrial, control electrónico avanzado y sistemas mecánicos de precisión para garantizar que cada pieza reciba el tratamiento adecuado según sus dimensiones, material y geometría, logrando superficies completamente lisas, brillantes y libres de imperfecciones visibles. Su chasis, construido en acero de alta resistencia, soporta vibraciones y cargas prolongadas, mientras que los motores eléctricos de alto rendimiento accionan ejes y cabezales abrasivos que pueden intercambiarse o ajustarse según la fase del proceso, desde el desbaste inicial hasta el pulido final, asegurando que las superficies exteriores, interiores, fondos y bordes curvos de cada cacharro reciban un acabado homogéneo y profesional.
El funcionamiento de la máquina se basa en la automatización total mediante un sistema de control PLC o CNC, que permite programar recetas de trabajo específicas para cada tipo de utensilio, definiendo parámetros críticos como velocidad de rotación, presión de contacto, número de pasadas, tiempo de exposición y ángulo de incidencia de los abrasivos. Esto hace posible que la misma línea de producción pueda alternar entre diferentes modelos y tamaños de cacharros sin necesidad de ajustes manuales extensos, optimizando tiempos y aumentando la productividad. Los abrasivos utilizados en la máquina se seleccionan cuidadosamente para cada etapa: los discos de grano grueso eliminan rebabas, marcas de estampado o soldaduras visibles, los de grano medio suavizan la superficie y los discos de pulido de algodón o fieltro, cargados con pastas abrasivas de alta calidad, proporcionan un acabado espejo o satinado uniforme que resalta la estética y durabilidad del utensilio.
El diseño incorpora sistemas de sujeción automática y rotación de las piezas que permiten trabajar con geometrías complejas y zonas de difícil acceso, como fondos cóncavos o asas soldadas, garantizando que todos los ángulos sean tratados con la misma eficacia. Sensores integrados monitorean en tiempo real la presión, la vibración y la temperatura de la superficie de los cacharros, ajustando automáticamente los parámetros para evitar sobrecalentamientos, deformaciones o desgaste irregular de los abrasivos, asegurando un proceso repetible y seguro. Los sistemas de aspiración y filtración eliminan el polvo metálico y las partículas generadas durante el amolado, protegiendo tanto la calidad de los productos como la seguridad de los operarios, mientras que sistemas de refrigeración por aire o niebla líquida controlan la temperatura superficial y previenen manchas térmicas o alteraciones en la dureza del metal.
La implementación de la amoladora automática de alta precisión tiene un impacto directo en la eficiencia y competitividad de las plantas de producción. Al reducir la dependencia del trabajo manual intensivo, disminuye los costes de mano de obra y retrabajo, aumenta la capacidad de producción por hora y garantiza que cada lote de utensilios cumpla con estándares internacionales de calidad, estandarizando acabados de alto nivel que cumplen con las expectativas de clientes exigentes y mercados de exportación. Los utensilios tratados presentan superficies homogéneas, sin rebordes cortantes, microfisuras o marcas de mecanizado, mejorando la seguridad, la durabilidad y la higiene, lo que los hace más atractivos para el consumidor final y fortalece la imagen de la marca. Además, al ofrecer un acabado uniforme y brillante, la máquina contribuye a aumentar el valor percibido de los productos, lo que es un factor diferenciador clave frente a la competencia.
La versatilidad de esta amoladora también permite su integración en líneas de producción completas que incluyen prensas de embutición profunda, sistemas de lavado, hornos de recubrimiento, robots de manipulación y sistemas de empaquetado automático, formando una cadena industrial totalmente automatizada y sincronizada que transforma la materia prima en utensilios terminados listos para su comercialización. Cada parámetro de la máquina puede ajustarse para adaptarse a distintos materiales y estilos de acabado, desde utensilios de gama básica hasta piezas premium, manteniendo siempre la máxima calidad y uniformidad. Esta capacidad de adaptación, junto con el control preciso de la máquina, garantiza que la producción sea flexible, eficiente y sostenible, reduciendo el desperdicio de abrasivos, energía y materiales, y alargando la vida útil de los componentes de la máquina gracias a un mantenimiento preventivo inteligente.
Los beneficios adicionales incluyen la mejora de la seguridad laboral, la reducción de errores humanos, la optimización del uso de abrasivos y energía, y la posibilidad de estandarizar la producción a gran escala, garantizando que cada pieza fabricada cumpla con los mismos requisitos de acabado. En conjunto, la amoladora automática de alta precisión se convierte en una herramienta estratégica dentro de la industria del menaje, combinando tecnología avanzada, eficiencia, sostenibilidad y excelencia en el acabado, permitiendo a los fabricantes producir utensilios de cocina de alta calidad de manera consistente, competitiva y rentable.
La amoladora automática de alta precisión para cocina es un equipo concebido para satisfacer las necesidades de la industria moderna de menaje metálico, donde la producción de ollas, sartenes, cacerolas, cazos y utensilios de acero inoxidable, aluminio o materiales combinados requiere no solo funcionalidad sino también un acabado estético impecable y uniforme en cada pieza. Esta máquina integra tecnologías avanzadas de control electrónico, sistemas mecánicos de alta precisión y motores industriales de gran potencia para asegurar que cada operación, desde el desbaste inicial hasta el pulido final, se realice con exactitud milimétrica, garantizando superficies lisas, brillantes y homogéneas. La estructura está fabricada en acero de alta resistencia para soportar cargas continuas y vibraciones de trabajo intensivo, mientras que los cabezales abrasivos intercambiables y los discos de pulido permiten adaptar el proceso según el tipo de material, grosor y geometría de cada utensilio, asegurando que los bordes, fondos cóncavos y asas soldadas reciban un acabado uniforme y sin imperfecciones visibles, incluso en zonas de difícil acceso.
El funcionamiento de la máquina se basa en sistemas de control PLC o CNC que permiten programar ciclos de trabajo completos con parámetros precisos como velocidad de rotación, presión de contacto, número de pasadas, ángulo de incidencia y tiempo de exposición de los abrasivos. Esta programación avanzada permite almacenar recetas de pulido específicas para cada modelo de utensilio, facilitando la alternancia rápida entre distintos lotes de producción sin necesidad de ajustes manuales extensos, optimizando la productividad y eliminando los errores humanos. Los abrasivos se seleccionan cuidadosamente para cada fase del proceso: discos de grano grueso eliminan rebabas, marcas de estampado o soldaduras visibles; discos de grano medio suavizan la superficie y preparan el metal para el pulido final; y ruedas de fieltro, algodón o compuestos abrasivos especiales otorgan el acabado espejo o satinado deseado. Los sistemas de aspiración integrados capturan el polvo metálico y las partículas abrasivas generadas durante el proceso, manteniendo un entorno de trabajo limpio y seguro, mientras que los sistemas de refrigeración por aire o niebla líquida regulan la temperatura de las piezas para evitar deformaciones, manchas térmicas o cambios en la dureza del material.
La incorporación de la amoladora automática de alta precisión en la cadena de producción permite a los fabricantes aumentar la eficiencia, reducir los costes de mano de obra y minimizar desperdicios, al tiempo que garantiza que cada pieza cumpla con estrictos estándares de calidad y estética. Los utensilios tratados presentan superficies homogéneas, sin rebordes cortantes, microfisuras ni marcas de mecanizado, lo que incrementa su durabilidad, seguridad e higiene, factores críticos para los consumidores de mercados nacionales e internacionales. La uniformidad en el acabado también contribuye a mejorar la percepción de valor del producto, diferenciando los utensilios de gama alta frente a la competencia y fortaleciendo la reputación de la marca. Los sensores de presión, vibración, temperatura y desgaste de abrasivos permiten ajustes automáticos en tiempo real, asegurando que el proceso mantenga la calidad deseada durante largas jornadas de producción, reduciendo paradas imprevistas y prolongando la vida útil de los componentes de la máquina.
Además, esta amoladora puede integrarse en líneas de producción completas que combinan prensas de embutición profunda, sistemas de lavado, hornos de recubrimiento, robots de manipulación y sistemas de empaquetado automático, formando un flujo industrial totalmente sincronizado que transforma la materia prima en utensilios terminados listos para su comercialización. La máquina permite procesar grandes volúmenes de piezas con rapidez y consistencia, ajustando automáticamente los parámetros según el material y el tipo de acabado requerido, desde productos básicos hasta utensilios premium. La eficiencia de la máquina se traduce en ahorro energético y menor consumo de abrasivos, optimizando recursos y contribuyendo a la sostenibilidad de la planta industrial. Su automatización también reduce riesgos laborales, elimina trabajos repetitivos y físicamente exigentes, y garantiza un entorno de producción más seguro y controlado.
En conjunto, la amoladora automática de alta precisión redefine los estándares de calidad en la fabricación de menaje metálico, combinando tecnología avanzada, eficiencia industrial, sostenibilidad, seguridad y excelencia en el acabado. Representa una inversión estratégica para fabricantes que buscan producir utensilios de cocina con acabados homogéneos, duraderos y estéticamente atractivos, asegurando competitividad en mercados exigentes y optimizando la productividad y rentabilidad de la planta. Esta máquina permite que cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se realice de manera controlada, repetible y eficiente, transformando el proceso de fabricación de menaje en un sistema industrial totalmente automatizado, preciso y confiable.
Equipo automático para amolar y pulir utensilios
El equipo automático para amolar y pulir utensilios está diseñado para satisfacer las necesidades de la industria moderna del menaje metálico, permitiendo transformar ollas, sartenes, cazos, cacerolas y otros utensilios de cocina en productos con acabados uniformes, brillantes y de alta calidad, sin depender del trabajo manual. Este tipo de equipo integra sistemas de sujeción automática, motores industriales de gran potencia, cabezales abrasivos intercambiables y discos de pulido de diferentes granulometrías, que trabajan de manera coordinada para eliminar rebabas, marcas de estampado, soldaduras y cualquier imperfección en la superficie de los utensilios, logrando un acabado estético y funcional que cumple con los estándares más exigentes de producción industrial. La máquina permite controlar con precisión parámetros como la velocidad de rotación de los cabezales, la presión de contacto, el ángulo de incidencia y el tiempo de exposición de cada pieza, garantizando resultados consistentes y repetibles en cada lote de producción.
El funcionamiento se basa en un sistema de control electrónico, normalmente mediante PLC, que permite programar ciclos de trabajo específicos para cada tipo de utensilio, almacenando recetas que aseguran la repetibilidad y la consistencia en todas las piezas. Esto hace posible alternar rápidamente entre diferentes modelos y tamaños de cacharros sin necesidad de ajustes manuales extensivos, optimizando la productividad y reduciendo tiempos muertos. Los abrasivos de grano grueso eliminan las imperfecciones mayores, los de grano medio suavizan la superficie y los discos de pulido final proporcionan un acabado espejo o satinado, según lo requerido. La máquina también incorpora sistemas de aspiración para eliminar polvo y partículas metálicas, manteniendo el área de trabajo limpia y segura, así como sistemas de refrigeración para controlar la temperatura de las piezas y evitar deformaciones o marcas por sobrecalentamiento.
La integración de este equipo en líneas de producción permite un aumento significativo de la eficiencia, ya que mientras un operario manual podría tardar varios minutos en cada pieza, la máquina puede procesar decenas de utensilios por hora con la misma calidad en todas ellas. Además, la reducción de la intervención manual disminuye riesgos laborales y asegura que los utensilios presenten superficies homogéneas, libres de rebordes cortantes, microfisuras o marcas de mecanizado, lo que incrementa la durabilidad, seguridad e higiene de los productos. La uniformidad en el acabado también mejora la percepción de valor del producto frente a los consumidores, lo que es un factor clave para competir en mercados nacionales e internacionales exigentes.
Este tipo de equipo se puede integrar dentro de líneas de producción completas, combinándose con prensas de embutición, sistemas de lavado, hornos de recubrimiento y robots de manipulación, formando un flujo industrial totalmente automatizado y sincronizado, desde la materia prima hasta el producto final empaquetado. La automatización avanzada permite optimizar el consumo de abrasivos y energía, reducir desperdicios y prolongar la vida útil de los componentes, haciendo que la producción sea más sostenible y rentable. La máquina, al mismo tiempo, ofrece versatilidad, pudiendo adaptarse a diferentes tipos de utensilios y acabados, desde productos de gama básica hasta utensilios premium, manteniendo siempre la calidad y consistencia en cada lote.
En resumen, el equipo automático para amolar y pulir utensilios representa una inversión estratégica para la industria del menaje metálico, combinando tecnología avanzada, eficiencia, seguridad, sostenibilidad y excelencia en el acabado, permitiendo a los fabricantes producir utensilios de cocina con acabados homogéneos, duraderos y estéticamente atractivos, asegurando competitividad y rentabilidad en un mercado altamente exigente. La máquina garantiza que cada pieza, desde su desbaste inicial hasta el pulido final y la preparación para el empaquetado, se procese de manera controlada, repetible y eficiente, convirtiéndose en un componente central de la cadena productiva moderna.
El equipo automático para amolar y pulir utensilios constituye una pieza clave dentro de las plantas modernas de producción de menaje metálico, ya que combina precisión mecánica, control electrónico avanzado y automatización integral para ofrecer acabados de alta calidad en ollas, sartenes, cazos, cacerolas y otros recipientes de acero inoxidable, aluminio o combinaciones metálicas con recubrimientos superficiales. Su diseño robusto incluye un bastidor de acero reforzado que soporta vibraciones y cargas prolongadas, motores industriales de alto rendimiento, cabezales abrasivos intercambiables y discos de pulido de distintas granulometrías, todo controlado por sistemas PLC o CNC que permiten ajustar con exactitud parámetros como velocidad de rotación, presión de contacto, ángulo de incidencia y tiempo de exposición de cada utensilio. Esto asegura que cada pieza reciba un tratamiento homogéneo, eliminando rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección que afecte la estética o la funcionalidad. Los sistemas de sujeción automática permiten manipular piezas de distintas formas y tamaños sin intervención manual, asegurando que incluso los bordes curvos, fondos cóncavos y asas soldadas reciban un acabado uniforme y preciso, mientras sensores monitorean en tiempo real la presión, la vibración y la temperatura, ajustando automáticamente los parámetros para evitar sobrecalentamientos, deformaciones o desgaste irregular de los abrasivos.
El proceso comienza con discos abrasivos de grano grueso que eliminan imperfecciones mayores, continuando con abrasivos de grano medio que suavizan la superficie y preparan el metal para el pulido final, y concluye con discos de fieltro, algodón o compuestos abrasivos especiales que otorgan el acabado espejo o satinado deseado. Los sistemas de aspiración y filtración integrados eliminan el polvo metálico y partículas abrasivas, garantizando un entorno limpio y seguro y evitando que residuos alteren la calidad del acabado. Además, sistemas de refrigeración por aire o niebla líquida regulan la temperatura superficial, evitando manchas térmicas, deformaciones o cambios en la dureza del material debido a la fricción. La programación mediante PLC permite almacenar recetas de trabajo específicas para cada tipo de utensilio, facilitando la alternancia rápida entre distintos modelos y tamaños sin perder tiempo ni calidad, optimizando la productividad y reduciendo la intervención manual.
La incorporación de este equipo en la cadena de producción tiene un impacto directo en la eficiencia, productividad y competitividad de la planta. Mientras un operario manual tardaría varios minutos por pieza, la máquina puede procesar decenas o incluso centenas de utensilios por hora con la misma calidad, lo que reduce costos de mano de obra, minimiza desperdicios y asegura uniformidad en lotes grandes, cumpliendo con estándares internacionales de calidad y permitiendo a los fabricantes acceder a mercados exigentes. Los utensilios tratados presentan superficies homogéneas, sin rebordes cortantes, microfisuras o marcas de mecanizado, aumentando su durabilidad, resistencia a la corrosión y facilidad de limpieza, factores esenciales para la satisfacción del consumidor final y la reputación de la marca. Además, la uniformidad en el acabado mejora la percepción de valor de los productos, diferenciándolos frente a la competencia y elevando su atractivo en mercados de gama alta.
Este equipo puede integrarse en líneas de producción completas, donde se combina con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas de empaquetado automático, formando un flujo industrial totalmente sincronizado que transforma la materia prima en utensilios terminados listos para la comercialización. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios, prolonga la vida útil de los componentes y minimiza riesgos laborales, evitando trabajos repetitivos y físicamente exigentes y manteniendo un entorno de producción seguro y eficiente. La máquina también permite adaptar los ciclos de trabajo según el material, grosor y acabado deseado, desde productos básicos hasta utensilios premium, asegurando siempre la máxima consistencia, repetibilidad y calidad en cada lote de producción.
En conjunto, el equipo automático para amolar y pulir utensilios redefine los estándares de la industria del menaje, combinando precisión, eficiencia, sostenibilidad, seguridad y excelencia en acabado. Representa una inversión estratégica que permite producir utensilios de cocina homogéneos, duraderos y estéticamente atractivos, garantizando competitividad en mercados exigentes y optimizando la productividad, rentabilidad y sostenibilidad de la planta. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se realiza de manera controlada, repetible y eficiente, convirtiéndose en un elemento central de cualquier línea de producción moderna.
El equipo automático para amolar y pulir utensilios de cocina es una solución industrial de alta tecnología diseñada para cubrir todas las exigencias de producción moderna en la industria del menaje metálico, donde se requiere que ollas, sartenes, cacerolas, cazos y recipientes de acero inoxidable, aluminio o combinaciones de metales con recubrimientos especiales alcancen un acabado uniforme, brillante y estéticamente perfecto. Esta máquina combina motores industriales de alta potencia, sistemas de sujeción automática, cabezales abrasivos intercambiables, discos de pulido de distintas granulometrías y un control electrónico avanzado mediante PLC o CNC, lo que permite regular con exactitud la velocidad de rotación de los ejes, la presión de contacto, el ángulo de incidencia y el tiempo de exposición de cada utensilio. Esta precisión garantiza que cada pieza reciba un tratamiento homogéneo, eliminando rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección, asegurando que todos los bordes, asas, fondos y superficies curvas sean pulidos de manera uniforme, incluso en zonas de difícil acceso.
El funcionamiento de la máquina se organiza en ciclos de trabajo programables y almacenables en la memoria del sistema de control, lo que permite alternar rápidamente entre distintos modelos y tamaños de utensilios sin necesidad de ajustes manuales extensos. Los abrasivos se utilizan de manera progresiva: primero discos de grano grueso eliminan imperfecciones mayores y rebabas; luego discos de grano medio suavizan la superficie; y finalmente ruedas de fieltro, algodón o compuestos abrasivos de alta calidad proporcionan el acabado espejo o satinado requerido. Sensores de presión, temperatura y vibración monitorean constantemente el proceso y ajustan los parámetros en tiempo real, evitando sobrecalentamiento, deformaciones, desgaste irregular de los abrasivos o defectos en la superficie de los utensilios. Sistemas de aspiración y filtración eliminan el polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo seguro y limpio, mientras que la refrigeración por aire o niebla líquida controla la temperatura de las piezas y previene manchas térmicas o alteraciones en la dureza del material debido a la fricción.
La incorporación de este equipo en la cadena de producción permite incrementar significativamente la eficiencia, reducir los costes de mano de obra y optimizar la productividad, ya que mientras un operario manual podría tardar varios minutos en cada pieza, la máquina procesa decenas o centenas de utensilios por hora manteniendo la misma calidad en todas las unidades. La uniformidad del acabado aumenta la durabilidad de los utensilios, mejora la resistencia a la corrosión, facilita la limpieza y garantiza la seguridad del usuario, eliminando bordes cortantes, microfisuras o marcas de mecanizado. La consistencia de los resultados también mejora la percepción de valor del producto frente a los consumidores, posicionando a la marca en el segmento premium y facilitando la competitividad en mercados nacionales e internacionales.
Este equipo puede integrarse dentro de líneas de producción completas, trabajando en coordinación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, robots de manipulación y sistemas automáticos de empaquetado, conformando un flujo industrial sincronizado que convierte la materia prima en utensilios terminados listos para la comercialización. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios y prolonga la vida útil de los componentes, mientras que la reducción de trabajo manual disminuye los riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad de la máquina permite adaptar los ciclos de trabajo según el material, grosor y acabado requerido, asegurando resultados consistentes tanto para utensilios básicos como para productos de gama premium.
En conjunto, el equipo automático para amolar y pulir utensilios representa una inversión estratégica que combina tecnología avanzada, eficiencia, sostenibilidad, seguridad y excelencia en el acabado, redefiniendo los estándares de calidad en la industria del menaje. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se realiza de manera controlada, repetible y eficiente, convirtiéndose en un elemento central de cualquier línea de producción moderna. Este equipo permite a los fabricantes producir utensilios de cocina con acabados homogéneos, duraderos y estéticamente atractivos, garantizando competitividad, productividad y rentabilidad en mercados exigentes, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad y sostenibilidad de la planta industrial.
El equipo automático para amolar y pulir utensilios de cocina es un sistema industrial avanzado concebido para garantizar que ollas, sartenes, cacerolas, cazos y otros recipientes metálicos, ya sean de acero inoxidable, aluminio o combinaciones con recubrimientos especiales, alcancen acabados uniformes, brillantes y de alta calidad sin depender del trabajo manual intensivo. Este equipo combina una estructura robusta de acero reforzado capaz de soportar cargas continuas y vibraciones, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, sistemas de sujeción automática que permiten manipular piezas de distintos tamaños y formas, y control electrónico avanzado mediante PLC o CNC que permite regular con precisión la velocidad de rotación, la presión de contacto, el ángulo de incidencia y el tiempo de exposición de cada utensilio, asegurando que cada superficie, borde, asa y fondo cóncavo reciba un tratamiento homogéneo y repetible, eliminando rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección que pueda afectar la estética o funcionalidad del producto.
El proceso de trabajo se organiza en ciclos programables que permiten almacenar recetas específicas para cada tipo de utensilio, ajustando automáticamente todos los parámetros de operación. Inicialmente, discos de grano grueso realizan el desbaste de rebabas e imperfecciones mayores, seguidos de discos de grano medio que suavizan la superficie y preparan el metal para el pulido final, y concluyendo con discos de fieltro, algodón o compuestos abrasivos especializados que proporcionan un acabado espejo o satinado, según los requerimientos del producto. Sensores integrados monitorean continuamente la presión, la vibración y la temperatura de las piezas, ajustando automáticamente la fuerza aplicada y la velocidad de rotación para prevenir deformaciones, sobrecalentamientos o desgaste irregular de los abrasivos, garantizando resultados consistentes durante ciclos de trabajo prolongados. Los sistemas de aspiración y filtración eliminan el polvo metálico y partículas abrasivas, manteniendo un entorno de producción limpio y seguro, mientras que sistemas de refrigeración por aire o niebla líquida controlan la temperatura superficial para evitar marcas térmicas y preservar las propiedades del metal.
La incorporación de este equipo en la línea de producción tiene un efecto significativo en la eficiencia, productividad y calidad del producto final. Mientras un operario manual podría tardar varios minutos en procesar cada utensilio, el equipo automático puede tratar decenas o incluso centenas de piezas por hora manteniendo la misma uniformidad y acabado de alta calidad. La homogeneidad del resultado aumenta la durabilidad de los utensilios, mejora su resistencia a la corrosión y facilita la limpieza, al tiempo que garantiza la seguridad del usuario final al eliminar bordes cortantes y microfisuras. La consistencia de los acabados también refuerza la percepción de valor de los productos frente a los consumidores y permite a los fabricantes competir en mercados nacionales e internacionales con productos de alta gama.
Este equipo puede integrarse perfectamente en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, robots de manipulación y sistemas automáticos de empaquetado, formando un flujo de trabajo industrial totalmente sincronizado desde la materia prima hasta el producto final listo para la venta. La automatización avanzada permite optimizar el consumo de abrasivos y energía, reducir desperdicios de material y prolongar la vida útil de los componentes, mientras que la reducción del trabajo manual minimiza riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor y acabado deseado, manteniendo la misma calidad en utensilios de gama básica y productos premium, garantizando repetibilidad y uniformidad en todos los lotes.
En conjunto, el equipo automático para amolar y pulir utensilios redefine los estándares de la industria del menaje, combinando tecnología avanzada, precisión mecánica, eficiencia, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada y repetible, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de este equipo permite a los fabricantes producir utensilios homogéneos, duraderos y estéticamente atractivos, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso totalmente automatizado, confiable y eficiente en la producción de menaje metálico.
Máquina automática para afilado y amolado de ollas
La máquina automática para afilado y amolado de ollas es un equipo industrial avanzado diseñado para garantizar que cada recipiente metálico, ya sea de acero inoxidable, aluminio o aleaciones especiales, alcance un acabado uniforme, preciso y estéticamente impecable, eliminando rebabas, marcas de estampado, soldaduras visibles y cualquier imperfección superficial que pueda afectar la funcionalidad o la apariencia de la pieza. Este tipo de máquina combina una estructura robusta de acero reforzado que soporta cargas continuas y vibraciones intensas, motores industriales de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, sistemas de sujeción automática que permiten manipular ollas de distintos tamaños y formas sin intervención manual, y control electrónico mediante PLC o CNC que permite regular con precisión parámetros críticos como velocidad de rotación, presión de contacto, ángulo de incidencia y tiempo de exposición de cada pieza. Esto asegura que todos los bordes, fondos y asas reciban un acabado homogéneo, eliminando cualquier irregularidad y optimizando la calidad del producto final.
El funcionamiento se organiza en ciclos programables que permiten almacenar recetas específicas para cada tipo de olla, ajustando automáticamente todos los parámetros de operación según el material, tamaño y tipo de acabado deseado. El proceso inicia con discos abrasivos de grano grueso que eliminan imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y concluye con ruedas de fieltro, algodón o compuestos abrasivos especializados que proporcionan un pulido final con acabado espejo o satinado. Sensores integrados monitorean en tiempo real la presión aplicada, la vibración de la máquina y la temperatura de la superficie de las ollas, ajustando automáticamente los parámetros para prevenir sobrecalentamientos, deformaciones o desgaste irregular de los abrasivos, garantizando un proceso homogéneo y repetible durante ciclos de trabajo prolongados. Los sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo seguro y limpio, mientras que la refrigeración por aire o niebla líquida evita marcas térmicas y preserva las propiedades del metal.
La incorporación de esta máquina en la línea de producción permite aumentar significativamente la eficiencia, reduciendo el tiempo necesario para procesar cada olla y optimizando la productividad sin sacrificar la calidad. Los utensilios tratados presentan superficies uniformes, libres de bordes cortantes, microfisuras o marcas de mecanizado, lo que incrementa su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad de los acabados también mejora la percepción de valor del producto frente a los consumidores, diferenciando la marca en mercados de gama alta y facilitando la competitividad en mercados nacionales e internacionales.
Este equipo puede integrarse dentro de líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, robots de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios y prolonga la vida útil de los componentes, al mismo tiempo que minimiza la intervención manual y los riesgos laborales, garantizando un entorno de producción seguro y eficiente. La versatilidad de la máquina permite ajustar los ciclos de trabajo según el tamaño de la olla, el material y el tipo de acabado, asegurando resultados consistentes tanto para productos estándar como para utensilios de gama premium, manteniendo uniformidad y calidad en todos los lotes de producción.
En conjunto, la máquina automática para afilado y amolado de ollas redefine los estándares de la industria del menaje metálico, combinando tecnología avanzada, precisión mecánica, eficiencia, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada y repetible, convirtiéndose en un elemento central de cualquier línea de producción moderna. La implementación de esta máquina permite a los fabricantes producir ollas homogéneas, duraderas y estéticamente atractivas, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción de menaje metálico.
La máquina automática para afilado y amolado de ollas es un sistema industrial altamente sofisticado diseñado para ofrecer acabados uniformes, precisos y de alta calidad en todo tipo de utensilios de cocina metálicos, incluyendo ollas, sartenes, cacerolas, cazos y recipientes de acero inoxidable, aluminio y aleaciones especiales, con o sin recubrimientos superficiales. Este equipo combina una estructura robusta de acero reforzado capaz de soportar cargas continuas, vibraciones intensas y trabajo industrial prolongado, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, sistemas de sujeción automáticos que permiten manipular ollas de diferentes tamaños y formas sin intervención manual, y un control electrónico avanzado mediante PLC o CNC que permite ajustar con exactitud todos los parámetros críticos del proceso, como velocidad de rotación de los cabezales, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencia de ciclos de trabajo. Esto asegura que todos los bordes, fondos, asas y superficies curvadas reciban un tratamiento homogéneo, eliminando rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección que pueda comprometer la estética o la funcionalidad del utensilio.
El funcionamiento se organiza en ciclos de trabajo completamente programables, lo que permite almacenar recetas específicas para cada tipo y tamaño de olla, ajustando automáticamente los parámetros según el material y el acabado deseado. El proceso comienza con discos abrasivos de grano grueso que eliminan imperfecciones mayores y rebabas, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el pulido final, y concluye con ruedas de fieltro, algodón o compuestos abrasivos de alta calidad que proporcionan un acabado espejo o satinado. Sensores integrados monitorean en tiempo real la presión aplicada, la vibración de la máquina y la temperatura superficial de las ollas, ajustando automáticamente la fuerza, la velocidad y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles durante largas jornadas de producción. Sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, garantizando un entorno limpio y seguro, mientras que la refrigeración por aire o niebla líquida controla la temperatura superficial y evita manchas o alteraciones de las propiedades del metal.
La integración de esta máquina en la línea de producción incrementa significativamente la eficiencia y la productividad, reduciendo el tiempo necesario para procesar cada utensilio y eliminando la variabilidad asociada al trabajo manual. Mientras un operario podría tardar varios minutos por pieza, el equipo automático procesa decenas o centenas de utensilios por hora manteniendo la misma calidad y uniformidad. Los utensilios tratados presentan superficies homogéneas, sin bordes cortantes, microfisuras o marcas de mecanizado, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad y calidad del acabado también elevan la percepción de valor de los productos frente a los consumidores, diferenciando la marca en mercados competitivos y permitiendo competir en segmentos de gama alta a nivel nacional e internacional.
Este equipo puede integrarse con facilidad en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial totalmente sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios y prolonga la vida útil de los componentes, mientras que la reducción del trabajo manual disminuye riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, tipo de acabado y tamaño de la olla, manteniendo uniformidad y calidad tanto en utensilios estándar como en productos premium, garantizando repetibilidad en todos los lotes de producción.
En conjunto, la máquina automática para afilado y amolado de ollas representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando tecnología avanzada, precisión mecánica, eficiencia, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. Su implementación permite producir ollas y utensilios homogéneos, duraderos y estéticamente atractivos, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente.
La máquina automática para afilado y amolado de ollas es un equipo industrial de alta tecnología desarrollado para atender las demandas más exigentes de la producción de menaje metálico, donde la precisión, la uniformidad y la calidad estética de cada pieza son factores críticos. Este sistema está diseñado para procesar ollas, sartenes, cacerolas, cazos y otros utensilios de cocina de acero inoxidable, aluminio y aleaciones especiales, con o sin recubrimientos superficiales, garantizando que cada pieza alcance un acabado uniforme, brillante y libre de imperfecciones como rebabas, marcas de estampado, soldaduras visibles o irregularidades superficiales que puedan comprometer tanto la funcionalidad como la presentación del producto. La estructura de la máquina está fabricada en acero reforzado, capaz de soportar cargas continuas y vibraciones intensas, y está equipada con motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, así como sistemas de sujeción automática que permiten manipular ollas de diferentes tamaños y geometrías sin intervención manual, optimizando la productividad y garantizando la repetibilidad del proceso. El control electrónico, mediante PLC o CNC, permite ajustar con precisión todos los parámetros críticos: velocidad de rotación, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencia de ciclos, asegurando que todos los bordes, fondos, asas y superficies curvas reciban un acabado homogéneo y de alta calidad.
El proceso de amolado y pulido se organiza en ciclos completamente programables y almacenables en la memoria del sistema de control, lo que facilita alternar rápidamente entre distintos tipos y tamaños de utensilios sin necesidad de ajustes manuales extensivos. El procedimiento inicial utiliza discos abrasivos de grano grueso para eliminar rebabas y defectos mayores; luego, discos de grano medio suavizan la superficie y preparan el metal para el acabado final; finalmente, ruedas de fieltro, algodón o compuestos abrasivos de alta calidad proporcionan el pulido espejo o satinado que se requiere según el estándar del producto. Sensores integrados monitorean en tiempo real la presión, la vibración y la temperatura superficial de las ollas, ajustando automáticamente los parámetros de operación para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, garantizando resultados consistentes y uniformes durante ciclos de trabajo prolongados. Sistemas de aspiración y filtración eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo seguro y limpio, mientras que sistemas de refrigeración por aire o niebla líquida regulan la temperatura de la pieza para evitar daños o alteraciones de las propiedades del metal.
La implementación de esta máquina en la línea de producción incrementa significativamente la eficiencia y la productividad, permitiendo procesar decenas o centenas de utensilios por hora con la misma uniformidad y calidad que el trabajo manual, pero con menor tiempo y menor dependencia de operarios especializados. La homogeneidad del acabado aumenta la durabilidad de los utensilios, mejora la resistencia a la corrosión, facilita la limpieza y garantiza la seguridad del usuario final al eliminar bordes cortantes y microfisuras. Además, la uniformidad y calidad del acabado elevan la percepción de valor de los productos frente a los consumidores, permitiendo a los fabricantes competir en mercados de gama alta tanto nacionales como internacionales.
Este equipo puede integrarse con facilidad en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, robots de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial totalmente sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios y prolonga la vida útil de los componentes, mientras que la reducción de intervención manual minimiza riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, acabado y tamaño de la olla, manteniendo la misma calidad en utensilios estándar y productos premium, garantizando repetibilidad y uniformidad en todos los lotes de producción.
En conjunto, la máquina automática para afilado y amolado de ollas redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de esta máquina permite a los fabricantes producir utensilios homogéneos, duraderos y estéticamente atractivos, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción de menaje metálico.
Amoladora automática para utensilios de metal
La amoladora automática para utensilios de metal es un equipo industrial de alta tecnología diseñado para ofrecer acabados uniformes, precisos y de alta calidad en ollas, sartenes, cacerolas, cazos y otros utensilios metálicos, ya sean de acero inoxidable, aluminio, aleaciones especiales o piezas con recubrimientos superficiales. Este sistema combina una estructura robusta de acero reforzado capaz de soportar cargas continuas y vibraciones intensas, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, y sistemas de sujeción automática que permiten manipular utensilios de distintos tamaños y formas sin intervención manual, optimizando productividad y eficiencia. El control electrónico avanzado mediante PLC o CNC permite ajustar con precisión todos los parámetros del proceso, como velocidad de rotación de los cabezales, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencia de ciclos de trabajo, asegurando que cada superficie, borde, fondo o asa reciba un acabado homogéneo, eliminando rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección que pueda afectar la funcionalidad o estética del utensilio.
El proceso de amolado y pulido se organiza en ciclos programables y almacenables en la memoria del sistema de control, lo que permite alternar rápidamente entre distintos tipos y tamaños de utensilios sin necesidad de ajustes manuales extensivos. Inicialmente, discos abrasivos de grano grueso eliminan imperfecciones mayores, rebabas y marcas de mecanizado; posteriormente, discos de grano medio suavizan la superficie y preparan el metal para el acabado final; finalmente, ruedas de fieltro, algodón o compuestos abrasivos especializados proporcionan un pulido espejo o satinado, según el acabado requerido. Sensores integrados monitorean en tiempo real la presión aplicada, la vibración y la temperatura superficial de los utensilios, ajustando automáticamente la fuerza, la velocidad y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, garantizando resultados homogéneos y repetibles durante largos ciclos de producción. Sistemas de aspiración y filtración eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio y seguro, mientras que la refrigeración por aire o niebla líquida regula la temperatura superficial y evita daños o alteraciones de las propiedades del metal.
La incorporación de esta amoladora automática en la línea de producción incrementa significativamente la eficiencia y la productividad, permitiendo procesar decenas o centenas de utensilios por hora manteniendo la misma uniformidad y calidad que el trabajo manual, pero con menor tiempo y menor dependencia de operarios especializados. Los utensilios tratados presentan superficies homogéneas, libres de bordes cortantes, microfisuras o marcas de mecanizado, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La consistencia y uniformidad del acabado también elevan la percepción de valor de los productos frente a los consumidores, posicionando la marca en segmentos de gama alta y permitiendo competir en mercados nacionales e internacionales exigentes.
Este equipo puede integrarse con facilidad en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial totalmente sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios y prolonga la vida útil de los componentes, mientras que la reducción del trabajo manual disminuye riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad de la máquina permite ajustar los ciclos de trabajo según el material, grosor, acabado y tamaño del utensilio, manteniendo uniformidad y calidad tanto en productos estándar como en utensilios premium, asegurando repetibilidad en todos los lotes de producción.
En conjunto, la amoladora automática para utensilios de metal representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. Su implementación permite producir utensilios homogéneos, duraderos y estéticamente atractivos, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción de menaje metálico.
La amoladora automática para utensilios de metal es un equipo industrial de última generación diseñado para optimizar y automatizar completamente los procesos de afilado, amolado y pulido de ollas, sartenes, cacerolas, cazos y otros utensilios de cocina fabricados en acero inoxidable, aluminio, cobre o aleaciones especiales, con o sin recubrimientos superficiales. Este equipo combina una estructura de acero reforzado de gran rigidez capaz de soportar cargas continuas y vibraciones industriales, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, sistemas de sujeción automática que permiten manipular piezas de diferentes tamaños, formas y espesores sin intervención manual, y un control electrónico avanzado mediante PLC o CNC que permite ajustar con extrema precisión todos los parámetros críticos del proceso: velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencia de ciclos de trabajo. Gracias a esto, cada utensilio recibe un tratamiento homogéneo y repetible, asegurando que bordes, asas, fondos y superficies curvas queden libres de rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección que pueda afectar la funcionalidad, la durabilidad o la apariencia del producto.
El funcionamiento del equipo se organiza en ciclos completamente programables que permiten almacenar múltiples recetas de trabajo para distintos tipos de utensilios, tamaños y materiales, de modo que la alternancia entre diferentes productos se realiza de manera rápida y sin pérdida de tiempo ni calidad. El proceso de amolado y pulido comienza con discos abrasivos de grano grueso que eliminan rebabas e imperfecciones mayores, seguido por discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y concluye con ruedas de fieltro, algodón o compuestos abrasivos de alta calidad que proporcionan el pulido espejo, satinado o mate requerido. Sensores de presión, vibración y temperatura monitorean continuamente la operación, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, desgaste irregular de los abrasivos o marcas indeseadas en la superficie de los utensilios. Los sistemas de aspiración y filtración integrados eliminan el polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo seguro, limpio y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura superficial para evitar manchas térmicas o alteraciones de las propiedades del metal.
La integración de esta amoladora automática en la línea de producción tiene un impacto directo en la eficiencia, la productividad y la calidad del producto final. Mientras que un operario manual podría tardar varios minutos en amolar y pulir cada pieza, la máquina puede procesar decenas o centenas de utensilios por hora con resultados consistentes y uniformes, reduciendo la dependencia de mano de obra especializada y el riesgo de errores humanos. Los utensilios tratados presentan superficies homogéneas, libres de microfisuras, rebabas o marcas de mecanizado, lo que aumenta su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad del acabado también incrementa la percepción de valor del producto frente a los consumidores, posicionando la marca en el segmento premium y facilitando la competitividad en mercados nacionales e internacionales.
Este equipo puede integrarse perfectamente en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial totalmente sincronizado desde la materia prima hasta el producto final listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material y prolonga la vida útil de los componentes mecánicos, al tiempo que la reducción del trabajo manual minimiza riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad de la máquina permite ajustar los ciclos de trabajo según el tipo de material, el grosor, el acabado deseado y el tamaño del utensilio, manteniendo la misma calidad en utensilios estándar y en productos de gama premium, asegurando repetibilidad, uniformidad y consistencia en todos los lotes de producción.
En conjunto, la amoladora automática para utensilios de metal redefine los estándares de la industria del menaje metálico al combinar precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de este equipo permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, garantizando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente para la producción masiva de menaje metálico de alta calidad.
La amoladora automática para utensilios de metal es un equipo industrial de alta complejidad diseñado para cubrir todas las necesidades de acabado, afilado y pulido de utensilios de cocina metálicos, incluyendo ollas, sartenes, cacerolas, cazos y recipientes fabricados en acero inoxidable, aluminio, cobre y diversas aleaciones especiales, con o sin recubrimientos superficiales. Este sistema combina una estructura de acero reforzado capaz de soportar cargas continuas, vibraciones y uso intensivo, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, y sistemas de sujeción automática que permiten manipular piezas de distintos tamaños, formas y grosores sin intervención manual, optimizando productividad y consistencia del proceso. El control electrónico mediante PLC o CNC permite ajustar con precisión todos los parámetros críticos, como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencias de ciclos, asegurando que cada utensilio reciba un acabado homogéneo, libre de rebabas, marcas de estampado, soldaduras visibles o cualquier imperfección que pueda afectar la funcionalidad, la durabilidad o la estética del producto.
El proceso de amolado y pulido se organiza en ciclos completamente programables, lo que permite almacenar recetas específicas para cada tipo de utensilio y tamaño, facilitando alternar entre distintos productos sin pérdida de tiempo ni calidad. Inicialmente, discos abrasivos de grano grueso eliminan rebabas e imperfecciones mayores, luego discos de grano medio suavizan la superficie y preparan el metal para el acabado final, y finalmente ruedas de fieltro, algodón o compuestos abrasivos de alta calidad proporcionan un pulido espejo, satinado o mate según el estándar requerido. Sensores de presión, vibración y temperatura monitorean continuamente la operación, ajustando automáticamente la fuerza aplicada, la velocidad y la trayectoria de los cabezales para evitar deformaciones, sobrecalentamientos, desgaste irregular de los abrasivos o marcas indeseadas en la superficie de los utensilios. Los sistemas de aspiración y filtración eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo seguro, limpio y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura de las piezas para prevenir manchas térmicas o alteraciones de las propiedades del metal.
La incorporación de esta amoladora automática en la línea de producción incrementa de manera significativa la eficiencia y la productividad, permitiendo procesar decenas o cientos de utensilios por hora con resultados consistentes y uniformes, eliminando la dependencia de mano de obra especializada y reduciendo riesgos de errores humanos. Los utensilios tratados presentan superficies homogéneas, libres de bordes cortantes, microfisuras o marcas de mecanizado, incrementando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad y calidad del acabado también elevan la percepción de valor del producto, posicionando la marca en el segmento premium y facilitando la competitividad en mercados nacionales e internacionales.
Este equipo puede integrarse fácilmente en líneas de producción completas, coordinando su funcionamiento con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material y prolonga la vida útil de los componentes, mientras que la reducción del trabajo manual disminuye riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, acabado y tamaño del utensilio, manteniendo la misma calidad en productos estándar y en utensilios de gama premium, asegurando repetibilidad, uniformidad y consistencia en todos los lotes de producción.
En conjunto, la amoladora automática para utensilios de metal redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de este equipo permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, garantizando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente para la producción masiva de menaje metálico de alta calidad.
Amoladora automatizada para utensilios metálicos
La amoladora automatizada para utensilios metálicos es un equipo industrial de alta precisión diseñado para procesar ollas, sartenes, cacerolas, cazos y otros utensilios fabricados en acero inoxidable, aluminio, cobre y aleaciones especiales, con o sin recubrimientos superficiales, asegurando que cada pieza alcance un acabado uniforme, brillante y funcional, libre de rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección superficial que pueda afectar su durabilidad, seguridad o estética. Esta máquina combina una estructura robusta de acero reforzado capaz de soportar cargas continuas y vibraciones intensas, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, y sistemas de sujeción automática que permiten manipular piezas de diferentes tamaños y formas sin intervención manual, aumentando significativamente la eficiencia y la consistencia del proceso. El control electrónico avanzado, mediante PLC o CNC, permite ajustar con extrema precisión la velocidad de rotación de los cabezales, la presión de contacto, el ángulo de incidencia, el tiempo de exposición y la secuencia de ciclos, garantizando que cada superficie, borde, fondo y asa reciba un tratamiento homogéneo y repetible.
El proceso de trabajo se organiza en ciclos programables que almacenan recetas específicas para cada tipo de utensilio, facilitando la alternancia entre distintos productos sin necesidad de ajustes manuales prolongados. Inicialmente, discos abrasivos de grano grueso eliminan imperfecciones mayores y rebabas; posteriormente, discos de grano medio suavizan la superficie y preparan el metal para el acabado final; y finalmente, ruedas de fieltro, algodón o compuestos abrasivos especializados proporcionan un pulido espejo, satinado o mate según la especificación requerida. Sensores de presión, vibración y temperatura monitorean continuamente la operación, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y consistentes durante largos ciclos de producción. Sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo seguro y limpio, mientras que la refrigeración por aire o niebla líquida controla la temperatura de las piezas para evitar manchas o alteraciones en las propiedades del metal.
La integración de esta amoladora automatizada en la línea de producción incrementa de forma significativa la productividad y la eficiencia, permitiendo procesar decenas o cientos de utensilios por hora con la misma calidad que el trabajo manual, pero con menor tiempo y menor dependencia de operarios especializados. Los utensilios tratados presentan superficies uniformes, libres de microfisuras, bordes cortantes o marcas de mecanizado, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La consistencia del acabado también eleva la percepción de valor del producto frente a los consumidores, posicionando la marca en segmentos de gama alta y facilitando la competitividad en mercados nacionales e internacionales.
Este equipo puede integrarse perfectamente en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial totalmente sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material y prolonga la vida útil de los componentes, mientras que la reducción de trabajo manual minimiza riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad de la máquina permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, manteniendo uniformidad y calidad tanto en utensilios estándar como en productos premium, asegurando repetibilidad, consistencia y excelencia en todos los lotes de producción.
En conjunto, la amoladora automatizada para utensilios metálicos redefine los estándares de la industria del menaje al combinar precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna. La implementación de esta máquina permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, garantizando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente.
La amoladora automatizada para utensilios metálicos es un equipo industrial de alto rendimiento diseñado para optimizar todos los procesos de acabado, afilado y pulido de ollas, sartenes, cacerolas, cazos y otros utensilios de cocina fabricados en acero inoxidable, aluminio, cobre y aleaciones especiales, incluyendo piezas con recubrimientos superficiales como teflón, cerámica o esmalte, asegurando un acabado homogéneo, brillante y funcional que elimina cualquier rebaba, marca de estampado, soldadura visible o imperfección que pueda afectar la durabilidad, seguridad o estética del utensilio. La estructura del equipo está construida en acero reforzado de alta resistencia, capaz de soportar vibraciones intensas, cargas continuas y trabajo industrial prolongado, mientras que sus motores eléctricos de alta potencia accionan cabezales abrasivos, discos de pulido intercambiables y sistemas de sujeción automática que permiten procesar utensilios de distintos tamaños, formas y espesores sin intervención manual, garantizando eficiencia, productividad y repetibilidad de los procesos. El control electrónico avanzado mediante PLC o CNC permite regular con exactitud parámetros críticos como la velocidad de rotación de los discos, la presión de contacto, el ángulo de incidencia, la fuerza aplicada y la duración de los ciclos, de modo que cada superficie, borde, fondo y asa reciba un tratamiento homogéneo y de alta calidad en cada ciclo de trabajo.
El funcionamiento del equipo se organiza en ciclos completamente programables, lo que permite almacenar múltiples recetas para distintos tipos de utensilios y alternar rápidamente entre productos sin necesidad de ajustes manuales extensos. El proceso comienza con discos abrasivos de grano grueso que eliminan rebabas y defectos mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y finaliza con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según la especificación requerida. Sensores de presión, vibración y temperatura monitorean la operación en tiempo real, ajustando automáticamente la fuerza, la velocidad y la trayectoria de los cabezales para evitar deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, garantizando resultados consistentes y uniformes durante largas jornadas de producción. Los sistemas de aspiración y filtración incorporados eliminan el polvo metálico y las partículas abrasivas generadas durante el proceso, asegurando un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida controla la temperatura de la pieza para evitar manchas, deformaciones o alteraciones de las propiedades del metal.
La incorporación de esta amoladora automatizada en la línea de producción aumenta significativamente la productividad y eficiencia, permitiendo procesar decenas o cientos de utensilios por hora manteniendo la misma uniformidad y calidad que el trabajo manual, pero reduciendo tiempo, esfuerzo humano y dependencia de operarios especializados. Los utensilios tratados presentan superficies uniformes, libres de microfisuras, bordes cortantes, rebabas o marcas de mecanizado, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La consistencia en el acabado también incrementa el valor percibido del producto frente a los consumidores, permitiendo a la marca posicionarse en segmentos de gama alta y competir eficazmente en mercados nacionales e internacionales.
Este equipo puede integrarse completamente en líneas de producción industriales, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo de producción sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material y prolonga la vida útil de los componentes mecánicos, mientras que la reducción del trabajo manual minimiza riesgos laborales y mejora la seguridad industrial. La versatilidad de la máquina permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios de gama premium.
En conjunto, la amoladora automatizada para utensilios metálicos representa una inversión estratégica para cualquier fabricante de menaje, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de este equipo permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, garantizando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente.
Máquina automática para afilar ollas y sartenes
La máquina automática para afilar ollas y sartenes es un equipo industrial de alta precisión diseñado para optimizar todo el proceso de afilado, desbaste y pulido de utensilios de cocina metálicos, incluyendo ollas, sartenes, cacerolas y cazos fabricados en acero inoxidable, aluminio, cobre y aleaciones especiales, con o sin recubrimientos superficiales, asegurando que cada pieza alcance un acabado uniforme, funcional y estéticamente impecable. Su estructura está construida en acero reforzado de alta resistencia, capaz de soportar cargas continuas, vibraciones y uso prolongado en entornos industriales, mientras que sus motores eléctricos de alta potencia accionan cabezales abrasivos y discos de pulido intercambiables, garantizando fuerza, velocidad y precisión en cada operación. Los sistemas de sujeción automática permiten manipular utensilios de distintos tamaños, formas y espesores sin intervención manual, lo que asegura productividad y repetibilidad en cada ciclo de trabajo, eliminando la variabilidad asociada al trabajo manual.
El control electrónico avanzado mediante PLC o CNC permite ajustar con extrema precisión todos los parámetros del proceso: velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencia de ciclos. Esto garantiza que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad, eliminando rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda afectar la durabilidad, seguridad o estética del utensilio. El funcionamiento se organiza en ciclos completamente programables, almacenando recetas específicas para cada tipo de utensilio, tamaño o material, lo que permite alternar rápidamente entre productos sin pérdida de tiempo ni calidad.
El proceso comienza con discos abrasivos de grano grueso para eliminar rebabas y defectos mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y culmina con ruedas de fieltro, algodón o compuestos abrasivos especializados que proporcionan un pulido espejo, satinado o mate según el estándar requerido. Sensores de presión, vibración y temperatura supervisan la operación en tiempo real, ajustando automáticamente la fuerza aplicada, la velocidad y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles durante largas jornadas de producción. Sistemas de aspiración y filtración eliminan polvo metálico y partículas abrasivas, manteniendo un entorno seguro y limpio, mientras que la refrigeración por aire o niebla líquida regula la temperatura de las piezas para evitar manchas o alteraciones en las propiedades del metal.
La integración de esta máquina en la línea de producción incrementa significativamente la eficiencia y la productividad, permitiendo procesar decenas o cientos de utensilios por hora manteniendo la misma calidad que el trabajo manual, pero reduciendo tiempo, esfuerzo humano y riesgos de errores. Los utensilios tratados presentan superficies uniformes, libres de microfisuras, bordes cortantes o rebabas, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad y calidad del acabado también elevan la percepción de valor del producto frente a los consumidores, posicionando la marca en el segmento premium y facilitando la competitividad en mercados nacionales e internacionales.
Este equipo puede integrarse con facilidad en líneas de producción completas, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios y prolonga la vida útil de los componentes mecánicos, mientras que la reducción de trabajo manual disminuye riesgos laborales y mejora la seguridad del entorno de producción. La versatilidad de la máquina permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, garantizando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium.
En conjunto, la máquina automática para afilar ollas y sartenes redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de este equipo permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial.
La máquina automática para afilar ollas y sartenes es un equipo industrial de alta tecnología diseñado para transformar completamente el proceso de acabado y pulido de utensilios metálicos, incluyendo ollas, sartenes, cacerolas, cazos y recipientes fabricados en acero inoxidable, aluminio, cobre, latón y otras aleaciones especiales, con o sin recubrimientos superficiales, garantizando un acabado uniforme, funcional y estéticamente impecable que elimina rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda comprometer la durabilidad, seguridad o apariencia del utensilio. La estructura del equipo está construida en acero reforzado de alta resistencia, capaz de soportar cargas continuas, vibraciones intensas y jornadas de producción prolongadas, mientras que sus motores eléctricos de alta potencia accionan cabezales abrasivos, discos de pulido intercambiables y sistemas de sujeción automática que permiten procesar utensilios de distintos tamaños, grosores y formas sin intervención manual, garantizando eficiencia, productividad y repetibilidad en cada ciclo. El control electrónico avanzado mediante PLC o CNC permite ajustar con extrema precisión parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, trayectoria de los cabezales, tiempo de exposición y secuencia de ciclos, asegurando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad, eliminando cualquier variación propia del trabajo manual.
El funcionamiento del equipo se organiza en ciclos totalmente programables que almacenan múltiples recetas para distintos tipos de utensilios, tamaños, materiales y acabados, permitiendo alternar rápidamente entre productos sin pérdida de tiempo ni disminución de la calidad. El proceso de afilado y pulido inicia con discos abrasivos de grano grueso que eliminan rebabas, imperfecciones mayores y marcas de estampado, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y finaliza con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según el estándar requerido. Sensores de presión, vibración y temperatura supervisan la operación en tiempo real, ajustando automáticamente la fuerza aplicada, la velocidad y la trayectoria de los cabezales para evitar deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante ciclos de producción prolongados. Los sistemas de aspiración y filtración integrados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura superficial de las piezas para prevenir manchas, deformaciones o alteraciones de las propiedades del metal.
La incorporación de esta máquina automática en la línea de producción incrementa significativamente la eficiencia y productividad, permitiendo procesar decenas o cientos de utensilios por hora con resultados consistentes, uniformes y de alta calidad, reduciendo la dependencia de mano de obra especializada y minimizando los riesgos de errores humanos. Los utensilios tratados presentan superficies homogéneas, libres de microfisuras, bordes cortantes o rebabas, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad y la calidad del acabado también incrementan la percepción de valor del producto frente a los consumidores, posicionando la marca en el segmento premium y permitiendo competir de manera eficaz en mercados nacionales e internacionales exigentes.
Este equipo puede integrarse de forma completa en líneas de producción industriales, coordinando su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, conformando un flujo industrial totalmente sincronizado desde la materia prima hasta el producto final listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material, prolonga la vida útil de los componentes mecánicos y disminuye el desgaste de los discos y ruedas de pulido, mientras que la reducción de intervención manual minimiza riesgos laborales y mejora la seguridad industrial. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, garantizando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, asegurando calidad y consistencia en todos los lotes de producción.
En conjunto, la máquina automática para afilar ollas y sartenes redefine los estándares de la industria del menaje metálico al combinar precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, convirtiéndose en un componente central de cualquier línea de producción moderna. La implementación de esta máquina permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, garantizando competitividad, productividad, rentabilidad y sostenibilidad, mientras se optimizan recursos, se reducen desperdicios y se mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción masiva de menaje metálico de alta calidad.
El sistema automático de amolado para utensilios es un equipo industrial diseñado para optimizar y automatizar completamente el proceso de acabado, afilado y pulido de utensilios de cocina metálicos como ollas, sartenes, cacerolas, cazos y otros recipientes fabricados en acero inoxidable, aluminio, cobre y aleaciones especiales, incluyendo piezas con recubrimientos superficiales. Este sistema combina una estructura de acero reforzado de alta resistencia capaz de soportar cargas continuas, vibraciones y uso intensivo, motores eléctricos de alta potencia que accionan cabezales abrasivos y discos de pulido intercambiables, y sistemas de sujeción automática que permiten manipular utensilios de distintos tamaños, grosores y formas sin intervención manual, garantizando eficiencia, productividad y uniformidad en cada ciclo de trabajo. El control electrónico avanzado mediante PLC o CNC permite regular con extrema precisión parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, tiempo de exposición y secuencia de ciclos, asegurando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad, eliminando rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda comprometer la durabilidad, seguridad o estética del utensilio.
El funcionamiento del sistema se organiza en ciclos totalmente programables, permitiendo almacenar múltiples recetas de trabajo para diferentes tipos de utensilios, tamaños, materiales y acabados, lo que facilita alternar rápidamente entre productos sin pérdida de tiempo ni disminución de la calidad. El proceso de amolado inicia con discos abrasivos de grano grueso para eliminar rebabas e imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y finaliza con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según la especificación requerida. Sensores de presión, vibración y temperatura supervisan la operación en tiempo real, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para evitar deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, garantizando resultados homogéneos y repetibles incluso durante ciclos de producción prolongados. Los sistemas de aspiración y filtración eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura de las piezas para prevenir manchas o alteraciones en las propiedades del metal.
La integración de este sistema automático en la línea de producción incrementa significativamente la eficiencia y productividad, permitiendo procesar decenas o cientos de utensilios por hora con resultados consistentes y uniformes, reduciendo la dependencia de mano de obra especializada y minimizando riesgos de errores humanos. Los utensilios tratados presentan superficies homogéneas, libres de microfisuras, bordes cortantes o rebabas, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad y calidad del acabado también incrementan la percepción de valor del producto frente a los consumidores, posicionando la marca en el segmento premium y facilitando la competitividad en mercados nacionales e internacionales.
Este sistema puede integrarse de manera completa en líneas de producción industriales, coordinando su funcionamiento con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material y prolonga la vida útil de los componentes mecánicos, mientras que la reducción del trabajo manual disminuye riesgos laborales y mejora la seguridad industrial. La versatilidad del sistema permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium.
En conjunto, el sistema automático de amolado para utensilios representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna. La implementación de este equipo permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, garantizando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial.
El sistema automático de amolado para utensilios metálicos es un equipo industrial de última generación diseñado para transformar por completo los procesos de acabado, afilado y pulido de ollas, sartenes, cacerolas, cazos y otros utensilios de cocina fabricados en acero inoxidable, aluminio, cobre y diversas aleaciones, incluyendo aquellos con recubrimientos especiales como teflón, cerámica o esmalte, garantizando un acabado uniforme, funcional y estéticamente impecable, libre de rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda comprometer la durabilidad, seguridad o apariencia del producto. Su estructura se construye en acero reforzado de alta resistencia, capaz de soportar cargas continuas, vibraciones y jornadas de producción prolongadas, mientras que motores eléctricos de alta potencia accionan cabezales abrasivos y discos de pulido intercambiables que proporcionan fuerza, velocidad y precisión, permitiendo un trabajo constante y eficiente durante largas horas. Los sistemas de sujeción automática permiten manipular utensilios de diferentes tamaños, grosores y formas sin intervención manual, asegurando productividad y consistencia en cada ciclo de trabajo, eliminando variaciones propias del trabajo manual y maximizando la repetibilidad de los procesos.
El control electrónico avanzado mediante PLC o CNC permite regular con extrema precisión parámetros críticos como la velocidad de rotación de los discos, la presión de contacto, el ángulo de incidencia, la fuerza aplicada, la trayectoria de los cabezales y la duración de los ciclos, garantizando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad en cada ciclo. El sistema organiza su operación en ciclos totalmente programables que permiten almacenar múltiples recetas de trabajo para distintos tipos de utensilios, tamaños, materiales y acabados, facilitando alternar rápidamente entre productos sin pérdida de tiempo ni reducción de la calidad. El proceso de amolado comienza con discos abrasivos de grano grueso que eliminan rebabas y defectos mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y concluye con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según la especificación requerida.
Sensores de presión, vibración y temperatura monitorean la operación en tiempo real, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largas jornadas de producción. Los sistemas de aspiración y filtración integrados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura de las piezas para evitar manchas, deformaciones o alteraciones en las propiedades del metal.
La integración de este sistema automático en la línea de producción aumenta significativamente la eficiencia y productividad, permitiendo procesar decenas o cientos de utensilios por hora con resultados consistentes y uniformes, reduciendo la dependencia de mano de obra especializada y minimizando riesgos de errores humanos. Los utensilios tratados presentan superficies homogéneas, libres de microfisuras, bordes cortantes o rebabas, aumentando su durabilidad, resistencia a la corrosión, facilidad de limpieza y seguridad para el usuario final. La uniformidad y calidad del acabado también incrementan la percepción de valor del producto frente a los consumidores, posicionando la marca en el segmento premium y permitiendo competir eficazmente en mercados nacionales e internacionales exigentes.
Este equipo puede integrarse completamente en líneas de producción industriales, coordinando su funcionamiento con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, brazos robóticos de manipulación y sistemas automáticos de empaquetado, formando un flujo industrial sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material, prolonga la vida útil de los componentes mecánicos y minimiza el desgaste de los discos y ruedas de pulido, mientras que la reducción de intervención manual disminuye riesgos laborales y mejora la seguridad industrial. La versatilidad del sistema permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, garantizando calidad y consistencia en todos los lotes de producción.
En conjunto, el sistema automático de amolado para utensilios metálicos representa una inversión estratégica que redefine los estándares de la industria del menaje al combinar precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna. La implementación de este sistema permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial.
Amoladora robotizada para ollas y sartenes
La amoladora robotizada para ollas y sartenes es un sistema industrial de alta tecnología diseñado para automatizar completamente los procesos de afilado, desbaste y pulido de utensilios de cocina metálicos como ollas, sartenes, cacerolas y cazos fabricados en acero inoxidable, aluminio, cobre y aleaciones especiales, incluyendo piezas con recubrimientos superficiales como teflón, cerámica o esmalte, garantizando un acabado uniforme, funcional y estéticamente impecable que elimina rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda afectar la durabilidad, seguridad o apariencia del utensilio. La estructura del equipo está construida en acero reforzado de alta resistencia para soportar cargas continuas, vibraciones y uso prolongado, mientras que sus motores de alta potencia accionan cabezales abrasivos y discos de pulido intercambiables, trabajando en coordinación con brazos robóticos que manipulan los utensilios con precisión milimétrica, asegurando posicionamiento exacto, repetibilidad y consistencia en cada ciclo de trabajo.
El sistema está controlado por PLC o CNC de última generación, permitiendo ajustar parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, trayectoria de los cabezales, fuerza aplicada y duración de los ciclos, garantizando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad. Los brazos robóticos permiten alternar entre utensilios de distintos tamaños y formas sin intervención manual, lo que aumenta la productividad, reduce errores humanos y asegura resultados uniformes en lotes grandes de producción. El proceso de amolado inicia con discos abrasivos de grano grueso que eliminan rebabas e imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y concluye con ruedas de fieltro, algodón o compuestos abrasivos especializados que proporcionan un pulido espejo, satinado o mate según la especificación requerida.
Sensores de presión, vibración y temperatura monitorean continuamente la operación, ajustando automáticamente la fuerza aplicada, velocidad y trayectoria de los cabezales para evitar deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largos ciclos de producción. Los sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno limpio y seguro, mientras que la refrigeración por aire o niebla líquida regula la temperatura de las piezas para prevenir manchas o alteraciones en las propiedades del metal.
La integración de esta amoladora robotizada en líneas de producción industriales permite coordinar su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, transportadores automáticos y sistemas de empaquetado robotizados, conformando un flujo de producción sincronizado desde la materia prima hasta el producto terminado. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios, prolonga la vida útil de los componentes mecánicos y minimiza la intervención manual, aumentando la seguridad laboral y la eficiencia general. La versatilidad del sistema permite ajustar los ciclos según el material, grosor, tamaño y acabado del utensilio, garantizando uniformidad, repetibilidad y excelencia en productos estándar y premium.
En conjunto, la amoladora robotizada para ollas y sartenes representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa, desde el desbaste inicial hasta el pulido final y preparación para empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidando un proceso totalmente automatizado y confiable. La implementación de este equipo permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, mientras optimiza recursos, reduce desperdicios y mejora la seguridad industrial.
La amoladora robotizada para ollas y sartenes es un sistema industrial de alta precisión y tecnología avanzada, diseñado para automatizar y optimizar completamente el proceso de acabado, afilado y pulido de utensilios de cocina metálicos como ollas, sartenes, cacerolas, cazos y recipientes de acero inoxidable, aluminio, cobre, latón y otras aleaciones, incluyendo aquellos con recubrimientos especiales como teflón, cerámica o esmalte, garantizando un acabado uniforme, funcional y estéticamente impecable, libre de rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda comprometer la durabilidad, seguridad o apariencia del utensilio. Su estructura está construida en acero reforzado de alta resistencia, capaz de soportar cargas continuas, vibraciones y uso industrial prolongado, mientras que motores eléctricos de alta potencia accionan cabezales abrasivos, discos de pulido intercambiables y sistemas de sujeción automática, trabajando en perfecta coordinación con brazos robóticos que manipulan los utensilios con exactitud milimétrica, asegurando posicionamiento preciso, repetibilidad y resultados uniformes en cada ciclo de trabajo, incluso en lotes de producción muy grandes.
El sistema está controlado mediante PLC o CNC de última generación, lo que permite ajustar con precisión todos los parámetros críticos de operación: velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, trayectoria de los cabezales, fuerza aplicada y duración de cada ciclo, garantizando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad. El proceso de amolado se organiza en ciclos completamente programables que almacenan múltiples recetas para distintos tipos de utensilios, tamaños, materiales y acabados, permitiendo alternar rápidamente entre productos sin pérdida de tiempo ni reducción de la calidad. Los ciclos de trabajo comienzan con discos abrasivos de grano grueso para eliminar rebabas, marcas y defectos mayores, continúan con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y culminan con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según las especificaciones requeridas, asegurando uniformidad y perfección en cada pieza.
Sensores de presión, vibración y temperatura monitorean de forma continua toda la operación, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largas jornadas de producción. Los sistemas de aspiración y filtración integrados eliminan polvo metálico y partículas abrasivas generadas durante el proceso, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura superficial de los utensilios para prevenir manchas, deformaciones o alteraciones en las propiedades del metal.
La integración de esta amoladora robotizada en líneas de producción industriales permite coordinar su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, transportadores automáticos, brazos robóticos adicionales y sistemas de empaquetado, conformando un flujo de producción totalmente sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material, prolonga la vida útil de los componentes mecánicos y minimiza la intervención manual, aumentando la seguridad laboral, reduciendo riesgos y mejorando la eficiencia general de la planta. La versatilidad del sistema permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, garantizando calidad y consistencia en todos los lotes de producción.
En conjunto, la amoladora robotizada para ollas y sartenes representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna. La implementación de este sistema permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, consolidando un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción masiva de menaje metálico de alta calidad.
Equipo automático para amolar utensilios
El equipo automático para amolar utensilios es un sistema industrial de alta eficiencia diseñado para automatizar y optimizar el proceso de afilado, desbaste y pulido de utensilios de cocina metálicos como ollas, sartenes, cacerolas, cazos y otros recipientes fabricados en acero inoxidable, aluminio, cobre, latón y aleaciones especiales, incluyendo aquellos con recubrimientos superficiales como teflón, cerámica o esmalte. Este equipo combina una estructura robusta de acero reforzado capaz de soportar cargas continuas y vibraciones industriales, motores eléctricos de alta potencia que accionan discos abrasivos y cabezales de pulido intercambiables, sistemas de sujeción automática y sensores de control que permiten manipular utensilios de diferentes tamaños, grosores y formas sin intervención manual, asegurando uniformidad, repetibilidad y máxima eficiencia en cada ciclo de trabajo.
El control del equipo se realiza mediante PLC o CNC avanzado, lo que permite ajustar con precisión parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, fuerza aplicada y duración del ciclo, garantizando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad. El proceso de amolado se organiza en ciclos programables, que almacenan múltiples recetas para distintos tipos de utensilios, tamaños, materiales y acabados, permitiendo alternar entre productos rápidamente sin pérdida de calidad ni tiempo. El proceso inicia con discos de grano grueso que eliminan rebabas e imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y culmina con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según la especificación requerida, asegurando uniformidad y acabado profesional en cada pieza.
Sensores de presión, vibración y temperatura supervisan la operación en tiempo real, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largas jornadas de producción. Los sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida controla la temperatura de las piezas para prevenir manchas o alteraciones de las propiedades del metal.
La integración de este equipo automático en líneas de producción industriales permite coordinar su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, transportadores automáticos y sistemas de empaquetado, conformando un flujo de producción totalmente sincronizado desde la materia prima hasta el producto terminado. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios, prolonga la vida útil de los componentes mecánicos y disminuye la necesidad de intervención manual, aumentando la seguridad laboral y la eficiencia general de la planta. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, garantizando consistencia en todos los lotes de producción.
En conjunto, el equipo automático para amolar utensilios representa una inversión estratégica para fabricantes de menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidando un flujo de producción moderno y totalmente automatizado. La implementación de este equipo permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial.
El equipo automático para amolar utensilios es un sistema industrial de alta tecnología diseñado para optimizar y automatizar por completo los procesos de afilado, desbaste y pulido de utensilios de cocina metálicos como ollas, sartenes, cacerolas, cazos y otros recipientes fabricados en acero inoxidable, aluminio, cobre, latón y otras aleaciones especiales, incluyendo aquellos con recubrimientos superficiales como teflón, cerámica o esmalte, garantizando un acabado uniforme, funcional y estéticamente impecable, libre de rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda afectar la durabilidad, seguridad o apariencia del utensilio. La estructura del equipo está construida en acero reforzado de alta resistencia, capaz de soportar cargas continuas, vibraciones intensas y jornadas prolongadas de operación industrial, mientras que sus motores eléctricos de alta potencia accionan discos abrasivos, cabezales de pulido intercambiables y sistemas de sujeción automática que permiten manipular utensilios de diferentes tamaños, grosores y formas sin intervención manual, asegurando productividad, uniformidad y máxima eficiencia en cada ciclo de trabajo, incluso en líneas de producción de alta demanda.
El sistema de control avanzado mediante PLC o CNC permite ajustar con precisión todos los parámetros críticos del proceso, como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, fuerza aplicada, trayectoria de los cabezales y duración de cada ciclo, garantizando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad. Los ciclos de trabajo son completamente programables y pueden almacenar múltiples recetas para distintos tipos de utensilios, tamaños, materiales y acabados, permitiendo alternar entre productos rápidamente sin pérdida de tiempo ni reducción de la calidad. El proceso de amolado comienza con discos abrasivos de grano grueso que eliminan rebabas, marcas de mecanizado e imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y finaliza con ruedas de fieltro, algodón o compuestos abrasivos especiales que proporcionan un pulido espejo, satinado o mate según la especificación requerida, garantizando uniformidad, acabado profesional y consistencia en cada pieza procesada.
Sensores de presión, vibración y temperatura monitorean la operación en tiempo real, ajustando automáticamente la fuerza aplicada, la velocidad de rotación y la trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largas jornadas de producción. Los sistemas de aspiración y filtración integrados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura superficial de los utensilios para evitar manchas, deformaciones o alteraciones en las propiedades del metal.
La integración de este equipo automático en líneas de producción industriales permite coordinar su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, transportadores automáticos, brazos robóticos de manipulación y sistemas de empaquetado, conformando un flujo de producción totalmente sincronizado desde la materia prima hasta el producto terminado. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material, prolonga la vida útil de los componentes mecánicos y minimiza la intervención manual, aumentando la seguridad laboral, reduciendo riesgos y mejorando la eficiencia general de la planta. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, garantizando calidad y consistencia en todos los lotes de producción.
En conjunto, el equipo automático para amolar utensilios representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna. La implementación de este equipo permite a los fabricantes producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, estableciendo un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción masiva de menaje metálico de alta calidad.
Amoladora automática para menaje de cocina
La amoladora automática para menaje de cocina es un equipo industrial de alta tecnología diseñado para optimizar y automatizar los procesos de afilado, desbaste y pulido de utensilios metálicos como ollas, sartenes, cacerolas, cazos y otros recipientes de acero inoxidable, aluminio, cobre, latón y diversas aleaciones, incluyendo aquellos con recubrimientos especiales como teflón, cerámica o esmalte, garantizando un acabado uniforme, funcional y estéticamente impecable, libre de rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda afectar la durabilidad, seguridad o apariencia del utensilio. Su estructura está construida en acero reforzado de alta resistencia para soportar cargas continuas, vibraciones y uso industrial prolongado, mientras que motores eléctricos de alta potencia accionan discos abrasivos, cabezales de pulido intercambiables y sistemas de sujeción automática que permiten procesar utensilios de diferentes tamaños, grosores y formas sin intervención manual, asegurando productividad, uniformidad y máxima eficiencia en cada ciclo de trabajo, incluso en líneas de producción de alta demanda.
El equipo está controlado mediante PLC o CNC avanzado, lo que permite ajustar con precisión parámetros críticos como velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, fuerza aplicada y duración de cada ciclo, garantizando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad. Los ciclos de trabajo son totalmente programables, permitiendo almacenar múltiples recetas para distintos tipos de utensilios, tamaños, materiales y acabados, facilitando alternar entre productos rápidamente sin pérdida de tiempo ni reducción de calidad. El proceso de amolado comienza con discos abrasivos de grano grueso para eliminar rebabas e imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y concluye con ruedas de fieltro, algodón o compuestos abrasivos especializados que proporcionan un pulido espejo, satinado o mate según las especificaciones requeridas, garantizando uniformidad y acabado profesional en cada pieza.
Sensores de presión, vibración y temperatura supervisan continuamente la operación, ajustando automáticamente la fuerza aplicada, velocidad de rotación y trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largas jornadas de producción. Los sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura superficial de los utensilios para prevenir manchas o alteraciones de las propiedades del metal.
La integración de la amoladora automática en líneas de producción industriales permite coordinar su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, transportadores automáticos, brazos robóticos de manipulación y sistemas de empaquetado, conformando un flujo de producción totalmente sincronizado desde la materia prima hasta el producto terminado listo para la venta. La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material, prolonga la vida útil de los componentes mecánicos y disminuye la intervención manual, aumentando la seguridad laboral, reduciendo riesgos y mejorando la eficiencia general de la planta. La versatilidad del equipo permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, garantizando consistencia en todos los lotes de producción.
En conjunto, la amoladora automática para menaje de cocina representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Cada etapa del proceso, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna. La implementación de este equipo permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial, estableciendo un proceso de fabricación totalmente automatizado, confiable y eficiente en la producción masiva de menaje metálico de alta calidad.
La amoladora automática para menaje de cocina es un sistema industrial de alta precisión diseñado para transformar y optimizar por completo los procesos de afilado, desbaste y pulido de utensilios metálicos de uso doméstico e industrial, incluyendo ollas, sartenes, cacerolas, cazos, bandejas y otros recipientes fabricados en acero inoxidable, aluminio, cobre, latón y diversas aleaciones, así como utensilios con recubrimientos especiales como teflón, cerámica o esmalte, garantizando un acabado homogéneo, funcional y estéticamente impecable que elimina rebabas, marcas de mecanizado, soldaduras visibles o cualquier imperfección que pueda afectar la durabilidad, seguridad o apariencia del utensilio. Su estructura está fabricada en acero reforzado de alta resistencia, capaz de soportar cargas continuas, vibraciones intensas y ciclos de producción prolongados, mientras que motores eléctricos de alta potencia accionan discos abrasivos, cabezales de pulido intercambiables, sistemas de sujeción automática y mecanismos de ajuste dinámico, trabajando de manera coordinada para procesar utensilios de diferentes tamaños, grosores y formas sin intervención manual, garantizando uniformidad, eficiencia y repetibilidad incluso en líneas de producción de gran volumen.
El sistema está controlado mediante PLC o CNC avanzado, lo que permite ajustar con exactitud todos los parámetros críticos del proceso, incluyendo velocidad de rotación de los discos, presión de contacto, ángulo de incidencia, trayectoria de los cabezales, fuerza aplicada y duración de los ciclos, asegurando que cada borde, fondo, asa y superficie curva reciba un tratamiento homogéneo y de alta calidad. Los ciclos de trabajo son completamente programables y permiten almacenar múltiples recetas para distintos tipos de utensilios, materiales, tamaños y acabados, facilitando la alternancia rápida entre productos sin pérdida de tiempo ni disminución de la calidad. El proceso de amolado comienza con discos abrasivos de grano grueso para eliminar rebabas e imperfecciones mayores, continúa con discos de grano medio que suavizan la superficie y preparan el metal para el acabado final, y finaliza con ruedas de fieltro, algodón o compuestos abrasivos especializados que proporcionan un pulido espejo, satinado o mate según las especificaciones, garantizando uniformidad, acabado profesional y consistencia en cada pieza procesada.
Sensores de presión, vibración y temperatura monitorean continuamente la operación, ajustando automáticamente la fuerza aplicada, velocidad de rotación y trayectoria de los cabezales para prevenir deformaciones, sobrecalentamientos, marcas térmicas o desgaste irregular de los abrasivos, asegurando resultados homogéneos y repetibles incluso durante largas jornadas de producción. Los sistemas de aspiración y filtración incorporados eliminan polvo metálico y partículas abrasivas, manteniendo un entorno de trabajo limpio, seguro y libre de contaminación, mientras que la refrigeración por aire o niebla líquida regula la temperatura de las piezas para evitar manchas, deformaciones o alteraciones en las propiedades del metal. La integración de este equipo en líneas de producción industriales permite coordinar su operación con prensas de embutición profunda, sistemas de lavado y secado, hornos de recubrimiento, transportadores automáticos, brazos robóticos de manipulación y sistemas de empaquetado, conformando un flujo de producción totalmente sincronizado desde la materia prima hasta el producto terminado.
La automatización avanzada optimiza el consumo de abrasivos y energía, reduce desperdicios de material, prolonga la vida útil de los componentes mecánicos y minimiza la intervención manual, aumentando la seguridad laboral, reduciendo riesgos y mejorando la eficiencia general de la planta. La versatilidad del sistema permite ajustar los ciclos de trabajo según el material, grosor, tamaño y acabado del utensilio, asegurando uniformidad, repetibilidad y excelencia tanto en productos estándar como en utensilios premium, garantizando calidad y consistencia en todos los lotes de producción. Cada etapa, desde el desbaste inicial hasta el pulido final y la preparación para el empaquetado, se ejecuta de manera controlada, repetible y eficiente, consolidándose como un componente central de cualquier línea de producción moderna.
En conjunto, la amoladora automática para menaje de cocina representa una inversión estratégica que redefine los estándares de la industria del menaje metálico, combinando precisión mecánica, tecnología avanzada, eficiencia energética, sostenibilidad, seguridad y excelencia en el acabado. Permite producir utensilios homogéneos, duraderos, estéticamente atractivos y seguros, asegurando competitividad, productividad, rentabilidad y sostenibilidad, al mismo tiempo que optimiza recursos, reduce desperdicios y mejora la seguridad industrial. La implementación de este equipo consolida un proceso de fabricación totalmente automatizado, confiable y eficiente, capaz de satisfacer las demandas más exigentes de producción masiva en plantas industriales modernas.
Si quieres, puedo generar un texto aún más técnico y detallado que incluya tipos exactos de abrasivos, velocidades de rotación, presiones aplicadas, tiempos de ciclo, programación avanzada de PLC y robots, integración en líneas completas de producción y ejemplos de optimización de flujo industrial, mostrando cómo esta amoladora automática opera de manera totalmente sincronizada y automatizada en una planta industrial moderna de menaje metálico.
Máquinas Formadoras de Metales EMS

Diseñamos, fabricamos y montamos maquinaria metalmecánica como:
Prensa de transferencia hidráulica
Prensa para mosaicos de vidrio
Prensa hidráulica de embutición profunda
prensa de fundición
Prensa hidráulica de conformado en frío
Prensa de hidroformado
prensa compuesta
Prensa de moldeo de caucho de silicona
Prensa de pastillas de freno
Prensa de melamina
Prensa SMC y BMC
prensa labrotaroy
Máquina cortadora de bordes
Máquina rizadora de bordes
Máquina recortadora de abalorios
Máquina de recorte y jogging
Línea de producción de utensilios de cocina.
Máquina dobladora de tubos
Máquina dobladora de perfiles
Sierra de cinta para metal
Máquina de soldar cilíndrica
Prensas horizontales y utensilios de cocina.
Menaje de cocina, artículos de hotelería
Maquinaria para la producción de utensilios para hornear y cubiertos.
como una línea completa así como una máquina individual como:
Máquinas cortadoras de bordes y biseladoras
Pulidoras y rectificadoras de ollas y sartenes.
Prensas hidráulicas de trefilado
Máquinas troqueladoras circulares
remachadora
Punzonadoras
Máquina de alimentación de prensa
Puede consultar nuestra maquinaria en funcionamiento en: EMS Máquinas Formadoras de Metales EMS – YouTube
Aplicaciones:
Punzonado de bridas
Abalorios y nervaduras
Bridas
Guarnición
Curling
costura de bloqueo
Nervaduras